Salt Bath Nitriding and QPQ AMS 2753
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

OCAS Review of Activities 2018-2019
REVIEW OF ACTIVITIES 2018-2019 ocas Cover: Electron Backscatter Diffraction (EBSD) image of Nb alloyed carbon steel grade. TEXT OCAS team, Wright Communications EDITOR Katrien Meseure GRAPHIC DESIGN Filip Erkens PHOTOGRAPHY Alain Sauvan (p. 34), Ann De Vyt (p. 159), Annick Willems (p. 144, 146), Benjamin Brolet (p. vii), Dennis Van Hoecke (p. 132), Filip Erkens (p. vii, 64, 72, 96, 126), J.J. Fitzpatrick (p. 14), Jeroen Op de Beeck (p. 40, 150), Jeroen Van Wittenberghe (p. 74, 128), Johan Deheusch (p. 70), Johan Verlee (p. 76), Katrien Meseure (p. 158), Lode Duprez (p. 68), Luc Berckmoes (p. 58), Maarten Van Poucke (p. 160, 165), Marc Vanderschueren (p. 38, 66), Michiel Corryn (p. 82), Myriam Madani (p. 18), Nuria Sanchez (p. 32), Okan Yilmaz (p. 62), Özlem Esma Ayas Güngör (p. 100), Roger Hubert (p. 42, 78, 162), Rolf Berghammer (p. 86, 88), Sofie Vanrostenberghe (p. 54), Stefaan Van Landeghem (p. 112), Steven Cooreman (p. 60, 148), Ulrike Lorenz (p. 90), with the courtesy of DEME Offshore (p. 134), with the courtesy of Endures (p. 118), with the courtesy of EUROfusion (p. 50), with the courtesy of Perfect+ Events (p. 154), with the courtesy of PowerCell (p. 122) RESPONSIBLE PUBLISHER Sven Vandeputte, Managing Director OCAS, Pres. J.F. Kennedylaan 3, 9060 Zelzate - Belgium DISCLAIMER Although care has been taken to ensure that the information contained in the activity report 2018-2019 is meticulous, correct and complete, OCAS nv cannot give any guarantee, either explicitly or implied, with regard to the accuracy, precision and/or the completeness of the aforementioned information. -

Nitromet™ Salt Bath Nitriding Maximizes Resistance Against Corrosion and Wear 586.755.4900
586.755.4900 www. kcjplating.com Nitromet™ SALT BATH NITRIDING MAXIMIZES RESISTANCE AGAINST CORROSION AND WEAR Salt bath nitrocarburizing (SBN) is a popular alternative to hard Salt bath nitriding is sometimes referred to as ferritic chromium and physical vapor deposition (PVD). More effective nitrocarburizing, as well as salt bath nitrocarburizing. It is than hard chromium, SBN is extremely economical, with an array a process that involves thermo chemical diffusion, where a of well-documented benefits. compound layer of carbon and nitrogen is simultaneously introduced to the surface of ferrous metal parts. A variety COST-EFFECTIVE HIGH PERFORMANCE COATING of metals can be treated with salt bath nitriding, including Enhanced wear resistance carbon steel, stainless steel, and sintered and cast iron parts. Increased corrosion resistance Improved case hardness (extends wear surface) PRIMARY NITROMET SALT BATH NITRIDING Multiplied fatigue strength CHARACTERISTICS Higher lubricity Deep black finish Anti-seizing properties Nitromet is a proprietary KC Jones trademark, originally Improved sliding developed by Kolene Corporation. Nitromet enhances the Uniform black color properties of SBN to provide optimal protection against corrosion Doubled bending fatigue and wear. Doubled rotary bend strength Zero galling (often associated with plated surfaces) NITROMET SALT BATH NITRIDING AVAILABLE EXCLUSIVELY FROM KC JONES PLATING Nitromet salt bath nitriding is an economic way to increase resistance against corrosion and wear. This is true whether Engineered -

IBC Capabilities Overview
IBC Capabilities Overview 03.2020 ISO9001:2015 Registered by EAGLE Registrations Inc. IBC Coatings Technologies | 902 Hendricks Drive, Lebanon, IN 46052 | www.ibccoatings.com This page may contain ITAR restricted data IBC Coatings Presentation rev:01 IBC’s Background • Privately-owned surface engineering company • Aerospace, • Established in 1996 and located in Lebanon, Indiana • Oil and Gas, • Automotive, • 90+ employees and 100,000+ sq. feet • Metal Forming, • Development of surface treatments to improve wear, corrosion, fatigue • Die Casting, and lubricity properties • Forging, • and many more • Industrial-scale application of PVD, CVD, TD, and other coating processes IBC Provides The Following Services • Thin Film Coating • Plasma Electrolytic treatments and – CeraTough-D™ Diamond Like Carbon (DLC) coatings coatings – PEO – plasma electrolytic coatings of Al, Mg, Ti – High Energy PVD coatings (TiN, TiALN, CRN, alloys CRC, TIC, VC, Al O , SiO , ZrO , SiN) – PED – plasma electrolytic diffusion coatings 2 3 2 2 – PEP- plasma electrolytic polishing • Nitriding • Heat treating – Ion Plasma Nitriding (DHIN) – Vacuum Heat Treat with up to 12 Bar Gas Quench – Ion Plasma Ferritic Nitrocarburizing (DH-FNC) – Vacuum Carburizing – Post-DHIN and FNC Oxidation (equivalent to – Solution Nitriding Plasox) • Thermal Diffusion Surface treatments – Salt Bath Nitriding (DHN) (equivalent to QPQ, – Boriding (DHB) Melonite, Tufftride, etc.) – Tantalizing (DHTa) • Laser Cladding – Chromizing (DHC) – Aluminizing (DHA) • Micro-laser welding and repair – Vanadium Carbide (TDH) • CVD Coatings • Electro-spark deposition – Amorphous Chrome Carbide • HVOF/HVAF Coating Services 3 IBC Equipment Size Capabilities • Ion Plasma Nitriding & FNC with post oxidation (Dia 60” • CeraTough™ Ceramic Diffusion Wear Coatings for lightweight ” alloys including Al, Ti, and Mg can fit component up to 48” x 83 tall) x48”x 120 “ and 2,000 LB weight limit. -

MG22488 Tenifer QPQ Eng.Qxd
TUFFTRIDE®-QPQ-PROCESS Dr. Joachim Boßlet / Michael Kreutz Technical Information TUFFTRIDE® -QPQ - Process Salt bath nitrocarburizing by the TUFFTRIDE process has been applied in a wide range of industries throughout the world for many decades. It is used to improve the wear resistance, the fatigue strength and – in particular when combined with the oxidative cooling – the corrosion resistance of components made from steel, cast iron and sintered iron materials. In many cases the TUFFTRIDE process is used as an alternative to other surface engineering processes such as case hardening, galvanic (e.g. hard chrome plating), and other coating processes (plastic coating, painting, laser coating etc.), also plasma or gas nitrocarburizing with equally good or improved quality and greater economy. Carrying out the process Compared with other nitrocarburizing processes, the TUFFTRIDE Q, QP and QPQ processes are very easy to Basic Reaction in the Salt Melt carry out. As is usual when treating components in salt baths, the parts are first preheated to about 350°C in + REG1 air. Nitrocarburizing takes place in a so-called TF 1 bath at 480 - 630°C, the standard temperature is usually 580°C. Cyanate Nitrogen + Carbonate + Iron The salt melt mainly consists of alkali cyanate and alkali carbonate. Iron Nitride It is operated in a pot made from special material, and the pot is fit- ted with an aeration device. The active constituent in the TF 1 bath is the alkali cyanate. During the nitrocarburizing process a reaction Fig. 1 takes place between the surface of the components and the alkali cyanate, resulting in the formation of alkali carbonate. -
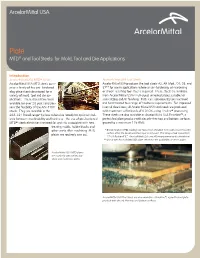
Plate MTD® and Tool Steels: for Mold, Tool and Die Applications
ArcelorMittal USA Plate MTD® and Tool Steels: for Mold, Tool and Die Applications Introduction ArcelorMittal USA MTD® Steels ArcelorMittal USA Tool Steels ArcelorMittal USA MTD steels com- ArcelorMittal USA produces the tool steels A2, A8 Mod., O1, S5, and prise a family of five pre-hardened S7** for use in applications where an air-hardening, oil-hardening alloy plate steels developed for a or shock-resisting tool steel is required. These steels are available variety of mold, tool and die ap- from ArcelorMittal USA in full-sized, annealed plates suitable for plications. These steels have been saw cutting and/or finishing. Parts can subsequently be machined available for over 20 years and pos- and heat treated to a range of hardness requirements. For improved sess the flexibility of the AISI 41XX internal cleanliness, all ArcelorMittal USA tool steels are produced steels. They are available in the with maximum sulfur levels of 0.010%, using Fineline® processing. 262-321 Brinell range* (unless otherwise noted) for optimum bal- These steels are also available as ArcelorMittal USA Finishline™, a ance between machinability and hardness. The use of pre-hardened prefinished plate product with decarb-free top and bottom surfaces MTD® steels eliminates the need for and risk associated with heat ground to a maximum 125 RMS. treating molds, holder blocks and other parts after machining. MTD * Brinell hardness (HB) readings are taken from standard test locations on the plate plates are routinely saw cut. surface after the decarburization layer is removed. This range of HB converts to 27-34 Rockwell “C”. ArcelorMittal USA uses HB measurement as its official test. -

Stainless Steel Grade Datasheets Has Been Produced by Atlas Steels Technical Department As a Companion to the Atlas Technical Handbook of Stainless Steels
Stainless Steel Grade Datasheets Copyright © Atlas Steels Revised : August 2013 Atlas Steels Technical Department www.atlassteels.com.au ATLAS STEELS Stainless Steels Grade Datasheets FOREWORD This compilation of stainless steel Grade Datasheets has been produced by Atlas Steels Technical Department as a companion to the Atlas Technical Handbook of Stainless Steels. Any suggestions for improvements, additions or corrections would be very welcome; these should be directed to: Technical Manager, Atlas Steels Telephone +61 3 8383 9863, email [email protected] Individual grade datasheets are available from the Atlas Steels website. Information from any Atlas publication can be freely copied, but it is requested that the source be acknowledged. Limitation of Liability The information contained in these datasheets is not an exhaustive statement of all relevant information. It is a general guide for customers to the products and services available from Atlas Steels and no representation is made or warranty given in relation to this information or the products or processes it describes. Published by Atlas Steels Technical Department Copyright © Atlas Steels www.atlassteels.com.au Stainless Steel Datasheets Austenitic Stainless Steels 301, 301L, 301LN High strength for roll formed structural components 302HQ Low work hardening rate grade for cold heading fasteners 303, 303Se Free-machining bar grades 304, 304L, 304H Standard 18/8 grades 310, 310S, 310H High temperature resistant grades 316, 316L, 316H Improved resistance to pitting -

Blue Light Foundry Has Grown Into a Self-Sustained Unit Producing Sand Cast Products for Diverse Industrial Applications
foundry & specialized heat treatment to engineer solutions that shape the future company overview Blue Light Industry, a subsidiary of UAE based engineering conglomerate Trinity Holdings, is a leading provider of engineered sand castings, specialized heat treatment and supporting machining services. For over 20 years, Blue Light has been offering one -stop solutions from pattern making to final machining to diverse industries. The foundry houses CNC pattern shop, PLC controlled automated sand mixer, multiple induction melting furnaces and a metallurgical laboratory to offer a variety of industrial castings. Blue Light offers an extensive range of specialized heat treatment services, including gas carburising hardening, CNC induction hardening, liquid nitriding, TRIBOX, gas nitriding and various stress relieving and other conventional heat treatment processes. The company’s unique ability to complete small one-off jobs as well as larger production runs allows it to cater to the challenging requirements of customers. to engineer www.trinityholdings.com quality focus International certifications to the credit of Blue Light endorse its commitment to high standards. The foundry is ISO certified and is fully equipped to comply with a range on international standards. Blue Light is committed and strives to provide a safe, healthy and environmentally responsible workplace. By adopting effective and sustainable practices, Blue Light has been able to minimize the impact of its operations on the environment and the community in which it operates. ISO 9001: 2015 casting solidification simulation Simulation techniques are used for analyzing and optimizing the casting processes. Blue Light ensures that solidification and design parameters are met prior to casting. foundry Blue Light foundry has grown into a self-sustained unit producing sand cast products for diverse industrial applications. -

The Effects of Copper on the Metallurgical, Mechanical, and Fracture Properties of 0.90 Carbon Rail Steels
THE EFFECTS OF COPPER ON THE METALLURGICAL, MECHANICAL, AND FRACTURE PROPERTIES OF 0.90 CARBON RAIL STEELS. by Glenn T. Eavenson A thesis submitted to the Faculty and Board of Trustees of the Colorado School of Mines in partial fulfillment of the requirements for the degree of Master of Science (Metallurgical and Materials Engineering). Golden, Colorado Date: ______________ Signed:_____________________________ Glenn T. Eavenson Signed:_____________________________ Dr. David K. Matlock Thesis Advisor Golden, Colorado Date:_______________ Signed:_____________________________ Professor Ivar Reimanis Professor and Interim Head Department of Metallurgical and Materials Engineering ii ABSTRACT The effects of variations in copper content on the metallurgical, mechanical, and fracture properties of pearlitic rail steels with a base composition (in wt pct) of 0.9 C, 1.0 Mn, 0.35 Si, and 0.01 Ti were evaluated. Six industrial heats with copper content ranging from (in wt pct) 0.07 to 0.85 were cast, re-heated, rolled and air-quenched with identical industrial processing parameters to produce full rails of the 136RE section. The materials were tested to determine the influence of copper content on austenitic grain size, pearlitic interlamellar spacing, microstructure, hardenability, hardness profile, tensile and yield strength, Charpy U-notch impact toughness, K1c fracture toughness, and fatigue crack growth rate according to standard ASTM testing methodologies. The austenitic grain size, as determined by the McQuaid-Ehn method, suggested that copper does not influence the austenite grain growth characteristics in the temperature range of the test for the steels evaluated. Jominy end-quench hardenability testing showed that copper acts to delay pearlite transformation to a small degree. -

INDUSTRIAL HEAT TREATMENT PROCESS and SIMULATION Chairpersons: Alessandro Fiorese, Cristian Viscardi
Following the successful Conference organised in 2015 in Venice, the Italian Association for Metallurgy (AIM) is proud to announce the ECHT 2019 Conference, with focus on Automotive, that will be held in the beautiful Bardolino on Garda Lake on 5-6-7 June 2019. We would like to extend our warmest invitation to you to participate to ECHT 2019! 9:30 Registration of attendees GARDENIA ROOM 11:00 OPENING SESSION 12:40 LUNCH GARDENIA ROOM LILIUM+IRIS ROOM 14:00 MASSIVE HEAT TREATMENTS I INDUSTRIAL HT EQUIPMENT AND PROCESS INNOVATION I 16:00 COFFEE BREAK 16:20 CRYOGENIC TREATMENT MASSIVE HEAT TREATMENTS II QUENCHING GARDENIA ROOM LILIUM+IRIS ROOM 8:50 NITRIDING AND NITROCARBURIZING I QUALITY AND ACCREDITATION 10:50 COFFEE BREAK 11:20 NITRIDING AND NITROCARBURIZING II INDUSTRIAL HT EQUIPMENT AND PROCESS INNOVATION II 13:00 LUNCH 14:20 COATINGS I INDUSTRIAL HT PROCESS AND SIMULATION 16:20 COFFEE BREAK 16:50 COATINGS II 19:30 SOCIAL EVENT GARDENIA ROOM LILIUM+IRIS ROOM 8:50 CARBURIZING PROCESSES AND PROPERTIES NON FERROUS PROCESSES AND PROPERTIES 10:50 COFFEE BREAK 11:10 STAINLESS STEELS APPLICATIONS GARDENIA ROOM 12:50 CLOSING SESSION 13:00 END OF THE CONFERENCE 09:30 Registration of attendees OPENING SESSION 11:00 Welcome addresses Ing. Enrico Morgano - Conference Chairman Ing. Federico Mazzolari - AIM President 11:25 Overview on steels, heat treatments and shot peening in automotive field ECHT065 E. Morgano - FCA CRF, Torino, Italy 11:50 Bainitic transformation during the two-step Q&P process in a lean medium Mn steel ECHT028 containing silicon S. Kaar, R. -
Technical Handbook Bar Products
ATLAS SPECIALTY METALS AtlasSpecialtyMetals–TechnicalHandbookofBar The Atlas Specialty Metals Technical Handbook of Bar Products P r o d u c t s ATLAS SPECIALTY METALS TECHNICAL SERVICES DEPARTMENT Copyright © Atlas Specialty Metals Technical Assistance: Freecall 1800 818 599 Revised: January 2005 Email: [email protected] TECHNICAL SERVICES 1800 818 599 Email: [email protected] PROJECT SERVICES (03) 9272 9999 Email: [email protected] www.atlasmetals.com.au www.atlasmetals.com.au PRINTED: JANUARY 2005 – EDITION #1 LIMITATION OF LIABILITY The information contained in this Handbook is not intended to be an exhaustive statement of all relevant data applicable to special and general steel products. It has been designed as a guide for customers of Atlas Specialty Metals. No responsibility is implied or accepted for or in conjunction with quality or standard of any product or its suitability for any purpose or use. It is the responsibility of the user to ensure product specified is fit for the purpose intended. All conditions, warranties, obligations and liabilities of any kind which are or may be implied or imposed to the contrary by any statute, rule or regulation or under the general law and whether arising from the negligence of the Company, its servants or otherwise are hereby excluded except to the extent that the Company may be prevented by any statute, rule or regulation from doing so. Published by Atlas Specialty Metals Technical Services Department Copyright © Atlas Specialty Metals “….you know mate, -

The Use of Nitriding to Enhance Wear Resistance of Cast Irons and 4140 Steel
University of Windsor Scholarship at UWindsor Electronic Theses and Dissertations Theses, Dissertations, and Major Papers 2013 The Use of Nitriding to Enhance Wear Resistance of Cast Irons and 4140 Steel Zaidao Yang University of Windsor Follow this and additional works at: https://scholar.uwindsor.ca/etd Recommended Citation Yang, Zaidao, "The Use of Nitriding to Enhance Wear Resistance of Cast Irons and 4140 Steel" (2013). Electronic Theses and Dissertations. 4714. https://scholar.uwindsor.ca/etd/4714 This online database contains the full-text of PhD dissertations and Masters’ theses of University of Windsor students from 1954 forward. These documents are made available for personal study and research purposes only, in accordance with the Canadian Copyright Act and the Creative Commons license—CC BY-NC-ND (Attribution, Non-Commercial, No Derivative Works). Under this license, works must always be attributed to the copyright holder (original author), cannot be used for any commercial purposes, and may not be altered. Any other use would require the permission of the copyright holder. Students may inquire about withdrawing their dissertation and/or thesis from this database. For additional inquiries, please contact the repository administrator via email ([email protected]) or by telephone at 519-253-3000ext. 3208. The Use of Nitriding to Enhance Wear Resistance of Cast Irons and 4140 Steel by Zaidao Yang A Thesis Submitted to the Faculty of Graduate Studies through Engineering Materials in Partial Fulfillment of the Requirements -

Item#VF312 Vacuum Furnace
APRIL ISSUE 2019 HEAT TREAT NEWSLETTER Everything to do with heat treating If you would like the information If you would like the information contained in this newsletter daily contained in this newsletter daily instead of monthly, visit us at instead of monthly, visit us at www.themonty.com www.themonty.com daily & you don’t have to wait for daily & you don’t have to wait for the most up to date, relevant Heat Treat News in the industry. Themonty.com April 2019 1 CONTENTS ______________________________________________________ INTRODUCTION HEAT TREAT NEWS USED & NEW EQUIPMENT . Batch IQ . Batch . Box . Continuous . Draw/Temper . Generator . Induction . Lab Equipment . Miscellaneous . Vacuum . Washers BUSINESS OPPORTUNITES IN PARTING Themonty.com April 2019 2 INTRODUCTION ____________________________________ We hope you enjoy the April 2019 issue of “The Monty” which for the past 20 years has been providing the heat treatment industry with the most up to date news and trends in the world. Best regards, Gord, Dale and Jordan Montgomery Themonty.com April 2019 3 HEAT TREAT NEWS The Website of Choice for Captive and Commercial Heat Treaters Since 1999 Alloy Theft Mar 29, 2019 There can’t be a captive or commercial heat treater in North America who has not at some point been the victim of “alloy theft”. By alloy theft we mean a few base trays, baskets or muffles disappearing out the back door and turning up at the local scrap yard. Probably because the price of alloy has dropped from their all time peaks a few years back we have not heard much about this recently, however this story caught our eye.