Fundamentals of Mechanical Engieering UNIT 3
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Milling Machines and Cnc Mills
MILLING MACHINES AND CNC MILLS Safety Precautions MILL SAFETY HAZARDS Milling machines and computer-numerical-controlled (CNC) mills use moving cutters and/or move stock materials to cut shapes materials such as metal, wood or plastic. Mills cut away material using rotating blades, and can throw or eject dust and chips at high speed. Flying chips present an eye injury hazard. Fine dust can be a respiratory hazard. Mills can also be very loud, presenting a threat to hearing as well as drowning out voices, phones, and alarms. Rotating machinery presents a serious hazard, as gloves, clothing, jewelry or loose hair can be caught and body parts drawn into the running machine. Mills have guards to prevent some exposure, and some are completely enclosed when running. • Keep hands, tools, and clothing at least 12 inches away from the moving mill and do not SAFETY PRECAUTIONS attempt to adjust the mill while operating. • Wear safety glasses or goggles, and hearing Safety rules include: protection if needed. Do not wear gloves near • Get trained on the operation of the specific mill operating equipment. you are going to use. • Keep the mill surfaces and shop floor clean of • Never work alone, never leave the milling cuttings and dust. Metal filings can combust machine unattended while running, and know spontaneously and require a Class D fire where the emergency stop controls are located. extinguisher. • Securely clamp the stock material in place. • Secure guards, shields, doors in place prior to Machinery must be completely disconnected from starting. power (and tested) if it is to be repaired or adjusted (see the Hazardous Energy Control page). -

Numerical Control (NC) Fundamentals
Lab Sheet for CNC Laboratory Department of Production Engineering and Metallurgy Prepared by: Dr. Laith Abdullah Mohammed Production Engineering – CNC Lab Lab Sheet Numerical Control (NC) Fundamentals What is Numerical Control (NC)? Form of programmable automation in which the processing equipment (e.g., machine tool) is controlled by coded instructions using numbers, letter and symbols - Numbers form a set of instructions (or NC program) designed for a particular part. - Allows new programs on same machined for different parts. - Most important function of an NC system is positioning (tool and/or work piece). When is it appropriate to use NC? 1. Parts from similar raw material, in variety of sizes, and/or complex geometries. 2. Low-to-medium part quantity production. 3. Similar processing operations & sequences among work pieces. 4. Frequent changeover of machine for different part numbers. 5. Meet tight tolerance requirements (compared to similar conventional machine tools). Advantages of NC over conventional systems: Flexibility with accuracy, repeatability, reduced scrap, high production rates, good quality. Reduced tooling costs. Easy machine adjustments. More operations per setup, less lead time, accommodate design change, reduced inventory. Rapid programming and program recall, less paperwork. Faster prototype production. Less-skilled operator, multi-work possible. Limitations of NC: · Relatively high initial cost of equipment. · Need for part programming. · Special maintenance requirements. · More costly breakdowns. Advantages -

Accessories for Sherline
© 2012, LatheCity Endmill Holder www.LatheCity.com Accessories for Sherline Sherline Accessories Safety & Manual & Catalog LatheCity 1 © 2012, LatheCity Endmill Holder www.LatheCity.com 2 © 2012, LatheCity Endmill Holder www.LatheCity.com Various benchtop screw-on mill tool holders. Fast tool change system for benchtop milling machines. For current prices see our website. Product description and specifications: means of the set screw at the flat of the Aluminum screw-on-type holders for various endmill. Make sure that the set screw is tight. mill cutting and boring tools. The holders screw- Otherwise, the eventually heavy vibrations of on the spindle of a milling machine/lathe. The the mill may loosen the set screw and the tool holders fit endmills, center drills, deburrs, endmill. Jacobs drill chucks, etc. Add a fast tool change system to your benchtop milling machine. Available sizes A holder fits on a 3/4-16 spindle of a benchtop mill. Screw-on holders for cutting Endmills. Tool holders for 3/8 and 1/4 in. tools of 1 mm to 1/2 in. O.D. shank size are O.D. double- or single-ended endmills will fit. In available (English or Metric sizes). The detailed stock. P/N list is given below. Center drills. Tool holders for #1, #2, and #3 Adapters are tested on Sherline’s tabletop center drills are available. #1 and #2 adapters systems only and are restricted to a maximum are longer than endmill holders and have revolution per minute (rpm) of 2800 for light narrower noses. In stock. metal work on a benchtop/tabeltop system. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

MCIS Direct Numerical Control for NX CAM
MCIS Direct Numerical Control for NX CAM Connect NX CAM output directly to CNC machines Benefits Summary • Reduce NC data NX™ CAM software uses direct numerical control (DNC) connections from management costs for the Siemens’ Motion Control Information System (MCIS) to provide CNC file shop floor control to the shop floor. By directly linking CNC machines to NX CAM files, • Leverage user-friendly DNC enables NC programmers, shop floor managers, and machine tool interface to manage NC operators to easily organize, manage and transfer the correct NC programs to programs specified machines. • Reduce setup times • Automate NC program transfer to the machine tool • Keep NC data safe and backed up • Use Siemens’ SINUMERIK controllers without any additional hardware • Scalable to production requirements Connecting NX CAM data to the shop floor DNC system for transfer to CNC machines. NX machining and manufacturing solutions combine to ensure that parts are manufactured on-time and to specification by helping planning and production departments to work together more efficiently with the right data. The MCIS-DNC system can be configured to automatically transfer NC program files posted directly from NX CAM to the proper machine tools on the network. This gaurantees that the right NC program is always loaded on the right machine. Automatically route NX CAM data to the shop floor Using MCIS-DNC Explorer to manage You can generate enhanced NC programs from NX CAM that include special NC programs and related files on the instructions the DNC system can use to automatically route programs to shop floor. specified machines and operators on the shop floor. -

Rotary Transfer Machines Hydromat® Hc Product Line
ROTARY TRANSFER MACHINES HYDROMAT® HC PRODUCT LINE Precise | Productive | Reliable The FFG Rotary Transfer Platform Flexible Multi-Machining with Hydromat® Precise, modular and efficient: The FFG group is the The ability to set up working stations horizontally as well as world’s leading manufacturer of rotary transfer machines vertically allows big machining jobs with the highest output and offers the best solutions for workpieces at the high just-in-time. The enormous flexibility of the rotary transfer volume end. machines gives our clients a major advantage in dealing with the growing challenges of today’s global markets: United under the roof of the FFG group: with the rotary 3 The most cost-effective solutions transfer machines of the tradition brands IMAS, Pfiffner and 3 Maximum precision and process reliability in mass production Witzig & Frank, you are always one cycle ahead. 3 High investment security thanks to extensive modularity 3 High reusability thanks to reconfigurable machine systems The rotary transfer machine program covers all applications for 3 High flexibility and variability (simpler retooling, reduced the serial production of complex metal parts. Rotary transfer setup times) machines are designed for the handling of bar and coil materials, 3 High machine availability or automatic part feeding. They guarantee high-precision 3 Low maintenance costs (TCO) machining of each workpiece, being carried out simultaneously 3 Turnkey solutions on each station. Every rotary transfer machine is specified, 3 Process optimisation -

Milling Machine Operations
Milling Machine Operations Milling Machine This full article is about milling machine operations. If you haven’t read our complete article on types of milling machine you can read now by clicking here. Let's starts with some little introduction about milling machine and milling machine operations. A milling machine is a machine tool that cuts metal as the workpiece is fed against a rotating multipoint cutter. The milling cutter rotates at a very high speed because of the multiple cutting edges, it cuts the metal at a very fast rate. This machine can also hold single or multiple cutters at the same time. This is why a milling machine has wide application in production work. This is better for other machines as regards accuracy and better surface finish. And also it is designed for machining a variety of tool room work. Milling Machine Operations The 15 different types of milling machine operations are as follow: 1. Plain Milling Operation 2. Face Milling Operation 3. Side Milling Operation 4. Straddle Milling Operation 5. Angular Milling Operation 6. Gang Milling Operation 7. Form Milling Operation 8. Profile Milling Operation 9. End Milling Operation 10. Saw Milling Operation 11. Milling Keyways, Grooves and Slot 12. Gear Milling 13. Helical Milling 14. Cam Milling 15. Thread Milling Read also: Types of Milling Cutters [Complete Guide] TheEngineersPost.com Page 1 Milling Machine Operations Read also: Milling Machine: Main Parts and It’s Working Principle Types of Milling Machine Operations Plain Milling The plain milling is the most common types of milling machine operations. Plain milling is performed to produce a plain, flat, horizontal surface parallel to the axis of rotation of a plain milling cutter. -

ME 440: Numerically Controlled Machine Tools Outline
Outline – Introduction ME 440: Numerically Controlled Machine Tools • Basic Definitions – Machine Tools – Precision Engineering Introduction • Historical Developments • Numerical Control Assistant Prof. Melik Dölen • Direct Numerical Control Department of Mechanical Engineering • CtNilCtlComputer Numerical Control • Distributed Numerical Control Middle East Technical University – Flexible Manufacturing Systems Chapter 1 ME 440 2 Definition of Machine Tool Conventional Machine Tools • Milling Mac hine • A machine used for sculpturing metal and • Lathe other substances to the desired form. • Drilling/Boring Machine • A machine system utilized for producing • Shaper/Planer machine par ts an d e lemen ts. • Grinding Machine •A machine tool is a powered mechanical • Filing Machines device, typically used to fabricate metal • Sawing Machines comppyonents of machines by the selective removal of metal. Chapter 1 ME 440 3 Chapter 1 ME 440 4 Non-traditional Machine Tools Machining Accuracy • Electro-Discharge Machine • Wire EDM • Plasma Cutter • Electron Beam Machine • Laser Beam Machine Chapter 1 ME 440 5 Chapter 1 ME 440 6 Ultraprecision Machining History of Machine Tools Processes • 1770: Simple production machines • Single-point diamond and mechanization – at the turning and CBN beggginning of the industrial cutting revolution. • 1920: Fixed automatic mechanisms • Abrasive/erosion and transfer lines for mass processes (fixed and production. free) • 1945: Machine tools with simple automatic control, such as plug • Chemical/corrosion board controllers. processes (etch- • 1952: Invention of numerical control machining) (NC). Chapter 1 ME 440 7 Chapter 1 ME 440 8 History of Machine Tools (Cont’ d) History of Machine Tools (Cont’d) • 1961: First commercial Industrial robot. • 1972: First CNCs introduced. • 1978: Flexible manufacturing system (FMS); contains CNCs, robots, material transfer system. -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -
LESSON PLAN Trade: Machinist & Operator Advance Machine Tool
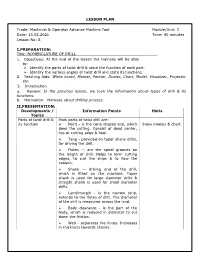
LESSON PLAN Trade: Machinist & Operator Advance Machine Tool Module/Unit: 2 Date: 15.02.2021 Time: 45 minutes Lesson No: 8 I.PREPARATION: Title: NOMENCLATURE OF DRILL 1. Objectives: At the end of the lesson the trainees will be able to: Identify the parts of twist drill & state the function of each part. Identify the various angles of twist drill and state its functions. 2. Teaching Aids: White board, Marker, Pointer, Duster, Chart, Model, Visualizer, Projector etc. 3. Introduction a. Review: In the previous lesson, we took the information about types of drill & its functions. b. Motivation: Motivate about drilling process. II.PRESENTATION: Developments / Information Points Hints Topics Parts of twist drill & Main parts of twist drill are: its function Point - is the cone shaped end, which Show models & chart does the cutting. Consist of dead center, lips or cutting edge & heel. Tang - provided on taper shank drills, for driving the drill. Flutes — are the spiral grooves on the length of drill. Helps to form cutting edges, to curl the chips & to flow the coolant. Shank — driving end of the drill, which is fitted on the machine. Taper shank is used for large diameter drills & straight shank is used for small diameter drills. Land/margin - is the narrow strip, extends to the flutes of drill. The diameter of the drill is measured across the land. Body clearance - is the part of the body, which is reduced in diameter to cut down the friction. Web - separates the flutes. Increases in thickness towards shanks. Angles of twist drill Like all cutting tool drills are provided with Show chart of and its functions certain angles for efficiency in drilling recommended drills for different materials Point/cutting angle - is the angle between the cutting edges. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor