Technical Handbook Bar Products
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Use a Hacksaw Inch Blade
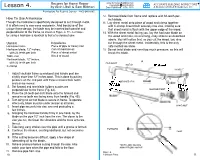
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

D ...1 ...2 N ...3 Gr ...5 Tr ...6 Bg ...7 Ro ...9
Tectron D .....1 I .....2 N .....3 GR .....5 TR .....6 BG .....7 RO .....9 GB .....1 NL .....2 FIN .....4 CZ .....5 SK .....6 EST .....8 CN .....9 F .....1 S .....3 PL .....4 H .....5 SLO .....7 LV .....8 RUS .....9 E .....2 DK .....3 UAE .....4 P .....6 HR .....7 LT .....8 Design & Quality Engineering GROHE Germany 96.852.031/ÄM 221937/01.12 1 2 3 A A C B E A1 D B G F 2 3 A A C A1 E B D F G B III Elektroinstallation D Die Elektroinstallation muss vor der Montage des Anwendungsbereich Rohbauschutzes abgeschlossen sein. Die Elektro- installation (230 V Anschlusskabel in die Anschlussbox) Wandeinbaukasten geeignet für: muss auch vor der Montage des Rohbauschutzes • Netzbetriebene Armatur durchgeführt werden, wenn bei Erstinstallation eine • Batteriebetriebene Armatur mechanische Armatur installiert wird und später auf eine • Manuell betätigte Armatur netzbetriebene Armatur umgerüstet werden soll! Sicherheitsinformationen Transformatorunterteil anschließen! • Die Installation darf nur in frostsicheren Räumen vorgenommen Die Elektroinstallation darf nur von einem Elektro-Fachinstallateur werden. vorgenommen werden! Dabei sind die Vorschriften nach IEC 364-7- • Die Steuerelektronik ist ausschließlich zum Gebrauch in 701-1984 (entspr. VDE 0100 Teil 701) sowie alle nationalen und geschlossenen Räumen geeignet. örtlichen Vorschriften zu beachten! • Nur Originalteile verwenden. • Es darf nur Rundkabel mit 6 bis 8,5mm Außendurchmesser verwendet werden. Technische Daten • Die Spannungsversorgung muss separat schaltbar sein, siehe • Spannungsversorgung 230 V AC Abb. [1]. (Transformator 230 V AC/12 V AC) • Leistungsaufnahme 1,8 VA 1. 230 V-Anschlusskabel (A) in Transformator-Unterteil einführen, siehe • Mindestfließdruck 0,5 bar Abb. -

Sound Bar Barre De Son Barra De Sonido
E:\Works\4746091112\4746091112HTX8500UC2\00COV- masterpage: Left F:\#Sagyou\1102\4746091111\4746091111HT8500UC2\00COV- masterpage: HTX8500UC2\110BCO.fm HTX8500UC2\010COV.fm Right Sound Bar Operating Instructions US Barre de son Manuel d’instructions FR Manual de instrucciones ES Barra de sonido http://www.sony.net/ ©2019 Sony Corporation Printed in Malaysia Imprimé en Malaisie 4-746-091-11(2) HT-X8500 HT-X8500 HT-X8500 4-746-091-11(2) 4-746-091-11(1) Owner’s Record CAUTION The model and serial numbers are Risk of explosion if the battery is located on the bottom of the Sound Bar. replaced by an incorrect type. Record the serial numbers in the space Do not expose batteries or appliances provided below. Refer to them with battery-installed to excessive heat, whenever you call upon your Sony such as sunshine and fire. dealer regarding the Sound Bar. Indoor use only. Model No. HT-X8500 Serial No. For the Sound Bar The nameplate is located on the bottom of the Sound Bar. WARNING For the AC adapter To reduce the risk of fire or electric Labels for AC adapter Model No. and shock, do not expose this Sound Bar Serial No. are located at the bottom of to rain or moisture. AC adapter. For the customers in the U.S.A. The AC adapter is not disconnected from the mains as long as it is Important Safety Instructions connected to the AC outlet, even if the 1) Read these instructions. Sound Bar itself has been turned off. 2) Keep these instructions. To reduce the risk of fire, do not cover 3) Heed all warnings. -

Hand Tools & Accessories
HAND TOOLS & ACCESSORIES CUSHION GRIP HACKSAW FRAMES HIGH TENSION HACKSAW FRAMES • Unique cushioned rubber grip reduces • Quick changing blades slippage for better control and comfort • Adjustable crank handle for tension • Rugged, sturdy frame built for up to 30,000 PSI torque and professional tool users micro-adjustment • High tension technology for • Spare blades can be tightening the blade to 30,000 PSI stored inside frame • Blade can be positioned • Blade can be positioned for 45° or 90° cutting for 45° or 90° cutting • Patended quick • End of frame can be used change blade design as a jab saw Model No. TJ246 Model No. TJ557 Mfg. No. 80965 Mfg. No. 80956 Price/Each $ Price/Each $ HEAVY-DUTY HACKSAW FRAMES ECONOMY HACKSAW FRAMES • High impact, contoured handle • Adjustable from 10"/250 mm • Adjust to 10" or 12" to 12"/300 mm • 45° blade adjustment • Cuts to 2.75"/70 mm in depth Model No. TBH296 • For DIY and home use Mfg. No. 80952 Model No. TJ251 Price/Each $ Mfg. No. 80950 Price/Each $ GENERAL PURPOSE HACKSAWS • Blade Length: 12" HACKSAW FRAMES • Handle Type: Plain • Instantly adjustable for 10"/250 mm • Overall Dimensions: 17-5/16" L x 5-1/8" H to 12"/300 mm blades • Depth of Bow: 4" H • Adjusts 90° for vertical • Tensile Strength: 8000 PSI or horizontal cuts • Strong aluminum die-cast handle Model No. VU145 provides comfort and control Mfg. No. 80951 • Guarded grip design protects Price/Each $ knuckles from grazing Model No. TYW991 Price/Each $ HIGH TENSION HACKSAW FRAMES LITTLE-NIC® UTILITY HACKSAWS • Professional quality high tension frame provides • Ergonomic cushioned handle easy to use an efficient adjustment lever • Gets into small places • Rubber handle and thumb hold provides • Overall length 10"/250 mm, an ergonomic grip (EAM042) • Uses any standard size hacksaw blade • 4 angled mounting pins allow for both straight and angle cutting, Model No. -
Core Strengths, Sustainable Returns
Core strengths, sustainable returns Annual Report 2011 With revenues of $94 billion and crude steel production of 91.9 million tonnes, ArcelorMittal is the world’s leading steel and mining company, with a presence in more than 60 countries. Through our core values of sustainability, quality and leadership, we commit to operating in a responsible way with respect to the health, safety and well-being of our employees, contractors and the communities in which we operate. The theme for this year’s annual report is ‘core strengths, sustainable returns’. We believe consistency is crucial in a fast-changing world. And at the heart of this belief is a consistent strategy that focuses on our five core strengths. By continually focusing on these strengths throughout our operations, ArcelorMittal can deliver sustainable returns. Cover image Port-Cartier, Canada Global presence ArcelorMittal is the world’s leading steel and mining company. With a presence in more than 60 countries, we operate a balanced portfolio of cost competitive steel plants across both the developed and developing world. We are the leader in all the main sectors – automotive, household appliances, packaging and construction. We are also the world’s fourth largest producer of iron ore, with a global portfolio of 16 operating units with mines in operation or development. In 2011, we employed around 261,000 people. Flat Carbon Long Carbon Belgium France Mexico US Algeria Germany Charleroi Basse Indre Lázaro Cárdenas Burns Harbor, IN Annaba Duisburg Ghent Châteauneuf Cleveland, OH -

Clinical and Histological Evaluation of Direct Pulp Capping on Human Pulp Tissue Using a Dentin Adhesive System
Hindawi Publishing Corporation BioMed Research International Volume 2016, Article ID 2591273, 9 pages http://dx.doi.org/10.1155/2016/2591273 Research Article Clinical and Histological Evaluation of Direct Pulp Capping on Human Pulp Tissue Using a Dentin Adhesive System Alicja Nowicka,1 Ryta Aagocka,1 Mariusz Lipski,2 MirosBaw Parafiniuk,3 Katarzyna Grocholewicz,4 Ewa Sobolewska,5 Agnieszka Witek,1 and Jadwiga Buczkowska-RadliNska1 1 Department of Conservative Dentistry and Endodontics, Pomeranian Medical University, Szczecin, Poland 2Department of Preclinical Conservative Dentistry and Preclinical Endodontics, Pomeranian Medical University, Szczecin, Poland 3Department of Forensic Medicine, Pomeranian Medical University, Szczecin, Poland 4Department of General Dentistry, Pomeranian Medical University, Szczecin, Poland 5Department of Gerodontology, Pomeranian Medical University, Szczecin, Poland Correspondence should be addressed to Alicja Nowicka; [email protected] Received 18 May 2016; Revised 10 August 2016; Accepted 1 September 2016 Academic Editor: Hojae Bae Copyright © 2016 Alicja Nowicka et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Objective. This study presents a clinical and histological evaluation of human pulp tissue responses after direct capping using anew dentin adhesive system. Methods. Twenty-eight caries-free third molar teeth scheduled for extraction were evaluated. The pulps of 22 teeth were mechanically exposed and randomly assigned to 1 of 2 groups: Single Bond Universal or calcium hydroxide. Another group of 6 teeth acted as the intact control group. The periapical response was assayed, and a clinical examination was performed. The teeth were extracted after 6 weeks, and a histological analysis wasperformed.Thepulpstatuswasassessed,andthethicknessof the dentin bridge was measured and categorized using a histological scoring system. -

Case No COMP/M.3334 ΠARCELOR/ THYSSENKRUPP/ STEEL24-7
Case No COMP/M.3334 – ARCELOR/ THYSSENKRUPP/ STEEL24-7 Only the English text is available and authentic. REGULATION (EEC) No 4064/89 MERGER PROCEDURE Article 6(1)(b) NON-OPPOSITION Date: 16/02/2004 Also available in the CELEX database Document No 304M3334 Office for Official Publications of the European Communities L-2985 Luxembourg COMMISSION OF THE EUROPEAN COMMUNITIES Brussels, 16.02.2004 SG-Greffe(2004) D/200619/200620 In the published version of this decision, PUBLIC VERSION some information has been omitted pursuant to Article 17(2) of Council Regulation (EEC) No 4064/89 concerning non-disclosure of business secrets and MERGER PROCEDURE other confidential information. The omissions are shown thus […]. Where ARTICLE 6(1)(b) DECISION possible the information omitted has been replaced by ranges of figures or a general description. To the notifying parties : Dear Sir/Madam, Subject: Case No COMP/M.3334 Arcelor/Thyssenkrupp/Steel 24-7 Notification of 14 January 2004 pursuant to Article 4 of Council Regulation No 4064/89 1. On January 14, 2004, the Commission received a notification pursuant to Article 4 of Regulation (EEC) No 4064/891 as last amended by Regulation (EC) No 1310/972 (“the Merger Regulation”) of a proposed concentration by which ThyssenKrupp AG (“ThyssenKrupp”) acquires an additional 25% of the share capital in the existing Joint Venture Steel 24-7. After completion of the transaction, ThyssenKrupp and Arcelor SA (“Arcelor”) will each own 50% of the shares in Steel 24-7. The companies will have joint control over Steel 24-7 within the meaning of Article 3(1) (b) of the Merger Regulation. -

A Sheffield Hallam University Thesis
The effect of tooth geometry on power hacksaw blade performance. HALES, William M. M. Available from the Sheffield Hallam University Research Archive (SHURA) at: http://shura.shu.ac.uk/19742/ A Sheffield Hallam University thesis This thesis is protected by copyright which belongs to the author. The content must not be changed in any way or sold commercially in any format or medium without the formal permission of the author. When referring to this work, full bibliographic details including the author, title, awarding institution and date of the thesis must be given. Please visit http://shura.shu.ac.uk/19742/ and http://shura.shu.ac.uk/information.html for further details about copyright and re-use permissions. TELEPEN 101 039 701 X iiiiiiiiini Sheffield City Polytechnic Library REFERENCE ONLY Return to Learning Centre of issue Fines are charged at 50p per hour 2 0 APR 2007 ProQuest Number: 10697044 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 10697044 Published by ProQuest LLC(2017). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 THE EFFECT OF TOOTH GEOMETRY on POWER HACKSAW BLADE PERFORMANCE by William Malcolm Manson Hales BSc A Thesis submitted to the Council for National Academic Awards in partial fulfilment of the requirements for the degree of Doctor of Philosophy. -

Roller Burnishing, Deep Rolling, Combined Skive-Burnishing Tools
Tools & Solutions for Metal Surface Improvement Roller burnishing, Deep rolling, Combined skive-burnishing ECOROLL© AG ECOROLL© Corporation WERKZEUGTECHNIK TOOL TECHNOLOGY Mailing address: Address: Postfach 3142 502 TechneCenter Drive D-29231 Celle Germany Suite C Street address: Milford, OH 45150 USA Hans-Heinrich-Warnke Str. 8 D-29227 Celle Germany Phone: (00)1-513-248-4700 FAX: (00)1-513-248-4265 Phone: ++49(0) 5141-9865-0 E-Mail: [email protected] FAX: ++49(0) 5141-881440 Web: www.ecoroll.com E-Mail: mail@ec oroll.de Web: www.ecoroll.de . for a smooth operation © ECOROLL AG/ECOROLL Corp. 11-2006 Subject to revision ECOROLL AG Werkzeugtechnik & ECOROLL Corporation We design, manufacture and sell high quality tools and machines for improving metal surfaces and components. ECOROLL tools and solutions can be applied across a wide range of industries: • Automotive, aircraft and aerospace industries • Machine and engine construction • Power generation industry • Oil and gas industry • Medical technology Roller burnishing • Produces mirror-fi nish surfaces • Achieves a high surface bearing ratio • Increases hardness, decreases friction and wear • Features a short cycle, complete processing in one setting Deep rolling • Increases service life and fatigue strength • Induces residual compressive stresses and work hardening in the surface layer • Prevents or hinders stress corrosion crack formation or growth • Produces mirror-fi nish surfaces • Can process a wide variety of components • Features a short cycle, complete processing in one setting Combined skive- burnishing • For hydraulic and pneumatic cylinders • Mirror-fi nish surfaces decrease friction and wear • Decreases irregularities in circular form • Enhanced cutting speed up to 300 m per minute • Feed rates of 3–6 mm per revolution 2 ++49 (0) 5141-9865-0 www.ecoroll.com (00)1-513-248-4700 © ECOROLL AG/ECOROLL Corp. -

Mestarit Biljardiliigassa Vuosilta 1997 - 2016
MESTARIT BILJARDILIIGASSA VUOSILTA 1997 - 2016 1997 Joukkueliigassa yhdeksän lohkoa, 64 joukkuetta. Pelaajia liigassa 600. Vantaa Mestarijoukkueet Kartanon Kievari, Helsinki Hotelli Vantaa Mestaripelaaja Harri Nurminen, Colorado Bar, Kouvola Lappeenranta Mestarijoukkue Harley Baari, Lappeenranta Hotelli Lappee 1998 Joukkueliigassa 24 lohkoa, 166 joukkuetta. Jyväskylä Mestarijoukkue Harald´s Team, Harald´s Pub, Naantali Free Time Mestaripelaaja Simo Ranta, Barbaari Bar, Oulainen. Naisten mestari Terhi Valtanen, Tony´s Pub, Kuopio. Pelaajia liigassa 1421. 1999 Joukkueliigassa 23 lohkoa, 170 joukkuetta. Lappeenranta Pelaajia liigassa 1520 Hotelli Lappee Mestarijoukkue Story, Old Story, Vantaa. Mestaripelaaja Tony Mikkola, Pub Alabama, Järvenpää. Naisten mestari Tarja Savinainen, Malmikumpu, Outokumpu. 2000 Joukkueliigassa 22 lohkoa, 160 joukkuetta. Kuopio Pelaajia liigassa 1510 Puijonsarvi Mestarijoukkue Dooris Team, Dooris, Nilsiä. Naisjoukkueita neljä, mestari FB:n Namut, Pub Alabama, Järvenpää Mestaripelaaja Tomi Nertamo, Old Story, Vantaa. Naisten mestari Tarja Savinainen, Malmikumpu, Outokumpu. 2001 5 v. Joukkueliigassa 21 lohkoa, 140 joukkuetta. Jyväskylä Pelaajia liigassa 1470 Elohuvi Mestarijoukkue J´s 5 Predators, J´s 5 Cafe, Imatra Naisjoukkueiden mestari Kukko Bar, Kalpea Kukko, Kajaani Mestaripelaaja Mikko Mustonen, Pub Hertas, Vantaa Naisten mestari Tarja Savinainen, Millenium Bar, Joensuu 2002 Joukkueliigassa 22 lohkoa, 140 joukkuetta. Tampere Pelaajia 1378 Hotelli Ilves Mestarijoukkue Ale Royals, Ale Pub, Hyvinkää Naisjoukkueiden mestari Kukko Bar, Kalpea Kukko, Kajaani Mestaripelaaja Tommi Hölsö, Rosso, Vantaa Naisten mestari Tarja Savinainen, Fever Cafe, Joensuu 2003 Joukkueliigassa 22 lohkoa, 147 joukkuetta. Helsinki Pelaajia liigassa 1470 Hotelli Hesperia Mestarijoukkue A.B.C I, Pub Alabama, Järvenpää Naisjoukkueiden mestari Anne´s Angels, Haarikka Pub, Lappeenranta Mestaripelaaja Jussi Iivonen, Pelimanni Pub, Mikkeli Naisten mestari Tarja Savinainen, Beer Stop Pub, Joensuu 2004 Joukkueliigassa 24 lohkoa, 164 joukkuetta. -

“Social Aspects and Financing of Industrial Restructuring”
INTERNATIONAL LABOUR ORGANIZATION UNITED NATIONS ECONOMIC COMMISSION FOR EUROPE REGIONAL FORUM “Social Aspects and Financing of Industrial Restructuring” 26 and 27 November 2003, Moscow, Russian Federation Topic 2. Social costs of restructuring and their financing: a closer view Restructuring in the Industry of Luxembourg. Major Issues, Actors and Lessons to Learn By Mr. Albert ZENNER – Director Human Resources, Arbed – Arcelor Group Luxembourg (This paper is being circulated by the secretariat as received from the author) UNITED NATIONS Page 1 sur 13 Restructuring in the Industry of Luxembourg Major issues, Actors and Lessons to learn By Albert ZENNER, Director Human Resources, Arbed – Arcelor Group. Luxembourg might be known by many of You as a banking centre or a country hosting European institutions, and some of You will even know that it is the Headquarters of ARCELOR, the world’s largest steel producer, created by the merger of three companies: the French USINOR, the Spanish ACERALIA, and ARBED, the steel company of LUXEMBOURG. All this is true, but LUXEMBOURG is also an independent country, which has undergone deep changes during the last three decades. These changes result from the restructuring of the steel industry, which for more than a century has been the pillar of the Luxembourg economy. During my presentation I will speak about the major issues of this restructuring, the key players, and the lessons to learn from our point of view. I will also try to show how some of the lessons are applied now within the new group ARCELOR. GEOGRAPHICAL LOCATION AND POPULATION. For locating Luxembourg geographically we have to zoom the map of Western Europe. -

Salt Bath Nitriding and QPQ AMS 2753
Salt Bath Nitriding and QPQ AMS 2753 Nitriding is a heat treating process that allows nitrogen onto the surface of a metal to create a case hardened surface. Salt bath nitriding, alse referred to as liquid salt bath ferritic nitrocarburizing is a surface treatment for most ferrous metal components and is designed to improve certain engineering properties to enhance wear resistance, lubricity, fatigue strength and corrosion resistance. The nitriding process will also lower the coefficient of friction. Salt Bath Processes Salt bath nitriding is a thermochemical process in which nitrogen and carbon are diffused simultaneously into the surface of the material. The high concentration of nitrogen chemically combines with iron and other nitride forming elements to produce an outer layer of epsilon iron nitride ( ) which is thin, hard and ductile. This layer is also known as the compound zone which has increased surface hardness to enhance anti-galling characteristics and lowers the coefficient of friction. This compound zone also functions as a solid film lubricant by providing a non-metallic interface between mating surfaces. Nitrogen of lower concentration continues to diffuse below the compound zone and forms a solid solution with the base metal iron. This zone is referred to as the diffusion zone and is noted for its improvement in fatigue strength. Heating Comparison In comparison to conventional heat treating, salt bath nitriding has a low operating temperature typically of 1075°F (580°C). At this temperature, distortion is minimized and components can be completed through the final machining and heat treatment stages prior to the salt bath nitriding process.