Origins of Lean Management in America
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Secrets of Toyota's Success Revealed in a "New" Book by Dr
The Secrets of Toyota's Success Revealed in a "New" Book by Dr. Shigeo Shingo Once again Dr. Shigeo Shingo will amaze you. Along with Taiichi Ohno, Dr. Shingo co-developed TPS (LEAN) with his deep understanding of how to improve the overall process of production. Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. Many companies in the West are trying to emulate Lean but few can do it. Why not? Possibly, because we in the West do not recognize, develop and support the creative potential of every worker in solving problems. Toyota makes all employees problem solvers. Dr. Shingo gives you the tools to do it. A new book from Dr. Shigeo Shingo the co-creator of the Toyota Production System (Lean manufacturing) News Image Dr. Shingo was a master of Kaizen, he had the scientific training and innovative genius to deeply understand processes and the humility to realize that he needed the operators to take ownership. We are fortunate to have this new opportunity to gaze deeply into the thinking of one of the true geniuses behind TPS. --Dr. Shigeo Shingo. November 27, 2007 Vancouver, Washington Announcing a new hardcover Shigeo Shingo book, Kaizen and the Art of Creative Thinking. Once again Dr. Shingo will amaze you. Along with Taiichi Ohno, Dr. Shingo co-developed TPS (LEAN) with his deep understanding of how to improve the overall process of production. Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. -
Lean Infographic
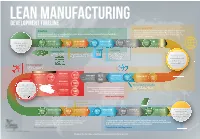
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -

Decoding the DNA of the Toyota Production System
www.hbrreprints.org The Toyota story has been intensively researched and Decoding the DNA of painstakingly documented, yet what really happens inside the Toyota Production the company remains a mystery. Here’s new insight into the unspoken rules that System give Toyota its competitive edge. by Steven Spear and H. Kent Bowen Included with this full-text Harvard Business Review article: 1 Article Summary The Idea in Brief—the core idea The Idea in Practice—putting the idea to work 2 Decoding the DNA of the Toyota Production System 12 Further Reading A list of related materials, with annotations to guide further exploration of the article’s ideas and applications Reprint 99509 Decoding the DNA of the Toyota Production System The Idea in Brief The Idea in Practice Toyota’s renowned production system (TPS) TPS’s four rules: clude that their demand on the next ma- has long demonstrated the competitive ad- chine doesn’t match their expectations. All work is highly specified in its content, vantage of continuous process improve- They revisit the organization of their pro- sequence, timing, and outcome. ment. And companies in a wide range of duction line to determine why the machine Employees follow a well-defined sequence of industries—aerospace, metals processing, was not available, and redesign the flow steps for a particular job. This specificity en- consumer products—have tried to imitate path. ables people to see and address deviations TPS. Yet most fail. immediately—encouraging continual learn- Any improvement to processes, worker/ Why? Managers adopt TPS’s obvious prac- ing and improvement. -

Taiichi Ohno's Workplace Management: Special 100Th Birthday Edition
“This book brings to us Taiichi Ohno’s philosophy of workplace management— the thinking behind the Toyota Production System. I personally get a thrill down my spine to read these thoughts in Ohno’s own words. My favorite part is his discussion of the misconceptions hidden within common sense and how management needs a revolution of awareness.” Dr. Jeffrey Liker Director Japan Technology Management Program University of Michigan Author, The Toyota Way “While no one person invented lean, no one is given more credit than Taiichi Ohno. Access to his true thoughts and ideas are rare, and this book is the best and most useful of Ohno’s work. Many lean students would want nothing more than to spend a day with Taiichi Ohno walking through their plant. This book is the closest thing we have left to that experience. Jon Miller has done a diligent job, not just in translation, but ensuring that the true meaning comes through in a readable fashion. You truly feel as if you are in conversation with the father of the Toyota Production System. While this book won’t paint a clear picture of what to do next on your lean journey, it should be required reading for any serious student of the subject.” Jamie Flinchbaugh Co-author, The Hitchhiker’s Guide to Lean: Lessons from the Road “This book and its translation provide the reader a wonderful opportunity to learn directly from the master architect of the Toyota Production System. One is able to hear, in his own words, the principles that have evolved into the most successful management method ever developed. -

Learning to See Waste Would Dramatically Affect This Ratio
CHAPTER3 WASTE 1.0 Why Studies have shown that about 70% of the activities performed in the construction industry are non-value add or waste. Learning to see waste would dramatically affect this ratio. Waste is anything that does not add value. Waste is all around, and learning to see waste makes that clear. 2.0 When The process to see waste should begin immediately and by any member of the team. Waste is all around, and learning to see waste makes this clear. CHAPTER 3: Waste 23 3.0 How Observations Ohno Circles 1st Run Studies/Videos Value Stream Maps Spaghetti Diagrams Constant Measurement 4.0 What There are seven common wastes. These come from the manufacturing world but can be applied to any process. They specifically come from the Toyota Production System (TPS). The Japanese term is Muda. There are several acronyms to remember what these wastes are but one of the more common one is TIMWOOD. (T)ransportation (I)ventory (M)otion (W)aiting (O)ver Processing (O)ver Production (D)efects. Transportation Unnecessary movement by people, equipment or material from process to process. This can include administrative work as well as physical activities. Inventory Product (raw materials, work-in-process or finished goods) quantities that go beyond supporting the immediate need. Motion Unnecessary movement of people or movement that does not add value. Waiting Time when work-in-process is waiting for the next step in production. 24 Transforming Design and Construction: A Framework for Change Look for and assess opportunities to increase value through waste reduction and elimination. -

SC2020: Toyota Production System & Supply Chain
SC2020: Toyota Production System & Supply Chain by Macharia Brown Bachelor of Science in Comparative Politics United States Military Academy, West Point 2003 Submitted to Zaragoza Logistics Center in Fulfillment of the Requirement for the Degree of Master of Engineering in Logistics and Supply Chain Management at the Zaragoza Logistics Center June 2005 © 2005 Brown, Macharia. All rights reserved The author hereby grant to M.I.T and ZLC permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part. Signature of Author Zaragoza Logistics Center May 10th, 2005 Certified by Prashant Yadav, PhD ZLC Thesis Supervisor Approved by Larry Lapide, PhD. Research Director, MIT-CTL Brown, TPS 0 Toyota Production System & Supply Chain by Macharia Brown Bachelor of Science in Comparitive Politics United States Military Academy, West Point 2003 Submitted to Zaragoza Logistics Center in Fulfillment of the Requirement for the Degree of Master of Engineering in Logistics and Supply Chain Management Abstract Over the past 50 years Toyota created and honed a production system that fostered its ascension in the automotive industry. Furthermore, the concepts that fuel Toyota’s production system extend beyond its manufacturing walls to the entire supply chain, creating a value chain where every link is profitable with an unwavering focus on teamwork, communication, efficient use of resources, elimination of waste, and continuous improvement. This report is a part of MIT’s Supply Chain 2020 (SC2020) research project focusing on Toyota’s production system and supply chain. The study begins by examining the automotive industry, evolution of top 5 automotive companies, and Toyota’s positioning against its main competitors. -
Mistakeproofing the Design of Construction Processes Using Inventive Problem Solving (TRIZ)
www.cpwr.com • www.elcosh.org Mistakeproofing The Design of Construction Processes Using Inventive Problem Solving (TRIZ) Iris D. Tommelein Sevilay Demirkesen University of California, Berkeley February 2018 8484 Georgia Avenue Suite 1000 Silver Spring, MD 20910 phone: 301.578.8500 fax: 301.578.8572 ©2018, CPWR-The Center for Construction Research and Training. All rights reserved. CPWR is the research and training arm of NABTU. Production of this document was supported by cooperative agreement OH 009762 from the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH. MISTAKEPROOFING THE DESIGN OF CONSTRUCTION PROCESSES USING INVENTIVE PROBLEM SOLVING (TRIZ) Iris D. Tommelein and Sevilay Demirkesen University of California, Berkeley February 2018 CPWR Small Study Final Report 8484 Georgia Avenue, Suite 1000 Silver Spring, MD 20910 www. cpwr.com • www.elcosh.org TEL: 301.578.8500 © 2018, CPWR – The Center for Construction Research and Training. CPWR, the research and training arm of the Building and Construction Trades Department, AFL-CIO, is uniquely situated to serve construction workers, contractors, practitioners, and the scientific community. This report was prepared by the authors noted. Funding for this research study was made possible by a cooperative agreement (U60 OH009762, CFDA #93.262) with the National Institute for Occupational Safety and Health (NIOSH). The contents are solely the responsibility of the authors and do not necessarily represent the official views of NIOSH or CPWR. i ABOUT THE PROJECT PRODUCTION SYSTEMS LABORATORY (P2SL) AT UC BERKELEY The Project Production Systems Laboratory (P2SL) at UC Berkeley is a research institute dedicated to developing and deploying knowledge and tools for project management. -

Lean Six Sigma Mindset Course
Lean Six Sigma Mindset Course Robert Potter HELLO! I am Robert Potter I am a trainer since 1990. You can find me at [email protected] The History Walter A. Shewhart W. Edwards Deming The History ● W. Edwards Deming in the early to mid 1900’s proposed that business processes should be analyzed and measured to identify sources of variations that cause products to deviate from customer requirements. ● He recommended that business processes be placed in a continuous feedback loop so that managers can identify and change the parts of the process that need improvements. The History As a teacher, Deming created a rather simple diagram to illustrate this continuous process, commonly known as the PDCA cycle for Plan, Do, Check, Act*: ● PLAN: Design or revise business process components to improve results ● DO: Implement the plan and measure its performance ● CHECK: Assess the measurements and report the results to decision makers ● ACT: Decide on changes needed to improve the process Perfection: The Deming Cycle (what to do; for improvement) Plan (implement more widely); Operating Efficiency standardise) Act D (it, on a trial o basis; experiment) “Hold the gains” (Standard Work) Study (if it works; the risks; the variation, LEARN!) The History of Lean Six Sigma ● Six sigma was developed in between 1983 and 1992 by Dr Mikel Harry who was then with Motorola. ● It was refined some what in the following two years by ABB ● In 1994 Allied signal and General Electric took the system on board with great results ● From 1996 to 2004 most of the fortune 500 companies adopted the system. -

Isao Kato Article on Shigeo Shingo's Role at Toyota
Mr. Shigeo Shingo’s P-Course and Contribution to TPS By Isao Kato Retired Manager Training and Development Toyota Motor Corporation July 2006 © Isao Kato www.ArtofLean.com Mr. Shigeo Shingo taught an industrial engineering course at Toyota Motor Corporation and then decades later at Toyota affiliated companies starting in latter part of 1955. After 1960 and up until the mid 1980’s I organized his classes, edited the materials, as well as coordinated the majority of his training visits to the company. Before that time it was handled by one of my senior colleagues. Despite several myths and wide spread rumors the only course Mr. Shingo actually taught at Toyota was something called the P-course (the P stands for production) and he never was an instructor to Mr. Ohno or any other senior executives at that time. In fact they rarely met. However his association with Toyota Motor Corporation as an instructor did continue for close to 30 years and was highly beneficial to both parties although there were frustrations toward the end on both sides. As requested I will explain his actual role on the following pages for those interested in the actual history of events. There were actually four different versions of the P-course taught by Mr. Shingo that were held on average a couple of times per year during this period. There was also a longer version of the P-course that combined the different elements together that was taught every three or four years. I will outline the material below. The participants in the course were primarily young engineers in manufacturing. -

Lean Methodology and Its Derivates Usage for Production Systems in Modern Industry
Applied Engineering Letters Vol.2, No.4, 144-148 (2017) e-ISSN: 2466-4847 LEAN METHODOLOGY AND ITS DERIVATES USAGE FOR PRODUCTION SYSTEMS IN MODERN INDUSTRY Marko Miletić1, Ivan Miletić1 1Faculty of Engineering, University of Kragujevac, Serbia Abstract: ARTICLE HISTORY With lean methodology usage being the only way to stay competitive on Received 15.11.2017. nowadays market, it is important to implement it and spread it through the Accepted 07.12.2017. organization. Available 15.12.2017. In this paper, purpose of lean is explained, the most important definition and tools are given and differences between problem solving approaches are explained. KEYWORDS It can be concluded that problem solving approaches are in first look Lean Manufacturing, World Class Manufacturing, Toyota different, having also different number of steps, but they are adapted to the Production System, Basic Tools, company in which they are used and that they depend on the size, Continuous Improvement complexity and expected closing time of project. 1. INTRODUCTION which is initiated by management and bottom-up initiated by people on shop floor. The concept of lean methodology is nowadays Therefore, TPS is used in many industries and widely used in companies around the world in companies, adapted to its products and needs and order to maximise production by minimising loses now defined as common used methodologies such at the same time. Roots of integration of entire as: Lean [1], Lean Six Sigma [2], World Class production system done in flow was made by Manufacturing, Toyota Production System [3], Ford Henry Ford in 1913. However, true usage of lean Production System, Bosch Production System, etc… concept was started by Toyota owner Kiischiro Purpose of this paper is to show tools widely Toyoda and engineer Kaiichi Ohno after WWII, and used in these methodologies and present their finally summarized in 1980s rebranding their TPS main foundations. -

Quality Guru Series 7. Dr. Shigeo Shingo
Ley Hill Solutions Newsletter - November 2010 (extract) Quality Guru Series 7. Dr. Shigeo Shingo Dr. Shigeo Shingo was born in Saga City, Japan, in 1909 and was a Japanese industrial engineer who distinguished himself as one of the world's leading experts on manufacturing practices. Among other things, from 1955 he taught seminars in industrial engineering at Toyota for Taiichi Ohno (the subject of the first in our Quality Guru Series). During this time he worked as a consultant for Toyota, a rarity as Toyota did not in general use consultants, and helped develop and publicize the Toyota Production System (the roots of lean manufacturing, lean thinking and Just in Time - JIT). Although Shigeo Shingo did not single-handedly invent the Toyota Production System(a large part of this being done by Taiichi Ohno), he was responsible for documenting it and adding two words to the Japanese and English languages - Poka-Yoke (mistake-proofing) and single-minute exchange of dies (SMED), in which set up times are reduced from hours to minutes. He distinguished between "errors", which are inevitable, and "defects", which result when an error reaches a customer, the aim of Poka-Yoke being to stop errors becoming defects. Using Poka-Yoke in combination with source inspections creates Zero Quality Control, the ideal production system, eliminating the need for inspection of the end product or results, in which errors are examined before they become defects, the production system is stopped and immediate feedback is given so that the root causes of the problem may be identified (source inspection) and controls put in place to prevent them from occurring again (Poke-Yoke), with the addition of a checklist in recognition of the fact that humans can forget or make mistakes. -

Lean Six Sigma Yellow Belt Handbook
LEAN SIX SIGMA YELLOW BELT HANDBOOK POWERED BY THE GREEN DOT ACADEMY Shining light on new thinking. 2 TABLE OF CONTENTS Yellow Belt Learning Objectives ............................................................. 4 History and Background of Lean Six Sigma ........................................... 5 Origins of Lean Six Sigma ............................................................................ 5 Six Sigma Gurus ........................................................................................... 6 Lean Gurus ................................................................................................... 7 Benefits of Lean Six Sigma ........................................................................... 8 Revisiting DMAIC ......................................................................................... 9 Applying 5s ................................................................................................. 11 Yellow Belt Toolset, Skillset, and Mindset ........................................... 13 A3 Problem-Solving .................................................................................... 13 Importance of Data .................................................................................... 15 Voice of the Customer ................................................................................ 16 Cost of Quality ............................................................................................ 17 Going to the Gemba ..................................................................................