Guidelines for Fabricating and Processing Plate Steel
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Troubleshooting Decorative Electroplating Installations, Part 5
Troubleshooting Decorative Electroplating Installations, Part 5: Plating Problems Caused Article By Heat & Bath Temperature Fluctuations by N.V. Mandich, CEF, AESF Fellow Technical Technical In previous parts of this series, emphasis was given The fast-machining steels must then be carburized to troubleshooting of the sequences for pre-plating or case-hardened to obtain a surface with the hardness and electroplating over metals, Parts 1 and 2;1 required to support the top chromium electroplate. the causes, symptoms and troubleshooting for Case hardening is the generic term covering several pores, pits, stains, blistering and “spotting-out” processes applicable to steel or ferrous alloys. It changes phenomena, Part 3;2 and troubleshooting plating on the surface composition of the top layer, or case, by plastic systems, Part 4.3 Here in Part 5, causes and adsorption of carbon, nitrogen or a mixture of the two. some typical examples of problems that occur in By diffusion, a concentration gradient is created. The electroplating as a result of a) thermal, mechanical heat-treatments and the composition of the steel are surface treatments, b) the metallurgy of the part to additional variables that should be addressed and taken be plated or c) effects of plating bath temperature into account in the electroplating procedure. on plating variables and quality of the deposits When discussing the effect of heat-treatment on are discussed. subsequent electroplating processes it is necessary to zero in on the type of heat-treatment involved. We Nearly every plater has at one time or another had the can defi ne the heat-treatment process as changing the experience of trying to plate parts that simply would characteristics of the parts by heating above a certain not plate. -
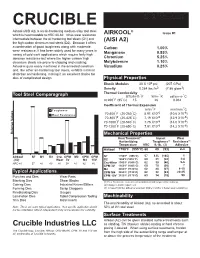
Crucible A2 Data Sheet
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Download/Pdf/ 71319287.Pdf (Accessed on 13 July 2020)
metals Article Optimization of PWHT of Simulated HAZ Subzones in P91 Steel with Respect to Hardness and Impact Toughness Gorazd Lojen * and Tomaž Vuherer Faculty of mechanical engineering, University of Maribor, Smetanova ulica 17, 2000 Maribor, Slovenia; [email protected] * Correspondence: [email protected]; Tel.: +386-2-220-7864 Received: 30 July 2020; Accepted: 4 September 2020; Published: 9 September 2020 Abstract: Appropriate post weld heat treatment (PWHT) is usually obligatory when creep resistant steels are welded for thermal power plant components that operate at elevated temperatures for 30-40 years. The influence of different PWHTs on the microstructure, hardness, and impact toughness of simulated heat affected zone (HAZ) subzones was studied. Thereby, coarse grained HAZ, two different fine grained HAZ areas, and intercritical HAZ were subjected to 20 different PWHTs at temperatures 740–800 ◦C and durations 0.5–8 h. It was found that the most commonly recommended PWHT, of 3 h or less at 760 ◦C, is insufficient with respect to the hardness and impact toughness of coarse grained HAZ. To obtain a Vickers hardness 265 HV and impact toughness at least equal to ≤ the impact toughness of the base metal (192 J) in the coarse grained HAZ, it took 8 h at 740 ◦C, 4 h at 760 ◦C, more than 1 h at 780 ◦C, and 0.5 h and 800 ◦C. Even after 8 h at 800 ◦C, mechanical properties were still within the target range. The most recommendable post weld heat treatments at 780 ◦C for 1.2–2 h or at 760 ◦C for 3–4 h were identified. -

Elegancy D5.2.5
ACT Project Number: 271498 Project name: ELEGANCY Project full title: Enabling a Low-Carbon Economy via Hydrogen and CCS ERA-Net ACT project Starting date: 2017-08-31 Duration: 36 months D5.2.5 Evaluation of the potential for hydrogen and CCS in the decarbonization of the Dutch steel industry Date: 2020-08-31 Organization name of lead participant for this deliverable: Utrecht University ACT ELEGANCY, Project No 271498, has received funding from DETEC (CH), BMWi (DE), RVO (NL), Gassnova (NO), BEIS (UK), Gassco, Equinor and Total, and is cofunded by the European Commission under the Horizon 2020 programme, ACT Grant Agreement No 691712. Dissemination Level PU Public x CO Confidential, only for members of the consortium (including the Commission Services) Page iii Deliverable number: D5.2.5 Deliverable title: Evaluation of the potential for hydrogen and CCS in the decarbonization of the Dutch steel industry Work package: WP5 Case Studies Lead participant: UU Authors Name Organisation E-mail Lukas Weimann* UU [email protected] Matteo Gazzani UU [email protected] Gert Jan Kramer UU Joep Matser UU Annika Boldrini UU *Mark lead author with asterisk Keywords Integrated steelworks, decarbonization of steel industry, process optimization, Hisarna, electric- arc furnace, carbon capture and storage, hydrogen. Abstract The iron and steel industry accounts for 5 % of worldwide CO2 emissions. With 13 MtCO2eq annually, TATA Steel, which employs the traditional blast furnace – basic oxygen furnace steel making route, is one of the largest single point emitters in the Netherlands (and EU). Given the role of steel in present and future society, decarbonizing the steel industry is of paramount importance for a CO2 net-zero society. -

Ats 34 and 154 Cm Stainless Heat Treat Procedure
ATS 34 AND 154 CM STAINLESS HEAT TREAT PROCEDURE This is an oil hardening grade of steel which will require oil quenching. The oil should be a warm, thin quenching oil that contains a safe flash point. Olive oil has been used as a sub stitute. As a rule of thumb, there should be a gallon of oil for each pound of steel. For , warming the oil before quenching, you may heat a piece of steel and drop it in the oil. 1.) Wrap blades in stainless tool wrap and leave an extra two inches on each end of the package. (This will be for handling purposes going into the quench as described below.) We suggest a double wrap for this grade. The edges of the foil should be double crimped, being careful to avoid hav ing even a pin hole in the wrap. 2 . ) Place in the furnace and heat to 1900"F. After reaching this temperature, immediately start timing the soak time of 25-30 minutes. 3.) After the soak time has elapsed, very quickly and carefully pull the package out with tongs~ place over the quench tank and snip the end of the package allowing the blades to drop into the oil. You should have a wire basket in the quench tank for raising and lowering the blades rather than have them lie s till. Gases are released in the quench and would form a "trap" around the steel unless you keep them movi~g for a minute or so. *IMPORTANT--It is very important that the blades enter the oil quench as quickly as possible after leaving the furnace ! Full hardness would not be reached if this step is not followed. -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

Cold Rolled Steel Coils Arcelormittal Europe
ENVIRONMENTAL PRODUCT DECLARATION as per ISO 14025 and EN 15804 Owner of the Declaration ArcelorMittal Europe - Flat Products Programme holder Institut Bauen und Umwelt e.V. (IBU) Publisher Institut Bauen und Umwelt e.V. (IBU) Declaration number EPD-ARC-20200027-CBD1-EN ECO EPD Ref. No. ECO-00001269 Issue date 10/07/2020 Valid to 09/07/2025 Cold Rolled Steel Coils ArcelorMittal Europe www.ibu-epd.com | https://epd-online.com Umwelt Produktdeklaration Name des Herstellers – Name des Produkts General Information ArcelorMittal Europe Cold Rolled Steel Coils Programme holder Owner of the declaration IBU – Institut Bauen und Umwelt e.V. ArcelorMittal Europe – Flat Products Panoramastr. 1 24-26 Boulevard d’Avranches 10178 Berlin L-1160 Luxembourg Germany Luxembourg Declaration number Declared product / declared unit EPD-ARC-20200027-CBD1-EN The declaration applies to 1 ton of cold rolled steel coil. This declaration is based on the product Scope: category rules: The Life Cycle Assessment is based on data collected Structural steels, 07.2014 from the ArcelorMittal plants producing Cold Rolled (PCR checked and approved by the SVR) Coils, representing 95 % of the annual production from 2015. Issue date 10/07/2020 The owner of the declaration shall be liable for the underlying information and evidence; the IBU shall not Valid to be liable with respect to manufacturer information, life cycle assessment data and evidences. 09/07/2025 Verification The standard EN 15804 serves as the core PCR Independent verification of the declaration and data according to ISO 14025:2010 Dipl. Ing. Hans Peters internally x externally (chairman of Institut Bauen und Umwelt e.V.) Dr. -

Material Modelling for Simulation of Heat Treatment
2003:07 LICENTIATE THESIS Material Modelling for Simulation of Heat Treatment Henrik Alberg Licentiate Thesis Department of Applied Physics and Mechanical Engineering Division of Computer Aided Design 2003:07 - ISSN: 1402-1757 - ISRN: LTU-LIC--03/07--SE II Preface This research has been carried out at Computer Aided Design at Luleå University of Technology in close cooperation with Volvo Aero in Trollhättan, where my workplace is. I would like to thank my supervisor Professor Lars-Erik Lindgren for all discussions, the critical review of my work and for your great enthusiasm. Thank you Lars-Erik! I would also like to thank Dr. Henrik Runnemalm at Volvo Aero who has made it possible for me to work in Trollhättan and for the discussion and advises. Thank you Henrik! Daniel Berglund, my colleague and co-author for two papers. Thank you Daniel for the encouragement in the beginning of my research, the discussions, advises and nevertheless all the laughs! The financial support has been provided by the MMFSC1-project a European Union funded project within the 5th framework and Luleå University of Technology. All are gratefully acknowledge. My daily work has been carried out at the division of Advanced Manufacturing Technology at Volvo Aero. I would like to thank all persons at the division for a good working environment and for sharing the your knowledge in many different areas. A special thanks to the simulation group for the many good discussions and ideas. Finally but not the less I would like to thank my girlfriend Viktoria Rönnqvist for all encouragement, happiness and for just being you. -
Core Strengths, Sustainable Returns
Core strengths, sustainable returns Annual Report 2011 With revenues of $94 billion and crude steel production of 91.9 million tonnes, ArcelorMittal is the world’s leading steel and mining company, with a presence in more than 60 countries. Through our core values of sustainability, quality and leadership, we commit to operating in a responsible way with respect to the health, safety and well-being of our employees, contractors and the communities in which we operate. The theme for this year’s annual report is ‘core strengths, sustainable returns’. We believe consistency is crucial in a fast-changing world. And at the heart of this belief is a consistent strategy that focuses on our five core strengths. By continually focusing on these strengths throughout our operations, ArcelorMittal can deliver sustainable returns. Cover image Port-Cartier, Canada Global presence ArcelorMittal is the world’s leading steel and mining company. With a presence in more than 60 countries, we operate a balanced portfolio of cost competitive steel plants across both the developed and developing world. We are the leader in all the main sectors – automotive, household appliances, packaging and construction. We are also the world’s fourth largest producer of iron ore, with a global portfolio of 16 operating units with mines in operation or development. In 2011, we employed around 261,000 people. Flat Carbon Long Carbon Belgium France Mexico US Algeria Germany Charleroi Basse Indre Lázaro Cárdenas Burns Harbor, IN Annaba Duisburg Ghent Châteauneuf Cleveland, OH -

Case No COMP/M.3334 ΠARCELOR/ THYSSENKRUPP/ STEEL24-7
Case No COMP/M.3334 – ARCELOR/ THYSSENKRUPP/ STEEL24-7 Only the English text is available and authentic. REGULATION (EEC) No 4064/89 MERGER PROCEDURE Article 6(1)(b) NON-OPPOSITION Date: 16/02/2004 Also available in the CELEX database Document No 304M3334 Office for Official Publications of the European Communities L-2985 Luxembourg COMMISSION OF THE EUROPEAN COMMUNITIES Brussels, 16.02.2004 SG-Greffe(2004) D/200619/200620 In the published version of this decision, PUBLIC VERSION some information has been omitted pursuant to Article 17(2) of Council Regulation (EEC) No 4064/89 concerning non-disclosure of business secrets and MERGER PROCEDURE other confidential information. The omissions are shown thus […]. Where ARTICLE 6(1)(b) DECISION possible the information omitted has been replaced by ranges of figures or a general description. To the notifying parties : Dear Sir/Madam, Subject: Case No COMP/M.3334 Arcelor/Thyssenkrupp/Steel 24-7 Notification of 14 January 2004 pursuant to Article 4 of Council Regulation No 4064/89 1. On January 14, 2004, the Commission received a notification pursuant to Article 4 of Regulation (EEC) No 4064/891 as last amended by Regulation (EC) No 1310/972 (“the Merger Regulation”) of a proposed concentration by which ThyssenKrupp AG (“ThyssenKrupp”) acquires an additional 25% of the share capital in the existing Joint Venture Steel 24-7. After completion of the transaction, ThyssenKrupp and Arcelor SA (“Arcelor”) will each own 50% of the shares in Steel 24-7. The companies will have joint control over Steel 24-7 within the meaning of Article 3(1) (b) of the Merger Regulation. -

Heat Treating of Aluminum Alloys
ASM Handbook, Volume 4: Heat Treating Copyright © 1991 ASM International® ASM Handbook Committee, p 841-879 All rights reserved. DOI: 10.1361/asmhba0001205 www.asminternational.org Heat Treating of Aluminum Alloys HEAT TREATING in its broadest sense, • Aluminum-copper-magnesium systems The mechanism of strengthening from refers to any of the heating and cooling (magnesium intensifies precipitation) precipitation involves the formation of co- operations that are performed for the pur- • Aluminum-magnesium-silicon systems herent clusters of solute atoms (that is, the pose of changing the mechanical properties, with strengthening from Mg2Si solute atoms have collected into a cluster the metallurgical structure, or the residual • Aluminum-zinc-magnesium systems with but still have the same crystal structure as stress state of a metal product. When the strengthening from MgZn2 the solvent phase). This causes a great deal term is applied to aluminum alloys, howev- • Aluminum-zinc-magnesium-copper sys- of strain because of mismatch in size be- er, its use frequently is restricted to the tems tween the solvent and solute atoms. Conse- specific operations' employed to increase quently, the presence of the precipitate par- strength and hardness of the precipitation- The general requirement for precipitation ticles, and even more importantly the strain hardenable wrought and cast alloys. These strengthening of supersaturated solid solu- fields in the matrix surrounding the coher- usually are referred to as the "heat-treat- tions involves the formation of finely dis- ent particles, provide higher strength by able" alloys to distinguish them from those persed precipitates during aging heat treat- obstructing and retarding the movement of alloys in which no significant strengthening ments (which may include either natural aging dislocations. -

Pipe Cutting Machines
PIPE CUTTING MACHINES YOUR PARTNER IN SUCCESS THROUGH INNOVATION Overview Vernon’s Commitment to Pipe Fabrication Table of Contents Pipe cutting technology has advanced rapidly Investment in design engineering, advanced Performance Engineered Products . .4-5 since the days of hand-held torches and technology, and experienced staff constitute Common Applications . .6-7 wraparound paper templates. A single cutting Vernon’s commitment to the fabrication market. machine can now supply enough pipe to satisfy Alignment of interests and continuous exchange Machine Configuration . .8-9 5 to 10 fit-up and welding stations. of information between Vernon and its Pipe Handling Equipment . .10-11 Knowledgeable business owners recognize that customers have forged relationships that have Turning Roll & Conveyor Assembly . .10 a centralized, efficient cutting operation governs existed for more than forty years. Loyalty and Entrance Conveyor . .11 all downstream operations. Speed, safety, and respect have bred a common goal of improving Discharge Conveyor . .11 quality have become the benchmarks of productivity and fostering innovation. Mechanized Cutting Assemblies . .12-13 profitable pipe fabrication, the same qualities While many of the basic cutting and material that describe Vernon pipe cutting machines. handling concepts are still valid today, Vernon Two-Torch Straight Cut-off Assembly . .12 In 1948, Vernon Tool Company acquired the continues to incorporate the newest technology Mechanical Pantograph Assembly . .13 rights to manufacture the Douglas cutting in its machines. Innovations like machine- Computerized Profiling Assemblies . .13 machine, a simple mechanical pantograph for mounted microprocessors, programmable logic Multi-Axes Controls . .14 burning straight cuts, simple miters and saddles. controls, and network-compatible operating Optional Accessories .