A New American TQM Four Practical Revolutions in Management
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Secrets of Toyota's Success Revealed in a "New" Book by Dr
The Secrets of Toyota's Success Revealed in a "New" Book by Dr. Shigeo Shingo Once again Dr. Shigeo Shingo will amaze you. Along with Taiichi Ohno, Dr. Shingo co-developed TPS (LEAN) with his deep understanding of how to improve the overall process of production. Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. Many companies in the West are trying to emulate Lean but few can do it. Why not? Possibly, because we in the West do not recognize, develop and support the creative potential of every worker in solving problems. Toyota makes all employees problem solvers. Dr. Shingo gives you the tools to do it. A new book from Dr. Shigeo Shingo the co-creator of the Toyota Production System (Lean manufacturing) News Image Dr. Shingo was a master of Kaizen, he had the scientific training and innovative genius to deeply understand processes and the humility to realize that he needed the operators to take ownership. We are fortunate to have this new opportunity to gaze deeply into the thinking of one of the true geniuses behind TPS. --Dr. Shigeo Shingo. November 27, 2007 Vancouver, Washington Announcing a new hardcover Shigeo Shingo book, Kaizen and the Art of Creative Thinking. Once again Dr. Shingo will amaze you. Along with Taiichi Ohno, Dr. Shingo co-developed TPS (LEAN) with his deep understanding of how to improve the overall process of production. Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. -
Lean Infographic
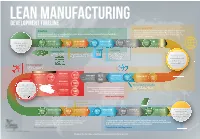
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -

The 7 Quality Improvement Tools
1 Continuous Quality Improvement for Excellence The 7 Quality Improvement Tools “From my past experience as much as 95% of all problems within a company can be solved by means of these tools” Kaoru Ishikawa Kaoru Ishikawa made many contributions to the field of quality improvement, including a range of tools and techniques. His emphasis was on the human side of quality. The concept of quality improvement as a fundamental responsibility of every member of staff became a key component of the Japanese approach to QI. Ishikawa’s work focuses on the idea of kaizen (a Japanese word that can be roughly translated as ‘continuous management’). This concept developed by Japanese industry in the 1950s and 1960s, is a core principle of quality management today, and holds that it is the responsibility of every staff member to improve what they do. www.nhselect.nhs.uk Helping our members to excel since 2002 2 Continuous Quality Improvement for Excellence Flow Charts / Process Maps What is Process Mapping and How Can it Help? Processes within healthcare have evolved over many years and through many organisational changes; this means there are often many layers to pathways and complicated systems that have built up over time. A good way to review systems and/or pathways to understand where improvements are needed is to work with frontline teams to process map. This is a simple exercise which facilitates a positive and powerful opportunity to create a culture of ownership within the multidisciplinary team to focus on areas for improvement. A process map is a visual way of representing and understanding a step-by-step picture of processes, either one aspect or a whole patient pathway. -

1 the Achievements and Personality of Dr. Kaoru Ishikawa Dr. Noriaki
The Premier Memorial Ishikawa Lecture Dr. Kaoru Ishikawa Birth Centenary Commemoration The Achievements and Personality of Dr. Kaoru Ishikawa Dr. Noriaki KANO Professor Emeritus, Tokyo University of Science Honorary Chairperson, Asian Network for Quality (ANQ) Honorary Member of JSQC, ASQ, and IAQ 1. Quiz for Prof Kaoru Ishikawa (originated by Acn Y. Ando, modified by N. Kano) Q1: How Do You Know Prof. Kaoru Ishikawa? A: Father of TPS B: Father of TPM C: Father of QC Circles Q2: Which country Prof. Ishikawa visited the most? A: U. S. B: Switzerland C: Taiwan Q3: What Prof. Kaoru Ishikawa used to advise his students? A: Be Proficient in English B; Learn to Hold Your Drink C: Be Good with Data 2. English translation of the book: “Kaoru Ishikawa: The Man and Quality Control”, Published by Mrs. Keiko Ishikawa in 1993, to that 172 writers including 144 writers from Japan and 28 writers from 15 other countries contributed. It is translated into English and is uploaded at: “Kaoru Ishikawa: The Man and Quality Control”, http://www.juse.or.jp/english/archives/ 3. My Personal Memory of Professor Ishikawa Why did I Join Professor Ishikawa’s Research Group! : Why did I got selected to his group? No, I did not select his group. It was the only group available because I was considered “unpromising student.” My first option professor declined to accept me and only vacant seat available was in Prof. Ishikawa’s group. I was supervised by Prof Ishikawa for seven and a half years i.e. from the time I was a senior of the undergraduate course until I obtained the Doctorate degree. -

Lean Six Sigma Mindset Course
Lean Six Sigma Mindset Course Robert Potter HELLO! I am Robert Potter I am a trainer since 1990. You can find me at [email protected] The History Walter A. Shewhart W. Edwards Deming The History ● W. Edwards Deming in the early to mid 1900’s proposed that business processes should be analyzed and measured to identify sources of variations that cause products to deviate from customer requirements. ● He recommended that business processes be placed in a continuous feedback loop so that managers can identify and change the parts of the process that need improvements. The History As a teacher, Deming created a rather simple diagram to illustrate this continuous process, commonly known as the PDCA cycle for Plan, Do, Check, Act*: ● PLAN: Design or revise business process components to improve results ● DO: Implement the plan and measure its performance ● CHECK: Assess the measurements and report the results to decision makers ● ACT: Decide on changes needed to improve the process Perfection: The Deming Cycle (what to do; for improvement) Plan (implement more widely); Operating Efficiency standardise) Act D (it, on a trial o basis; experiment) “Hold the gains” (Standard Work) Study (if it works; the risks; the variation, LEARN!) The History of Lean Six Sigma ● Six sigma was developed in between 1983 and 1992 by Dr Mikel Harry who was then with Motorola. ● It was refined some what in the following two years by ABB ● In 1994 Allied signal and General Electric took the system on board with great results ● From 1996 to 2004 most of the fortune 500 companies adopted the system. -

Total Quality Management Course Code: POM-324 Author: Dr
Subject: Total Quality Management Course Code: POM-324 Author: Dr. Vijender Pal Saini Lesson No.: 1 Vetter: Dr. Sanjay Tiwari Concepts of Quality, Total Quality and Total Quality Management Structure 1.0 Objectives 1.1 Introduction 1.2 Concept of Quality 1.3 Dimensions of Quality 1.4 Application / Usage of Quality for General Public / Consumers 1.5 Application of Quality for Producers or Manufacturers 1.6 Factors affecting Quality 1.7 Quality Management 1.8 Total Quality Management 1.9 Characteristics / Nature of TQM 1.10 The TQM Practices Followed by Multinational Companies 1.11 Summary 1.12 Keywords 1.13 Self Assessment Questions 1.14 References / Suggested Readings 1 1.0 Objectives After going through this lesson, you will be able to: Understand the concept of Quality in day-to-day life and business. Differentiate between Quality and Quality Management Elaborate the concept of Total Quality Management 1.1 Introduction Quality is a buzz word in our lives. When the customer is in market, he or she is knowingly or unknowingly very cautious about the quality of product or service. Imagine the last buying of any product or service, e.g., mobile purchased last time. You must have enquired about various features like RAM, Operating System, Processor, Size, Body Colour, Cover, etc. If any of the features is not available, you might have suddenly changed the brand or have decided not to purchase it. Remember, how our mothers buy fruits, vegetables or grocery items. They are buying fresh and look-wise firm fruits, vegetable and groceries. Simultaneously, they are very conscious about the price of the fruits, vegetable and groceries. -

Seven Basic Tools of Quality Control: the Appropriate Techniques for Solving Quality Problems in the Organizations
UC Santa Barbara UC Santa Barbara Previously Published Works Title Seven Basic Tools of Quality Control: The Appropriate Techniques for Solving Quality Problems in the Organizations Permalink https://escholarship.org/uc/item/2kt3x0th Author Neyestani, Behnam Publication Date 2017-01-03 eScholarship.org Powered by the California Digital Library University of California 1 Seven Basic Tools of Quality Control: The Appropriate Techniques for Solving Quality Problems in the Organizations Behnam Neyestani [email protected] Abstract: Dr. Kaoru Ishikawa was first total quality management guru, who has been associated with the development and advocacy of using the seven quality control (QC) tools in the organizations for problem solving and process improvements. Seven old quality control tools are a set of the QC tools that can be used for improving the performance of the production processes, from the first step of producing a product or service to the last stage of production. So, the general purpose of this paper was to introduce these 7 QC tools. This study found that these tools have the significant roles to monitor, obtain, analyze data for detecting and solving the problems of production processes, in order to facilitate the achievement of performance excellence in the organizations. Keywords: Seven QC Tools; Check Sheet; Histogram; Pareto Analysis; Fishbone Diagram; Scatter Diagram; Flowcharts, and Control Charts. INTRODUCTION There are seven basic quality tools, which can assist an organization for problem solving and process improvements. The first guru who proposed seven basic tools was Dr. Kaoru Ishikawa in 1968, by publishing a book entitled “Gemba no QC Shuho” that was concerned managing quality through techniques and practices for Japanese firms. -

Quality Guru Series 7. Dr. Shigeo Shingo
Ley Hill Solutions Newsletter - November 2010 (extract) Quality Guru Series 7. Dr. Shigeo Shingo Dr. Shigeo Shingo was born in Saga City, Japan, in 1909 and was a Japanese industrial engineer who distinguished himself as one of the world's leading experts on manufacturing practices. Among other things, from 1955 he taught seminars in industrial engineering at Toyota for Taiichi Ohno (the subject of the first in our Quality Guru Series). During this time he worked as a consultant for Toyota, a rarity as Toyota did not in general use consultants, and helped develop and publicize the Toyota Production System (the roots of lean manufacturing, lean thinking and Just in Time - JIT). Although Shigeo Shingo did not single-handedly invent the Toyota Production System(a large part of this being done by Taiichi Ohno), he was responsible for documenting it and adding two words to the Japanese and English languages - Poka-Yoke (mistake-proofing) and single-minute exchange of dies (SMED), in which set up times are reduced from hours to minutes. He distinguished between "errors", which are inevitable, and "defects", which result when an error reaches a customer, the aim of Poka-Yoke being to stop errors becoming defects. Using Poka-Yoke in combination with source inspections creates Zero Quality Control, the ideal production system, eliminating the need for inspection of the end product or results, in which errors are examined before they become defects, the production system is stopped and immediate feedback is given so that the root causes of the problem may be identified (source inspection) and controls put in place to prevent them from occurring again (Poke-Yoke), with the addition of a checklist in recognition of the fact that humans can forget or make mistakes. -

A Parallel Chronology of Prof. Kaoru Ishikawa's Life and TQC in Japan
A Parallel Chronology of Prof. Kaoru Ishikawa’s Life and TQC in Japan A Parallel Chronology of Prof. Kaoru Ishikawa’s Life and TQC in Japan Year Prof. Ishikawa’s Life Major Events in the Development of QC 1915 July 13 Born in Nishigahara, Takinogawa Ward, Tokyo City as the first son of Ichiro and Tomiko Ishikawa 1923 Entered Elementary School attached to Shewhart devised the control chart. (Age 8) Tokyo Higher Normal School (1924) 1928 Kinnosuke Ogura suggested the Entered Junior High School attached to possibility of the application of statistical (Age 13) Tokyo Higher Normal School methods to the production process. 1933 (1924) (Age 18) Entered Tokyo High School Fisher’s Statistical Method for Research 1936 Workers was published. (1925) Entered the Department of Applied Yasushi Ishida (Tokyo Electric Chemistry, the Faculty of Engineering, Company) introduced statistical methods (Age 21) Tokyo Imperial University to the production of lightbulbs. (1929) 1937 Dodge and Roming proposed a method During the summer vacation of his of sampling inspection with screening. second year at the university he spent (1929) four weeks in Hokkaido and Karafuto Shewhart’s Economic Control of Quality (present-day Sakhalin) with his of Manufactured Products was published. university friend Takashi Mukaibo (who (1931) later became the President of the Yasushi Ishida devised the control chart, University of Tokyo), visiting pulp mill, which he called “makimono,” and used to coal mine, beet-sugar mill, etc. control the production process of He also visited Manchuria (present-day lightbulbs. (1931) Liaoning Province, China). Kanzo Kiribuchi introduced quality He became a member of the Chemical control as “Hinshitsu Tosei” in his book Society of Japan. -

Lean Six Sigma Yellow Belt Handbook
LEAN SIX SIGMA YELLOW BELT HANDBOOK POWERED BY THE GREEN DOT ACADEMY Shining light on new thinking. 2 TABLE OF CONTENTS Yellow Belt Learning Objectives ............................................................. 4 History and Background of Lean Six Sigma ........................................... 5 Origins of Lean Six Sigma ............................................................................ 5 Six Sigma Gurus ........................................................................................... 6 Lean Gurus ................................................................................................... 7 Benefits of Lean Six Sigma ........................................................................... 8 Revisiting DMAIC ......................................................................................... 9 Applying 5s ................................................................................................. 11 Yellow Belt Toolset, Skillset, and Mindset ........................................... 13 A3 Problem-Solving .................................................................................... 13 Importance of Data .................................................................................... 15 Voice of the Customer ................................................................................ 16 Cost of Quality ............................................................................................ 17 Going to the Gemba .................................................................................. -
Fishbone Exercise First
Fishbone Kaoru Ishikawa, Organizational Theorist (1915-1989) Cause & Effect Diagram Kaoru Ishikawa • Kaoru Ishikawa (石川 馨 Ishikawa Kaoru, July 13, 1915 – April 16, 1989) was a Japanese organizational theorist, Professor at the Faculty of Engineering at The University of Tokyo, noted for his quality management innovations. • He is considered a key figure in the development of quality initiatives in Japan, particularly the quality circle. • He is best known outside Japan for the Ishikawa or cause and effect diagram (also known as fishbone diagram) often used in the analysis of industrial processes. Outcome: Bad Coffee How and why does the system produce bad coffee? 1. Procedures 2. Equipment 3. Materials 4. People Learning to Improve Learning how to see the system. We want to make visible the actual organizational structures and policies at work. This is an essential context for identifying promising changes and testing specific courses of action. The question we are asking in the first segment this afternoon is this: Why do we get the outcomes that we currently do? When answering this question we tend to see the system through our particular lens. That is why we do this as a group. Individually we only provide a partial view. We want to see the whole system. What are we attempting to improve? • We know that our current system is not inclusive. We aren’t the same as we were in 1950, but we are also not where we want to be in 2020 or 2050. This lack of inclusion is a reproduced reality – socially reproduced outcomes. • At the center of our analysis is the student. -

Top Ten Quality Gurus 1. Dr. Walter Shewhart 2. Dr. W. Edwards
Top Ten Quality Gurus 1. Dr. Walter Shewhart 2. Dr. W. Edwards Deming 3. Dr. Joseph M. Juran 4. Armand V. Feigenbaum 5. Dr. Kaoru Ishikawa 6. Dr. Genichi Taguchi 7. Shigeo Shingo 8. Philip B. Crosby 9. Dr. Eliyahu M. Goldratt 10. Taiichi Ohno 1. Dr. Walter Shewhart Walter Andrew Shewhart (pronounced like "shoe-heart", March 18, 1891 - March 11, 1967) was an American physicist, engineer and statistician, sometimes known as the father of statistical quality control. W. Edwards Deming said of him: As a statistician, he was, like so many of the rest of us, self-taught, on a good background of physics and mathematics. Early life and education Born in New Canton, Illinois to Anton and Esta Barney Shewhart, he attended the University of Illinois before being awarded his doctorate in physics from the University of California, Berkeley in 1917. Work on industrial quality Bell Telephone’s engineers had been working to improve the reliability of their transmission systems. Because amplifiers and other equipment had to be buried underground, there was a business need to reduce the frequency of failures and repairs. When Dr. Shewhart joined the Western Electric Company Inspection Engineering Department at the Hawthorne Works in 1918, industrial quality was limited to inspecting finished products and removing defective items. That all changed on May 16, 1924. Dr. Shewhart's boss, George D. Edwards, recalled: "Dr. Shewhart prepared a little memorandum only about a page in length. About a third of that page was given over to a simple diagram which we would all recognize today as a schematic control chart.