Incompressible Non-Newtonian Fluid Flows
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Glossary Physics (I-Introduction)
1 Glossary Physics (I-introduction) - Efficiency: The percent of the work put into a machine that is converted into useful work output; = work done / energy used [-]. = eta In machines: The work output of any machine cannot exceed the work input (<=100%); in an ideal machine, where no energy is transformed into heat: work(input) = work(output), =100%. Energy: The property of a system that enables it to do work. Conservation o. E.: Energy cannot be created or destroyed; it may be transformed from one form into another, but the total amount of energy never changes. Equilibrium: The state of an object when not acted upon by a net force or net torque; an object in equilibrium may be at rest or moving at uniform velocity - not accelerating. Mechanical E.: The state of an object or system of objects for which any impressed forces cancels to zero and no acceleration occurs. Dynamic E.: Object is moving without experiencing acceleration. Static E.: Object is at rest.F Force: The influence that can cause an object to be accelerated or retarded; is always in the direction of the net force, hence a vector quantity; the four elementary forces are: Electromagnetic F.: Is an attraction or repulsion G, gravit. const.6.672E-11[Nm2/kg2] between electric charges: d, distance [m] 2 2 2 2 F = 1/(40) (q1q2/d ) [(CC/m )(Nm /C )] = [N] m,M, mass [kg] Gravitational F.: Is a mutual attraction between all masses: q, charge [As] [C] 2 2 2 2 F = GmM/d [Nm /kg kg 1/m ] = [N] 0, dielectric constant Strong F.: (nuclear force) Acts within the nuclei of atoms: 8.854E-12 [C2/Nm2] [F/m] 2 2 2 2 2 F = 1/(40) (e /d ) [(CC/m )(Nm /C )] = [N] , 3.14 [-] Weak F.: Manifests itself in special reactions among elementary e, 1.60210 E-19 [As] [C] particles, such as the reaction that occur in radioactive decay. -

Viscosity of Gases References
VISCOSITY OF GASES Marcia L. Huber and Allan H. Harvey The following table gives the viscosity of some common gases generally less than 2% . Uncertainties for the viscosities of gases in as a function of temperature . Unless otherwise noted, the viscosity this table are generally less than 3%; uncertainty information on values refer to a pressure of 100 kPa (1 bar) . The notation P = 0 specific fluids can be found in the references . Viscosity is given in indicates that the low-pressure limiting value is given . The dif- units of μPa s; note that 1 μPa s = 10–5 poise . Substances are listed ference between the viscosity at 100 kPa and the limiting value is in the modified Hill order (see Introduction) . Viscosity in μPa s 100 K 200 K 300 K 400 K 500 K 600 K Ref. Air 7 .1 13 .3 18 .5 23 .1 27 .1 30 .8 1 Ar Argon (P = 0) 8 .1 15 .9 22 .7 28 .6 33 .9 38 .8 2, 3*, 4* BF3 Boron trifluoride 12 .3 17 .1 21 .7 26 .1 30 .2 5 ClH Hydrogen chloride 14 .6 19 .7 24 .3 5 F6S Sulfur hexafluoride (P = 0) 15 .3 19 .7 23 .8 27 .6 6 H2 Normal hydrogen (P = 0) 4 .1 6 .8 8 .9 10 .9 12 .8 14 .5 3*, 7 D2 Deuterium (P = 0) 5 .9 9 .6 12 .6 15 .4 17 .9 20 .3 8 H2O Water (P = 0) 9 .8 13 .4 17 .3 21 .4 9 D2O Deuterium oxide (P = 0) 10 .2 13 .7 17 .8 22 .0 10 H2S Hydrogen sulfide 12 .5 16 .9 21 .2 25 .4 11 H3N Ammonia 10 .2 14 .0 17 .9 21 .7 12 He Helium (P = 0) 9 .6 15 .1 19 .9 24 .3 28 .3 32 .2 13 Kr Krypton (P = 0) 17 .4 25 .5 32 .9 39 .6 45 .8 14 NO Nitric oxide 13 .8 19 .2 23 .8 28 .0 31 .9 5 N2 Nitrogen 7 .0 12 .9 17 .9 22 .2 26 .1 29 .6 1, 15* N2O Nitrous -

Mechanical Dispersion of Clay from Soil Into Water: Readily-Dispersed and Spontaneously-Dispersed Clay Ewa A
Int. Agrophys., 2015, 29, 31-37 doi: 10.1515/intag-2015-0007 Mechanical dispersion of clay from soil into water: readily-dispersed and spontaneously-dispersed clay Ewa A. Czyż1,2* and Anthony R. Dexter2 1Department of Soil Science, Environmental Chemistry and Hydrology, University of Rzeszów, Zelwerowicza 8b, 35-601 Rzeszów, Poland 2Institute of Soil Science and Plant Cultivation (IUNG-PIB), Czartoryskich 8, 24-100 Puławy, Poland Received July 1, 2014; accepted October 10, 2014 A b s t r a c t. A method for the experimental determination of Clay particles can either flocculate or disperse in aque- the amount of clay dispersed from soil into water is described. The ous solution. When flocculation occurs, the particles com- method was evaluated using soil samples from agricultural fields bine to form larger, compound particles such as soil in 18 locations in Poland. Soil particle size distributions, contents microaggregates. When dispersion occurs, the particles of organic matter and exchangeable cations were measured by separate in suspension due to their electrical charge. Clay standard methods. Sub-samples were placed in distilled water flocculation leads to soils that are considered to be stable in wa- and were subjected to four different energy inputs obtained by ter whereas dispersion is associated with soils that are consi- different numbers of inversions (end-over-end movements). The dered to be unstable in water. We may note that this termi- amounts of clay that dispersed into suspension were measured by light scattering (turbidimetry). An empirical equation was devel- nology is the opposite of that used in colloid science where oped that provided an approximate fit to the experimental data for the terms ‘stable’ and ‘unstable’ are used in relation to the turbidity as a function of number of inversions. -

On Nonlinear Strain Theory for a Viscoelastic Material Model and Its Implications for Calving of Ice Shelves
Journal of Glaciology (2019), 65(250) 212–224 doi: 10.1017/jog.2018.107 © The Author(s) 2019. This is an Open Access article, distributed under the terms of the Creative Commons Attribution-NonCommercial-NoDerivatives licence (http://creativecommons.org/licenses/by-nc-nd/4.0/), which permits non-commercial re-use, distribution, and reproduction in any medium, provided the original work is unaltered and is properly cited. The written permission of Cambridge University Press must be obtained for commercial re- use or in order to create a derivative work. On nonlinear strain theory for a viscoelastic material model and its implications for calving of ice shelves JULIA CHRISTMANN,1,2 RALF MÜLLER,2 ANGELIKA HUMBERT1,3 1Division of Geosciences/Glaciology, Alfred Wegener Institute Helmholtz Centre for Polar and Marine Research, Bremerhaven, Germany 2Institute of Applied Mechanics, University of Kaiserslautern, Kaiserslautern, Germany 3Division of Geosciences, University of Bremen, Bremen, Germany Correspondence: Julia Christmann <[email protected]> ABSTRACT. In the current ice-sheet models calving of ice shelves is based on phenomenological approaches. To obtain physics-based calving criteria, a viscoelastic Maxwell model is required account- ing for short-term elastic and long-term viscous deformation. On timescales of months to years between calving events, as well as on long timescales with several subsequent iceberg break-offs, deformations are no longer small and linearized strain measures cannot be used. We present a finite deformation framework of viscoelasticity and extend this model by a nonlinear Glen-type viscosity. A finite element implementation is used to compute stress and strain states in the vicinity of the ice-shelf calving front. -
Colloidal Suspensions
Chapter 9 Colloidal suspensions 9.1 Introduction So far we have discussed the motion of one single Brownian particle in a surrounding fluid and eventually in an extaernal potential. There are many practical applications of colloidal suspensions where several interacting Brownian particles are dissolved in a fluid. Colloid science has a long history startying with the observations by Robert Brown in 1828. The colloidal state was identified by Thomas Graham in 1861. In the first decade of last century studies of colloids played a central role in the development of statistical physics. The experiments of Perrin 1910, combined with Einstein's theory of Brownian motion from 1905, not only provided a determination of Avogadro's number but also laid to rest remaining doubts about the molecular composition of matter. An important event in the development of a quantitative description of colloidal systems was the derivation of effective pair potentials of charged colloidal particles. Much subsequent work, largely in the domain of chemistry, dealt with the stability of charged colloids and their aggregation under the influence of van der Waals attractions when the Coulombic repulsion is screened strongly by the addition of electrolyte. Synthetic colloidal spheres were first made in the 1940's. In the last twenty years the availability of several such reasonably well characterised "model" colloidal systems has attracted physicists to the field once more. The study, both theoretical and experimental, of the structure and dynamics of colloidal suspensions is now a vigorous and growing subject which spans chemistry, chemical engineering and physics. A colloidal dispersion is a heterogeneous system in which particles of solid or droplets of liquid are dispersed in a liquid medium. -

Shear Thickening in Concentrated Suspensions: Phenomenology
Shear thickening in concentrated suspensions: phenomenology, mechanisms, and relations to jamming Eric Brown School of Natural Sciences, University of California, Merced, CA 95343 Heinrich M. Jaeger James Franck Institute, The University of Chicago, Chicago, IL 60637 (Dated: July 22, 2013) Shear thickening is a type of non-Newtonian behavior in which the stress required to shear a fluid increases faster than linearly with shear rate. Many concentrated suspensions of particles exhibit an especially dramatic version, known as Discontinuous Shear Thickening (DST), in which the stress suddenly jumps with increasing shear rate and produces solid-like behavior. The best known example of such counter-intuitive response to applied stresses occurs in mixtures of cornstarch in water. Over the last several years, this shear-induced solid-like behavior together with a variety of other unusual fluid phenomena has generated considerable interest in the physics of densely packed suspensions. In this review, we discuss the common physical properties of systems exhibiting shear thickening, and different mechanisms and models proposed to describe it. We then suggest how these mechanisms may be related and generalized, and propose a general phase diagram for shear thickening systems. We also discuss how recent work has related the physics of shear thickening to that of granular materials and jammed systems. Since DST is described by models that require only simple generic interactions between particles, we outline the broader context of other concentrated many-particle systems such as foams and emulsions, and explain why DST is restricted to the parameter regime of hard-particle suspensions. Finally, we discuss some of the outstanding problems and emerging opportunities. -

Guide to Rheological Nomenclature: Measurements in Ceramic Particulate Systems
NfST Nisr National institute of Standards and Technology Technology Administration, U.S. Department of Commerce NIST Special Publication 946 Guide to Rheological Nomenclature: Measurements in Ceramic Particulate Systems Vincent A. Hackley and Chiara F. Ferraris rhe National Institute of Standards and Technology was established in 1988 by Congress to "assist industry in the development of technology . needed to improve product quality, to modernize manufacturing processes, to ensure product reliability . and to facilitate rapid commercialization ... of products based on new scientific discoveries." NIST, originally founded as the National Bureau of Standards in 1901, works to strengthen U.S. industry's competitiveness; advance science and engineering; and improve public health, safety, and the environment. One of the agency's basic functions is to develop, maintain, and retain custody of the national standards of measurement, and provide the means and methods for comparing standards used in science, engineering, manufacturing, commerce, industry, and education with the standards adopted or recognized by the Federal Government. As an agency of the U.S. Commerce Department's Technology Administration, NIST conducts basic and applied research in the physical sciences and engineering, and develops measurement techniques, test methods, standards, and related services. The Institute does generic and precompetitive work on new and advanced technologies. NIST's research facilities are located at Gaithersburg, MD 20899, and at Boulder, CO 80303. -
Known As the Dispersed Phase), Distributed Throughout a Continuous Phase (Known As Dispersion Medium)
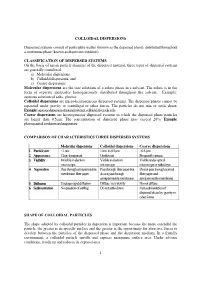
COLLOIDAL DISPERSIONS Dispersed systems consist of particulate matter (known as the dispersed phase), distributed throughout a continuous phase (known as dispersion medium). CLASSIFICATION OF DISPERSED SYSTEMS On the basis of mean particle diameter of the dispersed material, three types of dispersed systems are generally considered: a) Molecular dispersions b) Colloidal dispersions, and c) Coarse dispersions Molecular dispersions are the true solutions of a solute phase in a solvent. The solute is in the form of separate molecules homogeneously distributed throughout the solvent. Example: aqueous solution of salts, glucose Colloidal dispersions are micro-heterogeneous dispersed systems. The dispersed phases cannot be separated under gravity or centrifugal or other forces. The particles do not mix or settle down. Example: aqueous dispersion of natural polymer, colloidal silver sols, jelly Coarse dispersions are heterogeneous dispersed systems in which the dispersed phase particles are larger than 0.5µm. The concentration of dispersed phase may exceed 20%. Example: pharmaceutical emulsions and suspensions COMPARISON OF CHARACTERISTICS THREE DISPERSED SYSTEMS Molecular dispersions Colloidal dispersions Coarse dispersions 1. Particle size <1 nm 1 nm to 0.5 µm >0.5 µm 2. Appearance Clear, transparent Opalescent Frequently opaque 3. Visibility Invisible in electron Visible in electron Visible under optical microscope microscope microscope or naked eye 4. Separation Pass through semipermeable Pass through filter paper but Do not pass through -

Application Note to the Field Pumping Non-Newtonian Fluids with Liquiflo Gear Pumps
Pumping Non-Newtonian Fluids Application Note to the Field with Liquiflo Gear Pumps Application Note Number: 0104-2 Date: April 10, 2001; Revised Jan. 2016 Newtonian vs. non-Newtonian Fluids: Fluids fall into one of two categories: Newtonian or non-Newtonian. A Newtonian fluid has a constant viscosity at a particular temperature and pressure and is independent of shear rate. A non-Newtonian fluid has viscosity that varies with shear rate. The apparent viscosity is a measure of the resistance to flow of a non-Newtonian fluid at a given temperature, pressure and shear rate. Newton’s Law states that shear stress () is equal the dynamic viscosity () multiplied by the shear rate (): = . A fluid which obeys this relationship, where is constant, is called a Newtonian fluid. Therefore, for a Newtonian fluid, shear stress is directly proportional to shear rate. If however, varies as a function of shear rate, the fluid is non-Newtonian. In the SI system, the unit of shear stress is pascals (Pa = N/m2), the unit of shear rate is hertz or reciprocal seconds (Hz = 1/s), and the unit of dynamic viscosity is pascal-seconds (Pa-s). In the cgs system, the unit of shear stress is dynes per square centimeter (dyn/cm2), the unit of shear rate is again hertz or reciprocal seconds, and the unit of dynamic viscosity is poises (P = dyn-s-cm-2). To convert the viscosity units from one system to another, the following relationship is used: 1 cP = 1 mPa-s. Pump shaft speed is normally measured in RPM (rev/min). -

CHAPTER 3 Transport and Dispersion of Air Pollution
CHAPTER 3 Transport and Dispersion of Air Pollution Lesson Goal Demonstrate an understanding of the meteorological factors that influence wind and turbulence, the relationship of air current stability, and the effect of each of these factors on air pollution transport and dispersion; understand the role of topography and its influence on air pollution, by successfully completing the review questions at the end of the chapter. Lesson Objectives 1. Describe the various methods of air pollution transport and dispersion. 2. Explain how dispersion modeling is used in Air Quality Management (AQM). 3. Identify the four major meteorological factors that affect pollution dispersion. 4. Identify three types of atmospheric stability. 5. Distinguish between two types of turbulence and indicate the cause of each. 6. Identify the four types of topographical features that commonly affect pollutant dispersion. Recommended Reading: Godish, Thad, “The Atmosphere,” “Atmospheric Pollutants,” “Dispersion,” and “Atmospheric Effects,” Air Quality, 3rd Edition, New York: Lewis, 1997, pp. 1-22, 23-70, 71-92, and 93-136. Transport and Dispersion of Air Pollution References Bowne, N.E., “Atmospheric Dispersion,” S. Calvert and H. Englund (Eds.), Handbook of Air Pollution Technology, New York: John Wiley & Sons, Inc., 1984, pp. 859-893. Briggs, G.A. Plume Rise, Washington, D.C.: AEC Critical Review Series, 1969. Byers, H.R., General Meteorology, New York: McGraw-Hill Publishers, 1956. Dobbins, R.A., Atmospheric Motion and Air Pollution, New York: John Wiley & Sons, 1979. Donn, W.L., Meteorology, New York: McGraw-Hill Publishers, 1975. Godish, Thad, Air Quality, New York: Academic Press, 1997, p. 72. Hewson, E. Wendell, “Meteorological Measurements,” A.C. -

Impact of Thixotropy on Flow Patterns Induced in a Stirred Tank
CORE Metadata, citation and similar papers at core.ac.uk Provided by Open Archive Toulouse Archive Ouverte Impact of thixotropy on flow patterns induced in a stirred tank: Numerical and experimental studies G. Couerbe a, D.F. Fletcher b, C. Xuereb a, M. Poux a,∗ a Universit e´ de Toulouse, Laboratoire de G enie´ Chimique, CNRS/INP/UPS, 5 rue Paulin Talabot, BP 1301, 31106 Toulouse Cedex, France b School of Chemical and Biomolecular Engineering, The University of Sydney, NSW 2006, Australia abstract Agitation of a thixotropic shear•thinning fluid exhibiting a yield stress is investigated both experimentally and via simulations. Steady•state experiments are conducted at three 1 impeller rotation rates (1, 2 and 8 s − ) for a tank stirred with an axial•impeller and flow•field measurements are made using particle image velocimetry (PIV) measurements. Three• dimensional numerical simulations are also performed using the commercial CFD code Keywords: ANSYS CFX10.0. The viscosity of the suspension is determined experimentally and is mod• Thixotropy elled using two shear•dependant laws, one of which takes into account the flow instabilities CFD of such fluids at low shear rates. At the highest impeller speed, the flow exhibits the famil• PIV iar outward pumping action associated with axial•flow impellers. However, as the impeller Stirred tank speed decreases, a cavern is formed around the impeller, the flow generated in the vicin• Impeller ity of the agitator reorganizes and its pumping capacity vanishes. An unusual flow pattern, Mixing where the radial velocity dominates, is observed experimentally at the lowest stirring speed. It is found to result from wall slip effects. -

Rheology in Pharmaceutical Formulations-A Perspective
evelo f D pin l o g a D Mastropietro et al., J Develop Drugs 2013, 2:2 n r r u u g o s J Journal of Developing Drugs DOI: 10.4172/2329-6631.1000108 ISSN: 2329-6631 Review Article Open Access Rheology in Pharmaceutical Formulations-A Perspective David J Mastropietro1, Rashel Nimroozi2 and Hossein Omidian1* 1Department of Pharmaceutical Sciences, College of Pharmacy, Nova Southeastern University, Fort Lauderdale, Florida, USA 2Westside Regional Medical Center, Pharmacy Department, Plantation, Florida, USA Abstract Medications produced as semi-solids type product such as creams, ointments and lotions are based on emulsion or suspension type systems consisting of two or more incompatible materials. In order to be manufactured, these dosage forms need specific flow properties so they can be placed into a container, remain stable over time, dispensed, handled and properly applied to the affected area by patients. Rheology is therefore crucially important as it will directly affect the way a drug is formulated and developed, the quality of the raw and finished product, the drug efficacy, the way a patient adheres to the prescribed drug, and the overall healthcare cost. It can be concluded that there are inherent and independent factors that affect the flow property of a medicated material during every stage of its manufacturing all the way to its use. Keywords: Pharmaceutical formulation; Rheology; Viscosity; dampened as the particles easily slide over one another to maintain a Suspensions; Rheology modifiers; Hydrophilic polymers steady viscosity, or Newtonian behavior. If stress is applied at a faster rate, the spherical particles slide faster over each other to maintain Introduction their history of viscosity.