About Kaizen Quarterman Lee, P.E
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Secrets of Toyota's Success Revealed in a "New" Book by Dr
The Secrets of Toyota's Success Revealed in a "New" Book by Dr. Shigeo Shingo Once again Dr. Shigeo Shingo will amaze you. Along with Taiichi Ohno, Dr. Shingo co-developed TPS (LEAN) with his deep understanding of how to improve the overall process of production. Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. Many companies in the West are trying to emulate Lean but few can do it. Why not? Possibly, because we in the West do not recognize, develop and support the creative potential of every worker in solving problems. Toyota makes all employees problem solvers. Dr. Shingo gives you the tools to do it. A new book from Dr. Shigeo Shingo the co-creator of the Toyota Production System (Lean manufacturing) News Image Dr. Shingo was a master of Kaizen, he had the scientific training and innovative genius to deeply understand processes and the humility to realize that he needed the operators to take ownership. We are fortunate to have this new opportunity to gaze deeply into the thinking of one of the true geniuses behind TPS. --Dr. Shigeo Shingo. November 27, 2007 Vancouver, Washington Announcing a new hardcover Shigeo Shingo book, Kaizen and the Art of Creative Thinking. Once again Dr. Shingo will amaze you. Along with Taiichi Ohno, Dr. Shingo co-developed TPS (LEAN) with his deep understanding of how to improve the overall process of production. Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. -
Lean Infographic
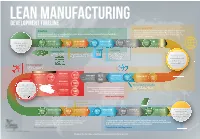
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -

Lean Six Sigma Mindset Course
Lean Six Sigma Mindset Course Robert Potter HELLO! I am Robert Potter I am a trainer since 1990. You can find me at [email protected] The History Walter A. Shewhart W. Edwards Deming The History ● W. Edwards Deming in the early to mid 1900’s proposed that business processes should be analyzed and measured to identify sources of variations that cause products to deviate from customer requirements. ● He recommended that business processes be placed in a continuous feedback loop so that managers can identify and change the parts of the process that need improvements. The History As a teacher, Deming created a rather simple diagram to illustrate this continuous process, commonly known as the PDCA cycle for Plan, Do, Check, Act*: ● PLAN: Design or revise business process components to improve results ● DO: Implement the plan and measure its performance ● CHECK: Assess the measurements and report the results to decision makers ● ACT: Decide on changes needed to improve the process Perfection: The Deming Cycle (what to do; for improvement) Plan (implement more widely); Operating Efficiency standardise) Act D (it, on a trial o basis; experiment) “Hold the gains” (Standard Work) Study (if it works; the risks; the variation, LEARN!) The History of Lean Six Sigma ● Six sigma was developed in between 1983 and 1992 by Dr Mikel Harry who was then with Motorola. ● It was refined some what in the following two years by ABB ● In 1994 Allied signal and General Electric took the system on board with great results ● From 1996 to 2004 most of the fortune 500 companies adopted the system. -

Quality Guru Series 7. Dr. Shigeo Shingo
Ley Hill Solutions Newsletter - November 2010 (extract) Quality Guru Series 7. Dr. Shigeo Shingo Dr. Shigeo Shingo was born in Saga City, Japan, in 1909 and was a Japanese industrial engineer who distinguished himself as one of the world's leading experts on manufacturing practices. Among other things, from 1955 he taught seminars in industrial engineering at Toyota for Taiichi Ohno (the subject of the first in our Quality Guru Series). During this time he worked as a consultant for Toyota, a rarity as Toyota did not in general use consultants, and helped develop and publicize the Toyota Production System (the roots of lean manufacturing, lean thinking and Just in Time - JIT). Although Shigeo Shingo did not single-handedly invent the Toyota Production System(a large part of this being done by Taiichi Ohno), he was responsible for documenting it and adding two words to the Japanese and English languages - Poka-Yoke (mistake-proofing) and single-minute exchange of dies (SMED), in which set up times are reduced from hours to minutes. He distinguished between "errors", which are inevitable, and "defects", which result when an error reaches a customer, the aim of Poka-Yoke being to stop errors becoming defects. Using Poka-Yoke in combination with source inspections creates Zero Quality Control, the ideal production system, eliminating the need for inspection of the end product or results, in which errors are examined before they become defects, the production system is stopped and immediate feedback is given so that the root causes of the problem may be identified (source inspection) and controls put in place to prevent them from occurring again (Poke-Yoke), with the addition of a checklist in recognition of the fact that humans can forget or make mistakes. -

Lean Six Sigma Yellow Belt Handbook
LEAN SIX SIGMA YELLOW BELT HANDBOOK POWERED BY THE GREEN DOT ACADEMY Shining light on new thinking. 2 TABLE OF CONTENTS Yellow Belt Learning Objectives ............................................................. 4 History and Background of Lean Six Sigma ........................................... 5 Origins of Lean Six Sigma ............................................................................ 5 Six Sigma Gurus ........................................................................................... 6 Lean Gurus ................................................................................................... 7 Benefits of Lean Six Sigma ........................................................................... 8 Revisiting DMAIC ......................................................................................... 9 Applying 5s ................................................................................................. 11 Yellow Belt Toolset, Skillset, and Mindset ........................................... 13 A3 Problem-Solving .................................................................................... 13 Importance of Data .................................................................................... 15 Voice of the Customer ................................................................................ 16 Cost of Quality ............................................................................................ 17 Going to the Gemba .................................................................................. -

Top Ten Quality Gurus 1. Dr. Walter Shewhart 2. Dr. W. Edwards
Top Ten Quality Gurus 1. Dr. Walter Shewhart 2. Dr. W. Edwards Deming 3. Dr. Joseph M. Juran 4. Armand V. Feigenbaum 5. Dr. Kaoru Ishikawa 6. Dr. Genichi Taguchi 7. Shigeo Shingo 8. Philip B. Crosby 9. Dr. Eliyahu M. Goldratt 10. Taiichi Ohno 1. Dr. Walter Shewhart Walter Andrew Shewhart (pronounced like "shoe-heart", March 18, 1891 - March 11, 1967) was an American physicist, engineer and statistician, sometimes known as the father of statistical quality control. W. Edwards Deming said of him: As a statistician, he was, like so many of the rest of us, self-taught, on a good background of physics and mathematics. Early life and education Born in New Canton, Illinois to Anton and Esta Barney Shewhart, he attended the University of Illinois before being awarded his doctorate in physics from the University of California, Berkeley in 1917. Work on industrial quality Bell Telephone’s engineers had been working to improve the reliability of their transmission systems. Because amplifiers and other equipment had to be buried underground, there was a business need to reduce the frequency of failures and repairs. When Dr. Shewhart joined the Western Electric Company Inspection Engineering Department at the Hawthorne Works in 1918, industrial quality was limited to inspecting finished products and removing defective items. That all changed on May 16, 1924. Dr. Shewhart's boss, George D. Edwards, recalled: "Dr. Shewhart prepared a little memorandum only about a page in length. About a third of that page was given over to a simple diagram which we would all recognize today as a schematic control chart. -

Norman Bodek
C O N S U L T A N T S • E N G I N E E R S • S T R A T E G I S T S Norman Bodek Norman Bodek is president of PCS Press, a publishing, training, and consulting company. He discovered and published the works of : Dr. Shigeo Shingo and Taiichi Ohno, the inventors of the Toyota Production System. He introduced the west to Kaizen Blitz, SMED, TPM, Poka-Yoke, Visual Factory, Hoshin, and QFD and other methodologies. In 1988 he initiated the Shingo Prize for Manufacturing Excellence with Professor Vern Buehler at Utah State University. Most recently he co-authored a book with Bunji Tozawa titled The Idea Generator - Quick and Easy Kaizen. Through newsletters, books and 50 industrial study missions to Japan Norman discovered, had translated and popularized many of the Japanese quality tools, techniques, and technologies that transformed American industry in the mid 1980's and 1990's. Norman has been a frequent instructor and speaker for organizations including the American Management Association, President Reagan's Productivity Conference, Institute of Industrial Engineers, American Society for Quality, as well as at hundreds of conferences, seminars, and in plant training events. In 1988 he initiated the Shingo Prize for Manufacturing Excellence with Professor Vern Buehler. Norman, holds a BA from New York University, has written numerous articles and editorials on manufacturing, productivity, quality, and customer service. He discovered and published the works of: A Study of The Toyota Production System (Green book) A Revolution in Manufacturing - Single Minute Exchange of Die (SMED) Zero Quality Control - Poka-yoke (Gold book) Dr. -

Eric Ries on Taiichi Ohno & the Lean Startup
Reflections From Lean Leaders Transcripts from Podcast Interviews with Authors and Thought Leaders Mark Graban This book is for sale at http://leanpub.com/leanpodcast This version was published on 2019-02-18 This is a Leanpub book. Leanpub empowers authors and publishers with the Lean Publishing process. Lean Publishing is the act of publishing an in-progress ebook using lightweight tools and many iterations to get reader feedback, pivot until you have the right book and build traction once you do. © 2006-2019 Mark Graban Tweet This Book! Please help Mark Graban by spreading the word about this book on Twitter! The suggested tweet for this book is: I just bought ”Reflections from #Lean Leaders” by @MarkGraban Also By Mark Graban Best of Lean Blog 2011 Best of Lean Blog 2012 Lean Blog: Sports Measures of Success Practicing Lean Lean Veterinary Practice Management Thanks to all of the amazing guests who have joined me on my podcast since 2006, including Norman Bodek, who shared the idea to do “a radio broadcast” about Lean and Kaizen. Thanks to all who have shared with me and my audience. Contents Introduction - Sample Edition ................. i Podcast #1: Norman Bodek on Kaizen and Continuous Improvement ......................... 1 Podcast #142: Eric Ries on Taiichi Ohno & The Lean Startup 16 Thanks for reading the sample! ................ 22 Updates of the book over time . 22 Introduction - Sample Edition Thank you reading these LeanBlog Podcast transcripts. To listen to all podcasts and for more information about subscribing, please visit [www.LeanCast.org] (http://www.leancast.org). Please visit my websites: • LeanBlog.org¹ • MarkGraban.com² You can follow me on Twitter as @MarkGraban³. -

De Harada Methode
De Harada Methode De sleutel tot succes ben je zelf ! ‘Zelfsturendheid’ de menselijke kant van Lean Een stap-voor-stap proces voor het bepalen en realiseren van persoonlijke en professionele doelen - Succes is een vaardigheid, een wetenschap - Van medaillewinnaars in sport naar de werkvloer - ’s Werelds beste methode om iemand tot zijn/haar diepste mogelijkheden te ontwikkelen - Leidinggevenden helpen effectieve coaches te worden - Een gids naar een uiterst succesvol leven! Nederlandse vertaling: Jim Lippens ii DE HARADA METHODE – De sleutel tot succes ben je zelf ! Oorspronkelijke titel: The Harada Methode, the Spirit of Self-Reliance Copyright © 2012 Harada Institute of Education & PCS Inc (Norman Bodek) PCS Inc. PCS Press 809 S.E. 73rd Avenue Vancouver, WA 98664 United States of America [email protected] http://www.pcspress.com Omslag: een stereogram ontworpen door Gene Levine Library of Congress Cataloging-in-publication Data Copyright Nederlandse vertaling © 2016 Jim Lippens ([email protected]) Alle rechten voorbehouden. Niks uit deze uitgave mag worden verveelvoudigd en/of openbaar gemaakt, door middel van druk, fotokopie, microfilm of op welke andere wijze ook, zonder voorafgaande schriftelijke toestemming van de uitgever. ISBN 9789463184885 1. Menselijke ontwikkeling 2. Industrieel Management 3. Organisatorische verandering 4. Organisatorisch gedrag 5. Menselijke relaties VOORWOORD iii VOORWOORD Mijn naam is Jim Lippens. Ik heb dit boek vertaald uit diep respect voor Norman Bodek, de Amerikaanse pionier die Lean (TPS) in de jaren 80 vanuit Japan naar het Westen bracht. In 2004, toen ik als ingenieur in automotive werkzaam was, vroeg de plant manager, Harald De Graeve, me of ik interesse had om een Six Sigma Black Belt opleiding te volgen. -

WCBF's Global Lean, Six Sigma and Business Improvement Summit
WCBF's Global Lean, Six Sigma and Business Improvement Summit in ... http://www.qualitydigest.com/inside/six-sigma-news/wcbfs-global-lean-s... INSIDE QUALITY INSIDER Articles Columns News Forums Videos WCBF | 06/16/2009 WCBF's Global Lean, Six Sigma and Business Improvement Summit in October BIO Senior-level gathering for those who are passionate about achieving process and business excellence FEEDBACK RSS SEND ARTICLE PRINT PAST CONTENT (WCBF: Chicago) -- WCBF's fourth Global Lean, Six Sigma and Business Improvement Summit & Industry Awards will take place at the Walt Disney World Swan and Dolphin, in Orlando, on October 13–16. You can create The event represents the largest gathering of leading experts and senior executives across various industries who are passionate about achieving content! process and business excellence. Attendees will be able to learn first-hand from exceptional vision, leadership, cutting-edge innovation, and dedication Classifieds to quality for phenomenal organizational results. The agenda will offer more File Share than 25 case studies, eight dedicated tracks, five roundtable discussions, two Forum Topic master classes, numerous networking and information-sharing opportunities, Events and 11 pre- and post-summit interactive workshops to focus in detail on the Links key challenges for quality executives of all levels across all industries. Sign In to get started! Featured headliners Quality Information Al Switzler, bestselling author and award-winning instructor—In the past 25 years, Al Switzler has helped hundreds of organizations achieve measurable change with his broad knowledge of leadership, teamwork, quality, and communication. Switzler is coauthor of three New York Times bestsellers, Influencer: The Power to Change Anything, Crucial Conversations: Tools for Talking when Stakes are High, and Crucial Confrontations: Tools for Resolving Broken Promises, Violated Expectations, and Bad Behavior. -

Lean Manufacturing History
C O N S U L T A N T S E N G I N E E R S S T R A T E G I S T S www.strategosinc.com Just In Time, Toyota Production & Lean Manufacturing Origins & History of Lean Manufacturing Lean Manufacturing is the latest buzzword in Frank Gilbreth (Cheaper By The Dozen) added manufacturing circles. It is not especially new. Lean Motion Study and invented Process Charting. Process Manufacturing derives from the Toyota Production charts focused attention on all work elements System or Just In Time Production, Henry Ford and including those non-value added elements which other predecessors. The lineage of Lean normally occur between the "official" elements. manufacturing and Just In Time goes back to Eli Whitney and the concept of interchangeable parts. Lillian Gilbreth brought psychology into the mix by This article traces the high points of that long history. studying the motivations of workers and how attitudes affected the outcome of a process. There Early Developments were, of course, many other contributors. These were the people who originated the idea of "eliminating While Eli Whitney is most famous as the inventor of waste", a key tenet of Just In Time and Lean the cotton gin, the gin is a minor accomplishment Manufacturing. compared to his perfection of the concept of interchangeable parts. Whitney developed this about The Ford System 1799 when he took a contract from the U.S. Army for the manufacture of 10,000 muskets at the And then, there was Henry Ford. unbelievably low price of $13.40 each. -

Upravljanje Kvalitetom.Pdf
I T Y O F T E T R S Z Z I U Z E R E E T E T N E N V Z I U Z V I I R E I I C E N C N V I I N I C A U N U I U U S U N I S N I S UNIVERZITET U ZENICI I V N I S E V E R N A E S P E C R I I O T T E A A N S L I I T C S E T T L I Z POLITEHNIČKI FAKULTET E H U S A K N T U M N I Č K I FA E D I O R U S Z S T UDIORUM Dr. sci. Sabahudin Jašarević Dr. sci. Suvad Isaković Dr. sci. Almira Softić UPRAVLJANJE KVALITETOM PRINCIPI I FILOZOFIJE NAJUTJECAJNIJIH GURUA KVALITETA Zenica, 2020. I T Y O F T E T R S Z Z I U Z E R E E T E T N E N V Z I U Z V I I R E I I C E N C N V I I N I C A U N U I U U S U N I S N I S UNIVERZITET U ZENICI I V N I S E V E R N A E S P E C R I I O T T E A A N S L I I T C S E T T L I Z POLITEHNIČKI FAKULTET E H U S A K N T U M N I Č K I FA E D I O R U S Z S T UDIORUM Dr.