Reference-Manual-From-Forest-To-Market.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

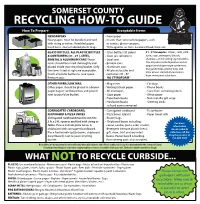
Cardboard and Brown Paper Bags Office Paper, Newspaper, Junk Mail, Magazines, and Catalogs
Recycling Center 801 Diamond Valley Drive Open: Daily to the public during daylight hours This guide will help you properly prepare your recyclable materials for drop-off at the Town of Windsor Recycle Center. This is a drop-off facility. It does not have a buy-back option and is for use by residents and small businesses. Following this information will help maintain the facility and the recycling program for the benefit of the community. IMPORTANT… • Do not leave your recyclables in plastic bags. Plastic bags are NOT recyclable! • The plastic item must be a BOTTLE or JAR. with a #1 or #2 on the bottom. • 99 percent of these will have a screw-on plastic lid (which isn’t recyclable). • Plastic containers with a #3 - #7 on the bottom are NOT acceptable. • Tubs, buckets, deli plates, microwave/fast food trays, wrappers, Styrofoam, toys, patio furniture, etc. are NOT acceptable. • Plastic bottles larger than 2.5 gallons are NOT acceptable. • Syringes and other medical supplies are NOT acceptable. Cardboard and Brown Paper Bags Corrugated cardboard is easy to recognize. It is made of paper and has an arched layer called “fluting” between smooth sheets called “liners”. The drop-off site has two 40-yard hydraulic compactor units for collecting corrugated cardboard and brown paper bags. The compaction system is self-activated by depositing the prepared materials into a six-inch tall slot. Flatten boxes. Cut or tear large boxes into sections no larger than 4 feet by 4 feet to prevent jamming the machine. No wet, waxed-coated or food-contaminated boxes. -

26 the Carton Packaging Fact File CARTONBOARD
26 The Carton Packaging Fact File CARTONBOARD 5 The Carton Packaging Fact File 27 KEY FACTS Cartonboard is a multilayered material. The main types of cartonboard are solid bleached board, solid unbleached board, folding boxboard and white lined chipboard. Cartonboard usually has a white, pigmented coating on one or both surfaces Cartonboard specifications Cartonboard can be vary with respect to the pulp combined with other composition of the various materials to vary the visual layers and by the grammage appearance and to extend (weight per sq. metre in the protective properties grammes) and thickness (microns or 0.001 millimetre) Laminations, coatings and impregnations can be added to extend the range of carton applications 28 The Carton Packaging Fact File CARTONBOARD COMMON ABBREVIATIONS SBB Solid Bleached Board SUB Solid Unbleached Board FBB Folding Box Board WLC White Lined Chipboard Different types and grades the range 200-600g/m 2 for grammage product aroma, flavour and hygiene are of cartonboard and their and 350-800µm for thickness. critical. Examples of cartons where abbreviations. The principles SBB is used are perfumes, cosmetics, of cartonboard manufacture, What are the main characteristics chocolates, pharmaceuticals, frozen developments and treatments of cartonboard? foods and cigarettes. Cartonboard is mechanically strong. What is cartonboard? Its stiffness, rigidity and toughness SBB is sometimes referred to as SBS Cartonboard is a multilayer material provide compression strength to protect or GZ. with, usually, three or more layers, or products in distribution and use. It can plies, of cellulose fibre (pulp) derived be cut, creased, folded and glued, giving What is Solid Unbleached Board? from wood. -

3. Film Extrusion and Conversion
FILM EXTRUSION AND CONVERSION 03 – TECHNICAL GUIDE Front Cover The Qenos Technical Centre operates a range of commercial and laboratory scale extrusion and moulding equipment for the injection moulding, blow moulding, fi lm extrusion (pictured), pipe extrusion and rotational moulding markets. Qenos manufactures a full range of fi lm grades for applications such as food contact, packaging and agriculture, including Alkamax metallocene mLLDPE resin for applications where superior performance is required at a thinner gauge. Qenos, the Qenos brandmark, Alkathene, Alkatuff, Alkamax, Alkadyne and Alkatane are trade marks of Qenos Pty Ltd. FILM EXTRUSION AND CONVERSION 3 3 FILM EXTRUSION AND CONVERSION TABLE OF CONTENTS PART A. FILM EXTRUSION 6 GRADE SELECTION FOR FILM EXTRUSION 6 Comparison of Product Types and Classes 6 Blending of LLDPE, mLLDPE and LDPE 7 Blending of HDPE with LLDPE and LDPE 8 Coextrusion 8 FILM EXTRUSION TECHNOLOGY 8 Process Description 8 Blown Film Parameters 9 RHEOLOGICAL CONSIDERATIONS 10 Flow in Shear 10 Extensional Flow 11 Melt Relaxation 11 Surface Melt Fracture 11 THE EXTRUSION PROCESS 12 Extruder Drive System 12 Heating and Cooling the Barrel 12 SCREW DESIGN 13 Conventional Screw Design 13 Modified and High Performance Screws 13 Barrier Flighted Screws 13 Extruder Head 14 Grooved Feed Section 14 FILM EXTRUSION DIES 14 Types of Film Die 15 Spiral Mandrel Dies 15 Coextrusion Film Dies 16 Die Design Principles for LDPE Polymers 16 Die Design Principles for LLDPE and mLLDPE Polymers 16 Wide Die Gap Extrusion 16 Narrow -
What Notto Recycle Curbside
NEWSPAPERS • Newspaper Newspapers must be bundled and tied • Inserts that come w/newspapers, such with string or twine. Shredded paper as comics, glossy coupons, must be in clear or labeled plastic bags. TV/magazine sections & colored food/store ads GLASS BOTTLES, ALL PLASTIC BOTTLES • Glass bottles (all colors) #1 - #7 Examples: Water, soda, milk, & CONTAINERS (#1 - #7 ), STEEL, • Glass jars (all colors) juice, soap, detergent, bleach, BIMETAL & ALUMINUM CANS These • Steel cans shampoo and cleaning-agent bottles. items should be rinsed thoroughly and • Bimetal cans You may also include peanut butter, placed inside your recycling bucket. Only • Aluminum cans yogurt and diaper-wipe containers, margarine tubs, plastic trays and the items listed at right are acceptable. • All plastic bottles and clear plastic clamshell containers Crush all plastic bottles to save space. containers #1 - #7 from restaurant salad bars. Remove caps. NO STYROFOAM® OTHER PAPER/JUNK MAIL • Magazines • Catalogs Other paper should be placed in a brown • Writing/school paper • Phone books paper bag or cardboard box and placed • All envelopes • Store fliers w/mailing labels next to your blue bucket. • Copy paper • Office paper • Paperback books • Non-metallic gift wrap • Hardcover books • Greeting cards w/hard covers removed CORRUGATED CARDBOARD, • Corrugated cardboard • Tissue boxes CHIPBOARD & PIZZA BOXES • Pizza boxes (clean!) • Paper towel rolls Corrugated cardboard must be cut into • Brown bags 2 ft. x 2 ft. squares and tied with string or • Chipboard boxes including: twine. Please include pizza boxes & cereal, cookie, pasta, cake, cracker, chipboard with corrugated cardboard. detergent (remove plastic liners), Place tied bundle (pizza boxes, chipboard gift, shoe, shirt and any retail & cardboard) next to your recycling boxes. -
A Guide to Polyolefin Blow Molding Z Bellows-Shaped Shields and Doublewall Instrument and Tool Carrying Cases
A Guide to Polyolefin Blow Molding z Bellows-shaped shields and doublewall instrument and tool carrying cases. Polyolefins for Blow Molding H H This book contains extensive Polyolefins are the most widely used information on polyolefin blow molding; plastic for blow molding. This book, “A C = C however, it makes no specific Guide to Polyolefin Blow Molding,” recommendations for the processing of contains general information LyondellBasell Chemicals’ resins for H H concerning materials, methods and specific applications. For more detailed equipment for producing high quality information, please contact your polyolefin blow molded products at LyondellBasell polyolefins sales optimum production rates. Figure 1. Ethylene monomer representative. molecular structure Blow-Moldable Polyolefins and Other Products from LyondellBasell Applications Chemicals offers an extensive range of Polyolefins that can be blow polyolefin resins, plus polyolefin-based molded include: tie-layer resins not only for blow z Low density polyethylene (LDPE) molding, but also for: z Linear low density polyethylene (LLDPE) z Injection Molding z Medium density polyethylene z Film Extrusion (MDPE) z Extrusion Coating z High density polyethylene (HDPE) z Sheet and Profile Extrusion z Ethylene copolymers, such as H H H H H H H H H H z Wire and Cable Coating ethylene vinyl acetate (EVA) z Rotational Molding and Powder z Polypropylene and propylene coating C C C C C C C C C C copolymers (PP) z Blending and Compounding In general, the advantages of z Flame Retardant Applications H H H H H H H H H H polyolefin blow molding resins are good z Pipe processability, light weight, good toughness, outstanding chemical LyondellBasell also produces Figure 2. -

Articles of Paper Pulp, of Paper Or of Paperboard
Chapter 48 Paper and paperboard; articles of paper pulp, of paper or of paperboard Notes. 1.- For the purposes of this Chapter, except where the context otherwise requires, a reference to “paper” includes references to paperboard (irrespective of thickness or weight per m²). 2.- This Chapter does not cover : (a) Articles of Chapter 30; (b) Stamping foils of heading 32.12; (c) Perfumed papers or papers impregnated or coated with cosmetics (Chapter 33); (d) Paper or cellulose wadding impregnated, coated or covered with soap or detergent (heading 34.01), or with polishes, creams or similar preparations (heading 34.05); (e) Sensitised paper or paperboard of headings 37.01 to 37.04; (f) Paper impregnated with diagnostic or laboratory reagents (heading 38.22); (g) Paper-reinforced stratified sheeting of plastics, or one layer of paper or paperboard coated or covered with a layer of plastics, the latter constituting more than half the total thickness, or articles of such materials, other than wall coverings of heading 48.14 (Chapter 39); (h) Articles of heading 42.02 (for example, travel goods); (ij) Articles of Chapter 46 (manufactures of plaiting material); (k) Paper yarn or textile articles of paper yarn (Section XI); (l) Articles of Chapter 64 or Chapter 65; (m) Abrasive paper or paperboard (heading 68.05) or paper- or paperboard-backed mica (heading 68.14) (paper and paperboard coated with mica powder are, however, to be classified in this Chapter); (n) Metal foil backed with paper or paperboard (generally Section XIV or XV); (o) Articles of heading 92.09; (p) Articles of Chapter 95 (for example, toys, games, sports requisites); or (q) Articles of Chapter 96 (for example, buttons, sanitary towels (pads) and tampons, napkins (diapers) and napkin liners for babies). -

3. Baseboard Physical Properties
3. Baseboard physical properties Performance properties 111 Laws of nature 112 Flatness and stability 116 Strength and toughness 123 Defi ned physical properties 125 Tensile strength 125 Compression strength 126 Complex physical properties 128 Tearing resistance 128 Impact burst strength 128 Delamination, interlaminar strength 129 Stiffness 134 Box compression strength 138 Performance properties 110 Reference Manual | IGGESUND PAPERBOARD Performance properties Performance properties The performance properties are related to the physical Measurable properties characteristics of the paperboard. These properties relate The measurable properties are those which are com- to how the paperboard will withstand the surrounding monly found when describing the technical data for a environment. The following performance properties are paperboard grade. The methods described are those described in this chapter: most commonly used. They are also used by Iggesund • fl atness and dimensional stability Paperboard. • strength and toughness For further information about specific testing equip- • stiffness ment see the manufacturers’ product catalogues • box compression strength. (e.g. Lorentzen & Wettre). The measuring methods for the properties listed are described in the following pages: • tensile strength • tearing resistance • interlayer strength, plybond • bending stiffness • bending resistance • bending moment • density • dimensional properties - Flatness • grammage • grammage (plastic-coated products) • thickness • compression strength • moisture content • stiffness • curl and twist. IGGESUND PAPERBOARD | Reference Manual 111 Laws of nature Laws of nature Two of the most basic physical properties that defi ne a pa- Test method and equipment perboard are grammage and thickness. These properties During production the grammage is measured con- tell us how much fibres and coating that is used for one tinuously on-line with an IR device. -

Download (PDF)
Nanotechnology Education - Engineering a better future NNCI.net Teacher’s Guide To See or Not to See? Hydrophobic and Hydrophilic Surfaces Grade Level: Middle & high Summary: This activity can be school completed as a separate one or in conjunction with the lesson Subject area(s): Physical Superhydrophobicexpialidocious: science & Chemistry Learning about hydrophobic surfaces found at: Time required: (2) 50 https://www.nnci.net/node/5895. minutes classes The activity is a visual demonstration of the difference between hydrophobic and hydrophilic surfaces. Using a polystyrene Learning objectives: surface (petri dish) and a modified Tesla coil, you can chemically Through observation and alter the non-masked surface to become hydrophilic. Students experimentation, students will learn that we can chemically change the surface of a will understand how the material on the nano level from a hydrophobic to hydrophilic surface of a material can surface. The activity helps students learn that how a material be chemically altered. behaves on the macroscale is affected by its structure on the nanoscale. The activity is adapted from Kim et. al’s 2012 article in the Journal of Chemical Education (see references). Background Information: Teacher Background: Commercial products have frequently taken their inspiration from nature. For example, Velcro® resulted from a Swiss engineer, George Mestral, walking in the woods and wondering why burdock seeds stuck to his dog and his coat. Other bio-inspired products include adhesives, waterproof materials, and solar cells among many others. Scientists often look at nature to get ideas and designs for products that can help us. We call this study of nature biomimetics (see Resource section for further information). -
THE REVISION of EU ECOLABEL CRITERIA for Converted Paper Products
THE REVISION OF EU ECOLABEL CRITERIA for Converted Paper Products Draft Preliminary Report Malgorzata Kowalska, Antonios Konstantas, Oliver Wolf Marzia Traverso, Rose Nangah Mankaa, Sabrina Neugebauer November 2018 EUR xxxxx xx 1 This publication is a Science for Policy report by the Joint Research Centre, the European Commission’s in-house science service. It aims to provide evidence-based scientific support to the European policy-making process. The scientific output expressed does not imply a policy position of the European Commission. Neither the European Commission nor any person acting on behalf of the Commission is responsible for the use which might be made of this publication. Contact information Name: Address: E-mail: Tel.: JRC Science Hub https://ec.europa.eu/jrc JRCxxxxx EUR xxxxx xx PDF ISBN xxx-xx-xx-xxxxx-x ISSN xxxx-xxxx doi:xx.xxxx/xxxxxx XX-NA-xxxxx-EN-N Print ISBN xxx-xx-xx-xxxxx-x ISSN xxxx-xxxx doi:xx.xxxxx/xxxxxx XX-NA-xxxxx-EN-C © European Union, 20xx Reproduction is authorised provided the source is acknowledged. How to cite: Authors; title; EUR; doi All images © European Union 20xx, except: 2 Table of contents ABSTRACT ............................................................................................................ 3 Executive summary ............................................................................................... 3 1. Introduction ...................................................................................................... 4 2. Task 1: Scope and definition analysis .................................................................. -

Fabrication of Nanostructures by Roll-To-Roll Extrusion Coating
View metadata,Downloaded citation and from similar orbit.dtu.dk papers on:at core.ac.uk Dec 21, 2017 brought to you by CORE provided by Online Research Database In Technology Fabrication of Nanostructures by Roll-to-Roll Extrusion Coating Murthy, Swathi; Matschuk, Maria; Huang, Qian; Mandsberg, N.K.; Feidenhans'l, Nikolaj Agentoft; Johansen, P.; Christensen, L.; Pranov, H.; Kofod, G.; Pedersen, Henrik Chresten; Hassager, Ole; Taboryski, Rafael J. Published in: Advanced Engineering Materials Link to article, DOI: 10.1002/adem.201500347 Publication date: 2015 Document Version Peer reviewed version Link back to DTU Orbit Citation (APA): Murthy, S., Matschuk, M., Huang, Q., Mandsberg, N. K., Feidenhans'l, N. A., Johansen, P., ... Taboryski, R. J. (2015). Fabrication of Nanostructures by Roll-to-Roll Extrusion Coating. Advanced Engineering Materials, 18(4), 484-489. DOI: 10.1002/adem.201500347 General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim. -

Packaging with Topas® Coc Packaging with Topas® Coc
PACKAGING WITH TOPAS® COC PACKAGING WITH TOPAS® COC TOPAS Advanced Polymers TOPAS Advanced Polymers is the world’s leading maker of COC (cyclic TOPAS Advanced Polymers also supplies the chemical raw material nor- olefin copolymer), a glass-clear plastic for healthcare, optics, packag- bornene. A joint venture of Polyplastics Co., Ltd. and Daicel Corporation, ing, and electronics applications. From insulin delivery, to food contact the company is headquartered in Frankfurt, Germany. It operates the films, to tablet and smartphone displays, TOPAS is the high performance world's largest COC plant in Oberhausen, Germany. TOPAS® is a regis- material of choice. The broad global regulatory compliance of TOPAS tered trademark of TOPAS Advanced Polymers for its family of cyclic can make your next development a simpler task. olefin copolymer resins. Important The properties of articles can be affected by a variety of factors, includ- specified, the numerical values given in this literature are for reference ing choice of material, additives, part design, processing conditions, purposes only and not for use in product design. Without exception, and exposure to the environment. Customers should take responsibility please follow the information and other procedures explained in this as to the suitability of a particular material or part design for a spe- literature. This literature does not guarantee specific properties for our cific application. In addition, before commercializing a product that company’s products. Please take the responsibility to verify intellectual incorporates TOPAS, customers should take the responsibility of car- property rights of third parties. rying out performance evaluations. The products mentioned herein are not designed or promoted for use in medical or dental implants. -

Improved Oil Resistance of Cellulose Packaging Paper By
1 Improved Oil Resistance of Cellulose Packaging Paper by 2 Coating with Natural Polymer Derived Materials 3 Feijie Wang1, Liqiang Wang1,*, Xinchang Zhang1, Shufeng Ma2 4 1 Jiangsu Provincial Key Laboratory of Food Advanced Manufacturing Equipment 5 Technology, School of Mechanical Engineering, Jiangnan University, Wuxi, 214122, 6 China 7 2 School of Food Engineering, Jiangnan University, Wuxi, 214122, China 8 *Email: [email protected] 9 10 Abstract: Paper is widely used as food packaging due to its good mechanical strength 11 and degradability. However, it has a relatively strong affinity for water and oil, which 12 limits its application scope. In this work, we prepare two types of coated paper to 13 investigate, the influence the air permeability and polarity on the oil resistance of the 14 coated paper. The results showed that reducing the air permeability improved the grease 15 resistance of the coated paper. High surface energy coatings also showed better oil 16 resistance because of their higher content of polar components that resulted in a higher 17 resistance to grease. The mechanical properties of the paper also improved after 18 applying the coating. These natural derived materials offer an alternative to the fluoride- 19 containing materials currently used in the market to improve the wettability of paper. 20 Keywords: coated paper · oil resistance · air permeability · polarity 21 Introduction 22 As the variety of foods containing grease is abundant, the types of oil-resistant 23 materials used in food packaging has diversified in recent years. Environmental 24 protection and safety issues continue to be important, and as a result, scholars have paid 25 increasing attention to paper packaging materials (Coltelli et al.