Iron the Repair of Wrought and Cast Ironwork
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

PEWTER COLLECTORS' CLUB of AMERICA INC
The PEWTER COLLECTORS' CLUB ofAMERICA INC. • T E B U L E TIN • WINTER 1999 VOLUME 12, NUMBER 2 An Alloy Of T~ es: The Career Of Samuel Pierce, Whitesmith See Article by Philip Zea on Page 55 Fig. 1. Die, attributed to Samuel Pierce, Middletown, CT., or Greenfield, MA., late 18th-century. Steel; L: 6", Diam.: 1 118;'. Courtesy, Historic Deerfield, Inc., gift of Ledlie I. Laughlin. Photography by Penny Leveritt unless otherwise cited. This die is the only known surviving touchmark of an American pewterer. 51 VOLUME 12 PUBLICATIONS - Bulletin Garland Pass NUMBER 2 71 Hurdle Fence Drive Avon, CT 06001-4103 PUBLICATIONS Newsletter Robert G. Cassens 5117 Buffalo Trail Madison, WI 53705-4772 DUES Terry J. Ashley 15 Dickens Lane Mt. Laurel, NJ 08054-1908 OFFICERS President ............................... William G. Paddock First Vice President ..................... Sherwin Herzog CHANGE OF ADDRESS AND Second Vice President .............. Richard C. Graver MEMBERSHIP INFORMATION Treasurer ....................................... Terry J. Ashley Louise Graver Secretary .......................................... Robert Horan 504 West Lafayette Street West Chester, PA 19380-2210 GOVERNING BOARD GOVERNORS-AT-LARGE LIBRARY David Bischoff Donald L. Fennimore ....... Term expo Spring 2000 RRl, Box 205 William R. Snow .............. Term expo Spring 2001 Orford, NH 03777 Sandra R. Lane ................. Term expo Spring 2002 GRANTS-IN-AID STANDING COMMITTEE CHAIRPERSONS John A. Schneider 155 Clapboard Ridge Road Program ...................................... Sherwin Herzog Greenwich, CT 06831.,.3304 Membership .................................... Louise Graver Publications ..................................... Garland Pass BACK ISSUES OF BULLETIN Nominations ........................... Thomas A. Madsen Janet and Peter Stadler Box 5126 REGIONAL GROUP PRESIDENTS Laytonsville, MD 20882-0126 Northeast ...................................... Stanley B. Rich PUBLICITY Mid-Atlantic ............................... Frank M. Powell Dr. -

Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon As Carburizer
Materials Research, Vol. 12, No. 4, 483-487, 2009 © 2009 Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon as Carburizer Fatai Olufemi Aramidea,*, Simeon Ademola Ibitoyeb, Isiaka Oluwole Oladelea, Joseph Olatunde Borodea aMetallurgical and Materials Engineering Department, Federal University of Technology, Akure, Ondo State, Nigeria bMaterials Science and Engineering Department, Obafemi Awolowo University, Ile-Ife, Osun State, Nigeria Received: July 31, 2009; Revised: September 25, 2009 Due to the complexity of controlling parameters in carburization, there has been relatively little work on process variables during the surface hardening process. This work focuses on the effects of the carburizing temperature and time on the mechanical properties of mild steel carburized with activated carbon, at 850, 900 and 950 °C, soaked at the carburizing temperature for 15 and 30 minutes, quenched in oil, tempered at 550 °C and held for 60 minutes. Prior carburization process, standard test samples were prepared from the as received specimen for tensile and impact tests. After carburization process, the test samples were subjected to the standard test and from the data obtained, ultimate tensile strength, engineering strain, impact strength, Youngs’ moduli were calculated. The case and core hardness of the carburized tempered samples were measured. It was observed that the mechanical properties of mild steels were found to be strongly influenced by the process of carburization, carburizing temperature and soaking time at carburizing temperature. It was concluded that the optimum combination of mechanical properties is achieved at the carburizing temperature of 900 °C followed by oil quenching and tempering at 550 °C. -

The Church Bells of Buckinghamshire
The Church Bells of Buckinghamshire BY A. H. Cocks File 06 : Start of Part III, Inscriptions Addington to Grendon Underwood Pages 293 to 393 This document is provided for you by The Whiting Society of Ringers visit www.whitingsociety.org.uk for the full range of publications and articles about bells and change ringing Purchased from ebay store retromedia X*MXt& XXX. Purchased from ebay store retromedia INSCRIPTIONS. The figures in brackets, following each inscription, give the diameter of the bell at the lip, in incftes. The number of bells quoted in various parishes, under date 1552 or 3, or 1637 or 8, are from the (MS.) Lists made at the Visitations of the County, at those dates : see under "Bibliography,'' in the Introduction. The quotations under 17 14 are from Browne Willis's MS. List {Ibid.) ; and those under 1755, are from his History and Antiquities of the Town and Hundred of Buckingham, published in that year. ADDINGTON. [Assumption of the*] B.V. Mary. 1. C7IJST BY J0fl]S Wfll^lSEH § 30NJS ItO]O0]5 JS70 :• (28J) 2. I 65 6 CHAMDLER MADE ME (31) A 3. "R 1626 ( 34|) S. {Blank) (ioi) lettering is the smallest set on Plate 2 : by Anthony Chandler (p. 224). The turned XXXIII. ; the clapper is too long ; the bell ought to have been when the " "restoration took place in 1870. Tenor : by Robert Atton (p. 205), in his smallest lettering (Plate XXX.). Saunce : perhaps late eighteenth century. Old frame and recast the Treble. hangings ; evidently repaired by Warner, when he Horizontal iron stays and sliders. -

National Register of Historic Places Multiple Property
NFS Form 10-900-b 0MB No. 1024-0018 (Jan. 1987) United States Department of the Interior National Park Service National Register of Historic Places Multipler Propertyr ' Documentation Form NATIONAL This form is for use in documenting multiple property groups relating to one or several historic contexts. See instructions in Guidelines for Completing National Register Forms (National Register Bulletin 16). Complete each item by marking "x" in the appropriate box or by entering the requested information. For additional space use continuation sheets (Form 10-900-a). Type all entries. A. Name of Multiple Property Listing ____Iron and Steel Resources of Pennsylvania, 1716-1945_______________ B. Associated Historic Contexts_____________________________ ~ ___Pennsylvania Iron and Steel Industry. 1716-1945_________________ C. Geographical Data Commonwealth of Pennsylvania continuation sheet D. Certification As the designated authority under the National Historic Preservation Act of 1966, as amended, J hereby certify that this documentation form meets the National Register documentation standards and sets forth requirements for the listing of related properties consistent with the National Register criteria. This submission meets the procedural and professional requiremerytS\set forth iri36JCFR PafrfsBOfcyid the Secretary of the Interior's Standards for Planning and Evaluation. Signature of certifying official Date / Brent D. Glass Pennsylvania Historical & Museum Commission State or Federal agency and bureau I, hereby, certify that this multiple -

History of the Hardening of Steel : Science and Technology J
HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY J. Vanpaemel To cite this version: J. Vanpaemel. HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY. Journal de Physique Colloques, 1982, 43 (C4), pp.C4-847-C4-854. 10.1051/jphyscol:19824139. jpa- 00222126 HAL Id: jpa-00222126 https://hal.archives-ouvertes.fr/jpa-00222126 Submitted on 1 Jan 1982 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. JOURNAL DE PHYSIQUE Colloque C4, suppZ4ment au no 12, Tome 43, de'cembre 1982 page C4-847 HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY 3. Vanpaemel Center for historical and socio-economical studies on science and technology Teer EZstZaan 41, 3030 Leuven, SeZgim (Accepted 3 November 1982) Abstract. - The knowledge of the hardening phenomenon was achieved through a very cumulative process without any dis- continuity or 'scientific crisis' . The history of the hardening shows a definite interrelationship between techno- logical approach (or the application-side) and academic science . The hardening of steel appears to have been an operation in common use among the early Greeks The Greek and Roman smiths knew, from experience, how to control the. -

Guide to Non-Ferrous Metals
14 Manufacturing Processes CHAPTER 2 Ferrous Materials and Non-Ferrous Metals and Alloys 2.1 INTRODUCTION Ferrous materials/metals may be defined as those metals whose main constituent is iron such as pig iron, wrought iron, cast iron, steel and their alloys. The principal raw materials for ferrous metals is pig iron. Ferrous materials are usually stronger and harder and are used in daily life products. Ferrous material possess a special property that their characteristics can be altered by heat treatment processes or by addition of small quantity of alloying elements. Ferrous metals possess different physical properties according to their carbon content. 2.2 IRON AND STEEL The ferrous metals are iron base metals which include all varieties of iron and steel. Most common engineering materials are ferrous materials which are alloys of iron. Ferrous means iron. Iron is the name given to pure ferrite Fe, as well as to fused mixtures of this ferrite with large amount of carbon (may be 1.8%), these mixtures are known as pig iron and cast iron. Primarily pig iron is produced from the iron ore in the blast furnace from which cast iron, wrought iron and steel can be produced. 2.3 CLASSIFICATION OF CARBON STEELS Plain carbon steel is that steel in which alloying element is carbon. Practically besides iron and carbon four other alloying elements are always present but their content is very small that they do not affect physical properties. These are sulphur, phosphorus, silicon and manganese. Although the effect of sulphur and phosphorus on properties of steel is detrimental, but their percentage is very small. -

Jim Wheeler's Remarkable Wooden Clapper
Jim Wheeler’s remarkable wooden clapper. On Christmas Day 2004, just after 10 o’clock while we were ringing for the Cathedral’s main service, we heard the dreaded crash and the tenor was silent. It is a sound familiar to lots of towers with heavy bells. The tenor clapper had broken just three years previously and soon after that a gudgeon on the eleventh had to be replaced. The bells being out of action was inconvenient as the Cathedral’s bells are now rung more as part of Cathedral and civic life. Eyre and Smith moved quickly and the tenor clapper was replaced under their guarantee and arrived in February. However, we were able to ring the tenor again the next day. Losing the tenor’s clapper would normally have meant that we could not ring the 12 bells open on New Year’s Day. However, a few months earlier Jim Wheeler had welded an old, broken, cast iron (SG) tenor clapper as a precaution. We don’t like the bells to be out of action. This was the beginning of his experiments with clappers and Jim’s eventual solution: a tenor clapper with a wooden shaft. We put the welded clapper in the tenor thinking we might get a few rounds and then hear the dreaded crash again. What happened was remarkable. First the clapper didn’t break. It lasted until Eyre and Smiths’ remodelled and significantly better replacement arrived in February, and it was rung for over 6000 changes, including a quarter peal. Not only did the clapper work, the bell sounded different. -
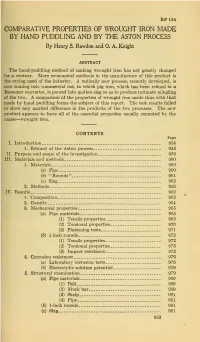
Comparative Properties of Wrought Iron Made by Hand Puddling and by the Aston Process
RP124 COMPARATIVE PROPERTIES OF WROUGHT IRON MADE BY HAND PUDDLING AND BY THE ASTON PROCESS By Henry S. Rawdon and 0. A. Knight ABSTRACT The hand-puddling method of making wrought iron has not greatly changed for a century. More economical methods in the manufacture of thjs product is the crying need of the industry. A radically new process, recently developed, is now coming into commercial use, in which pig iron, which h>as been refined in a Bessemer converter, is poured into molten slag so as to produce intimate mingling of the two. A comparison of the properties of wrought iron made thus with that made by hand puddling forms the subject of this report. The test results failed to show any marked difference in the products of the two processes. The new product appears to have all of the essential properties usually connoted by the name—wrought iron, CONTENTS Page I. Introduction 954 1. Resume of the Aston process 955 II. Purpose and scope of the investigation 959 III. Materials and methods 960 1. Materials 960 (a) Pipe 960 (6) "Rounds" 961 (c) Slag 962 2. Methods 962 IV. Results 962 1. Composition 962 2. Density 964 3. Mechanical properties 965 (a) Pipe materials 965 (1) Tensile properties 965 (2) Torsional properties 970 (3) Flattening tests 971 (6) 1-inch rounds 972 (1) Tensile properties 972 (2) Torsional properties 973 (3) Impact resistance 973 4. Corrosion resistance 976 (a) Laboratory corrosion tests 976 (6) Electrolytic solution potential 979 5. Structural examination 979 (a) Pipe materials 980 (1) BaU 980 (2) Muck bar 980 (3) Skelp 981 (4) Pipe 981 (&) 1-inch rounds 981 (c) Slag 981 953 : 954 Bureau of Standards Journal of Research [vol. -
Manx Bells by R
Manx Bells by R. W. M. Clouston File 01: The Entire Book This document is provided for you by The Whiting Society of Ringers visit www.whitingsociety.org.uk for the full range of publications and articles about bells and change ringing MANX BELLS Ranald W M. Clouston BSc Eng FSA PUBLISHED PRIVATELY 7986 2 Feltham and Wright in their tour of the Isle of Man in the summer of 1797 made sketrhes of the churches they visited; these all show open bellcotes and quite small bells. At that time Kirk Patrick was ruinous and had no bell; St. Patrick's Church in Peel Castle, Kirk Braddan, Kirk Marown and Kirk Halew each had double bellcotes with two small bells. The remainder had only small single bells. Some of these have survived, but none were cast earlier than the 18th Century. The larger bell at Kirk Braddan Old Church, 23'1,, inches diameter, bears the date 1780 incised on the shoulder. This fabric was re-erected in 1773 on the site of a much older church. The bell bears a normal arrangement of moulding wires, six canons and an argent. While incised dates and inscript ions can be put on a bell at any time after casting, the details of the bell do support 1780 as the likely casting date. Probably from an English foundry, as the design shows that the founder was quite used to casting bells and moulding the quite intricate canons and argent, the loops on the crown. The companion bell, 17~ inches diameter, is a little later, say 1800; there are no moulding wires on the shoulder or by the inscription band, and though there are argent and six rectangular section canons, the moulder has made a mistake in putting the cast-in crown staple, which supports the clap per, 90° out compared with the canons. -

Historical Iron by CLARA DECK, CONSERVATOR REVISIONS by LOUISE BECK, CONSERVATOR
The Care and Preservation Of Historical Iron BY CLARA DECK, CONSERVATOR REVISIONS BY LOUISE BECK, CONSERVATOR Introduction Historical iron can be maintained for years of use and enjoyment provided that some basic care and attention is given to its preservation. The conservation staff of The Henry Ford have compiled the information in this fact sheet to help individuals care for their objects and collections. The first step in the care of collections is to understand and minimize conditions that can cause damage. The second step is to follow basic guidelines for care, handling and cleaning. Please note - this fact sheet will present a brief overview of the care of iron objects, stressing good storage as the best method of preservation. It does not address the serious problems of preserving archaeological metals excavated from land or marine sites. People who collect Un conserved archaeological artifacts should be aware that those types of objects are rarely stable if left untreated and require significant specialist intervention. Please contact a conservator if you need assistance with conservation of these materials. Iron is a common metal in historical collections. It is found in a variety of alloys, known as "ferrous metals", including wrought iron, cast iron and steel. Galvanized or tin-plated sheet is also a familiar material in historical collections. Ferrous metals are magnetic so the presence of iron can, therefore, be easily identified with the use of a magnet. Types of Damage Poor handling and inappropriate storage are the major causes of damage to iron artifacts and can result in corrosion and physical damage to the object. -
Education for the Foundry Industry • • • • • 84 Curriculum Changes Needed
EDUCATI ON FOR THE FOUNDRY I NDUSTRY ii By JOE}J TI. SI-iEPLEY,, Bachelor of Science Millersville Gtate Teachers College Millersville, Pennsylvania. 1948 Submitted to the Department of Industrial A:t•ts Education and Engineering Shopwo.rk Oklahoma. J.gricu.lturel a.no. :.rechenical College I:n Partial Fulfillment of the Bequi:reme~ats Foi0 the Degree of' 1949 The writer is indeed glad to acknowledge his indebted ness and expNes his gratitude and .appreciation to Dr,. DeWitt Hunt. Bead of Industrial Arts Education and Engineering Shop work, Oklahoma Agricultural and Mechallieal College, St1llwater;J Oklahoma. for his edu.catio,n.al leadership, valuable suggestions, and ltindl.y criticisms so ·generously given on this thesis. Ackno-wledgement is also made to Associate Professor. E. ». Soderstrom:, Associate Pro.:fessor of Industrial Arts Education and Engineering Shops, Oklahoma. A.gricultural and Mechanieal Coll:ege, and Mr. George K. Dreher, Executive Director, .Fcn.mdry Ed.ucatione.J. Foundation, Cleveland, Ohio, for their helpful s11ggestions and criticisms. Gratitude is al.so extended to my wUe, Alm.a Shep.le;y,., l<rr ~ration of this thesis. ;J. a:. a. iv APPROVED BY: t .._;:J..._____ ;....,z.(~ > ~ ThesISVser and Head , School of· Industrial Arts Education and Engineering Shopwork C ~.I /i_,(__f} Associate. Professor, School of Industrial Arts Educa t:ton and Engineering Shopwork bean, okiahoma~te of Technology V TABL OF CONTE TS CHAPTER PAGE ! . PUR OSES A.TiJD TECHN IQUES . • • . • • . • l Ho th Proble1: Originatea . 2 Statement of the Problem • • • • . • • • • • 3 The Pu.r ... ,o se t o be Realized from t his Study 4 Deli!Ilitations • • • • • . -

^H^HH Adpewoum to V? I'i I I
HAER No..AL-32 ^^^B^P#P?:<i:^^mh-:^i:'-■'. -yjz'C^J it&j..- &0THMmntm RECORD tt»iftX6gj|^44C' ■20013-7127.. ^H^HH ADPEWOuM To v? i'i _i i. I:JIJ ^ i n i SJJIO r .1. .r. .L cvi'-Jj-' iJ ■.. -..-i-J- ■!*, i v,._'i-: t AiSJ J AL -3;: (U .5, Pipe PI am:) BJ t.m i riahnro 1 nou.sLi:j.a 1 IJJ 3 1". t\i c~_ HAER P/:\ <"1 '.? flours >•■ Jy i f ^L"'.'»ti i.T>ni Ay 37-BE^ BLA?" K 6. WH.! T£ PH; ;TOGp A r H^ XEROGRAPHIC CO]?!?;? OF COLOP TRAPCSPAPKNC" WRITTEN HISTOA.i CAP & PKPCP i Ir".'" i VHJ DATA PPA'jpppO OOPT^O OF MFlASPREn PA AW ;'NOP T T w ; s'p: ;R r AMF-K vr;AN v;\;f; MFK* r.\rn APC-Opo N a t" "i o n ^ 1 P (.1 r ■< S o r y i ■'? o j DOTiartmpnt or t.'m '(ar.er ior P.O. Box Z'lll'r ¥aAnnat.';n, 0, C . ;"00L3- /:,"■ 7 HISTORIC AMERICAN ENGINEERING RECORD UNITED STATES PIPE AND FOUNDRY COMPANY H4ER (United States Cast Iron Pipe & Foundry Company) (U.S. Pipe Company) 37-GE& HAERNo. AL-32 V- Location: 2023 St. Louis Avenue, Bessemer, Jefferson County, Alabama Bessemer Quadrangle UTMRef. 16.502340.3697270 Dates of Construction: 1888-1976 Fabricator: Howard-Harrison Iron Company Present Owner: U.S. Pipe Company Present Use: Cast-iron pipe manufacture Significance: The Bessemer plant of the U.S. Pipe Company was one of the first pipe factories established in Alabama, in a region that became synonymous with foundry production.