Birefringence Gradient Development During Drying of Solution Cast
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-

2.1.5 Stress-Strain Relation for Anisotropic Materials
,/... + -:\ 2.1.5Stress-strain Relation for AnisotropicMaterials The generalizedHook's law relatingthe stressesto strainscan be writtenin the form U2, 13,30-32]: o,=C,,€, (i,i =1,2,.........,6) Where: o, - Stress('ompttnents C,, - Elasticity matrix e,-Straincomponents The material properties (elasticity matrix, Cr) has thirty-six constants,stress-strain relations in the materialcoordinates are: [30] O1 LI CT6 a, l O2 03_ a, -t ....(2-6) T23 1/ )1 T32 1/1l 'Vt) Tt2 C16 c66 I The relations in equation (3-6) are referred to as characterizing anisotropicmaterials since there are no planes of symmetry for the materialproperties. An alternativename for suchanisotropic material is a triclinic material. If there is one plane of material property symmetry,the stress- strainrelations reduce to: -'+1-/ ) o1 c| ct2 ct3 0 0 crc €l o2 c12 c22 c23 0 0 c26 a: ct3 C23 ci3 0 0 c36 o-\ o3 ....(2-7) 723 000cqqc450 y)1 T3l 000c4sc5s0 Y3l T1a ct6 c26 c36 0 0 c66 1/t) Where the plane of symmetryis z:0. Such a material is termed monoclinicwhich containstfirfen independentelastic constants. If there are two brthogonalplanes of material property symmetry for a material,symmetry will existrelative to a third mutuallyorthogonal plane. The stress-strainrelations in coordinatesaligned with principal material directionswhich are parallel to the intersectionsof the three orthogonalplanes of materialsymmetry, are'. Ol ctl ct2ctl000 tl O2 Ct2 c22c23000 a./ o3 ct3 c23c33000 * o-\ ....(2-8) T23 0 00c4400 y)1 yll 731 0 000css0 712 0 0000cr'e 1/1) 'lt"' -' , :t i' ,/ Suchmaterial is calledorthotropic material.,There is no interaction betweennormal StreSSeS ot r 02, 03) andanisotropic materials. -
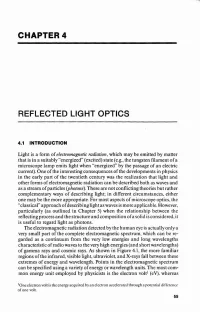
Chapter 4 Reflected Light Optics
l CHAPTER 4 REFLECTED LIGHT OPTICS 4.1 INTRODUCTION Light is a form ofelectromagnetic radiation. which may be emitted by matter that is in a suitably "energized" (excited) state (e.g.,the tungsten filament ofa microscope lamp emits light when "energized" by the passage of an electric current). One ofthe interesting consequences ofthe developments in physics in the early part of the twentieth century was the realization that light and other forms of electromagnetic radiation can be described both as waves and as a stream ofparticles (photons). These are not conflicting theories but rather complementary ways of describing light; in different circumstances. either one may be the more appropriate. For most aspects ofmicroscope optics. the "classical" approach ofdescribing light as waves is more applicable. However, particularly (as outlined in Chapter 5) when the relationship between the reflecting process and the structure and composition ofa solid is considered. it is useful to regard light as photons. The electromagnetic radiation detected by the human eye is actually only a very small part of the complete electromagnetic spectrum, which can be re garded as a continuum from the very low energies and long wavelengths characteristic ofradio waves to the very high energies (and shortwavelengths) of gamma rays and cosmic rays. As shown in Figure 4.1, the more familiar regions ofthe infrared, visible light, ultraviolet. and X-rays fall between these extremes of energy and wavelength. Points in the electromagnetic spectrum can be specified using a variety ofenergy or wavelength units. The most com mon energy unit employed by physicists is the electron volt' (eV). -

Optical Properties of Tio2 Based Multilayer Thin Films: Application to Optical Filters
Int. J. Thin Fil. Sci. Tec. 4, No. 1, 17-21 (2015) 17 International Journal of Thin Films Science and Technology http://dx.doi.org/10.12785/ijtfst/040104 Optical Properties of TiO2 Based Multilayer Thin Films: Application to Optical Filters. M. Kitui1, M. M Mwamburi2, F. Gaitho1, C. M. Maghanga3,*. 1Department of Physics, Masinde Muliro University of Science and Technology, P.O. Box 190, 50100, Kakamega, Kenya. 2Department of Physics, University of Eldoret, P.O. Box 1125 Eldoret, Kenya. 3Department of computer and Mathematics, Kabarak University, P.O. Private Bag Kabarak, Kenya. Received: 6 Jul. 2014, Revised: 13 Oct. 2014, Accepted: 19 Oct. 2014. Published online: 1 Jan. 2015. Abstract: Optical filters have received much attention currently due to the increasing demand in various applications. Spectral filters block specific wavelengths or ranges of wavelengths and transmit the rest of the spectrum. This paper reports on the simulated TiO2 – SiO2 optical filters. The design utilizes a high refractive index TiO2 thin films which were fabricated using spray Pyrolysis technique and low refractive index SiO2 obtained theoretically. The refractive index and extinction coefficient of the fabricated TiO2 thin films were extracted by simulation based on the best fit. This data was then used to design a five alternating layer stack which resulted into band pass with notch filters. The number of band passes and notches increase with the increase of individual layer thickness in the stack. Keywords: Multilayer, Optical filter, TiO2 and SiO2, modeling. 1. Introduction successive boundaries of different layers of the stack. The interface formed between the alternating layers has a great influence on the performance of the multilayer devices [4]. -

Second Harmonic Generation in Nonlinear Optical Crystal
Second Harmonic Generation in Nonlinear Optical Crystal Diana Jeong 1. Introduction In traditional electromagnetism textbooks, polarization in the dielectric material is linearly proportional to the applied electric field. However since in 1960, when the coherent high intensity light source became available, people realized that the linearity is only an approximation. Instead, the polarization can be expanded in terms of applied electric field. (Component - wise expansion) (1) (1) (2) (3) Pk = ε 0 (χ ik Ei + χ ijk Ei E j + χ ijkl Ei E j Ek +L) Other quantities like refractive index (n) can be expanded in terms of electric field as well. And the non linear terms like second (E^2) or third (E^3) order terms become important. In this project, the optical nonlinearity is present in both the source of the laser-mode-locked laser- and the sample. Second Harmonic Generation (SHG) is a coherent optical process of radiation of dipoles in the material, dependent on the second term of the expansion of polarization. The dipoles are oscillated with the applied electric field of frequency w, and it radiates electric field of 2w as well as 1w. So the near infrared input light comes out as near UV light. In centrosymmetric materials, SHG cannot be demonstrated, because of the inversion symmetries in polarization and electric field. The only odd terms survive, thus the second order harmonics are not present. SHG can be useful in imaging biological materials. For example, the collagen fibers and peripheral nerves are good SHG generating materials. Since the SHG is a coherent process it, the molecules, or the dipoles are not excited in terms of the energy levels. -

Lecture 14: Polarization
Matthew Schwartz Lecture 14: Polarization 1 Polarization vectors In the last lecture, we showed that Maxwell’s equations admit plane wave solutions ~ · − ~ · − E~ = E~ ei k x~ ωt , B~ = B~ ei k x~ ωt (1) 0 0 ~ ~ Here, E0 and B0 are called the polarization vectors for the electric and magnetic fields. These are complex 3 dimensional vectors. The wavevector ~k and angular frequency ω are real and in the vacuum are related by ω = c ~k . This relation implies that electromagnetic waves are disper- sionless with velocity c: the speed of light. In materials, like a prism, light can have dispersion. We will come to this later. In addition, we found that for plane waves 1 B~ = ~k × E~ (2) 0 ω 0 This equation implies that the magnetic field in a plane wave is completely determined by the electric field. In particular, it implies that their magnitudes are related by ~ ~ E0 = c B0 (3) and that ~ ~ ~ ~ ~ ~ k · E0 =0, k · B0 =0, E0 · B0 =0 (4) In other words, the polarization vector of the electric field, the polarization vector of the mag- netic field, and the direction ~k that the plane wave is propagating are all orthogonal. To see how much freedom there is left in the plane wave, it’s helpful to choose coordinates. We can always define the zˆ direction as where ~k points. When we put a hat on a vector, it means the unit vector pointing in that direction, that is zˆ=(0, 0, 1). Thus the electric field has the form iω z −t E~ E~ e c = 0 (5) ~ ~ which moves in the z direction at the speed of light. -

Multidisciplinary Design Project Engineering Dictionary Version 0.0.2
Multidisciplinary Design Project Engineering Dictionary Version 0.0.2 February 15, 2006 . DRAFT Cambridge-MIT Institute Multidisciplinary Design Project This Dictionary/Glossary of Engineering terms has been compiled to compliment the work developed as part of the Multi-disciplinary Design Project (MDP), which is a programme to develop teaching material and kits to aid the running of mechtronics projects in Universities and Schools. The project is being carried out with support from the Cambridge-MIT Institute undergraduate teaching programe. For more information about the project please visit the MDP website at http://www-mdp.eng.cam.ac.uk or contact Dr. Peter Long Prof. Alex Slocum Cambridge University Engineering Department Massachusetts Institute of Technology Trumpington Street, 77 Massachusetts Ave. Cambridge. Cambridge MA 02139-4307 CB2 1PZ. USA e-mail: [email protected] e-mail: [email protected] tel: +44 (0) 1223 332779 tel: +1 617 253 0012 For information about the CMI initiative please see Cambridge-MIT Institute website :- http://www.cambridge-mit.org CMI CMI, University of Cambridge Massachusetts Institute of Technology 10 Miller’s Yard, 77 Massachusetts Ave. Mill Lane, Cambridge MA 02139-4307 Cambridge. CB2 1RQ. USA tel: +44 (0) 1223 327207 tel. +1 617 253 7732 fax: +44 (0) 1223 765891 fax. +1 617 258 8539 . DRAFT 2 CMI-MDP Programme 1 Introduction This dictionary/glossary has not been developed as a definative work but as a useful reference book for engi- neering students to search when looking for the meaning of a word/phrase. It has been compiled from a number of existing glossaries together with a number of local additions. -
Lecture 26 – Propagation of Light Spring 2013 Semester Matthew Jones Midterm Exam
Physics 42200 Waves & Oscillations Lecture 26 – Propagation of Light Spring 2013 Semester Matthew Jones Midterm Exam Almost all grades have been uploaded to http://chip.physics.purdue.edu/public/422/spring2013/ These grades have not been adjusted Exam questions and solutions are available on the Physics 42200 web page . Outline for the rest of the course • Polarization • Geometric Optics • Interference • Diffraction • Review Polarization by Partial Reflection • Continuity conditions for Maxwell’s Equations at the boundary between two materials • Different conditions for the components of or parallel or perpendicular to the surface. Polarization by Partial Reflection • Continuity of electric and magnetic fields were different depending on their orientation: – Perpendicular to surface = = – Parallel to surface = = perpendicular to − cos + cos − cos = cos + cos cos = • Solve for /: − = !" + !" • Solve for /: !" = !" + !" perpendicular to cos − cos cos = cos + cos cos = • Solve for /: − = !" + !" • Solve for /: !" = !" + !" Fresnel’s Equations • In most dielectric media, = and therefore # sin = = = = # sin • After some trigonometry… sin − tan − = − = sin + tan + ) , /, /01 2 ) 45/ 2 /01 2 * = - . + * = + * )+ /01 2+32* )+ /01 2+32* 45/ 2+62* For perpendicular and parallel to plane of incidence. Application of Fresnel’s Equations • Unpolarized light in air ( # = 1) is incident -

Lecture 11: Introduction to Nonlinear Optics I
Lecture 11: Introduction to nonlinear optics I. Petr Kužel Formulation of the nonlinear optics: nonlinear polarization Classification of the nonlinear phenomena • Propagation of weak optic signals in strong quasi-static fields (description using renormalized linear parameters) ! Linear electro-optic (Pockels) effect ! Quadratic electro-optic (Kerr) effect ! Linear magneto-optic (Faraday) effect ! Quadratic magneto-optic (Cotton-Mouton) effect • Propagation of strong optic signals (proper nonlinear effects) — next lecture Nonlinear optics Experimental effects like • Wavelength transformation • Induced birefringence in strong fields • Dependence of the refractive index on the field intensity etc. lead to the concept of the nonlinear optics The principle of superposition is no more valid The spectral components of the electromagnetic field interact with each other through the nonlinear interaction with the matter Nonlinear polarization Taylor expansion of the polarization in strong fields: = ε χ + χ(2) + χ(3) + Pi 0 ij E j ijk E j Ek ijkl E j Ek El ! ()= ε χ~ (− ′ ) (′ ) ′ + Pi t 0 ∫ ij t t E j t dt + χ(2) ()()()− ′ − ′′ ′ ′′ ′ ′′ + ∫∫ ijk t t ,t t E j t Ek t dt dt + χ(3) ()()()()− ′ − ′′ − ′′′ ′ ′′ ′′′ ′ ′′ + ∫∫∫ ijkl t t ,t t ,t t E j t Ek t El t dt dt + ! ()ω = ε χ ()ω ()ω + ω χ(2) (ω ω ω ) (ω ) (ω )+ Pi 0 ij E j ∫ d 1 ijk ; 1, 2 E j 1 Ek 2 %"$"""ω"=ω +"#ω """" 1 2 + ω ω χ(3) ()()()()ω ω ω ω ω ω ω + ∫∫d 1d 2 ijkl ; 1, 2 , 3 E j 1 Ek 2 El 3 ! %"$""""ω"="ω +ω"#+ω"""""" 1 2 3 Linear electro-optic effect (Pockels effect) Strong low-frequency -
Lecture II Polarization Anisotropy Spectrum
Lecture II Polarization Anisotropy Spectrum Wayne Hu Crete, July 2008 Damping Tail Dissipation / Diffusion Damping • Imperfections in the coupled fluid → mean free path λC in the baryons • Random walk over diffusion scale: geometric mean of mfp & horizon λD ~ λC√N ~ √λCη >> λC • Overtake wavelength: λD ~ λ ; second order in λC/λ • Viscous damping for R<1; heat conduction damping for R>1 1.0 N=η / λC Power λD ~ λC√N 0.1 perfect fluid instant decoupling λ 500 1000 1500 Silk (1968); Hu & Sugiyama (1995); Hu & White (1996) l Dissipation / Diffusion Damping • Rapid increase at recombination as mfp ↑ • Independent of (robust to changes in) perturbation spectrum • Robust physical scale for angular diameter distance test (ΩK, ΩΛ) Recombination 1.0 Power 0.1 perfect fluid instant decoupling recombination 500 1000 1500 Silk (1968); Hu & Sugiyama (1995); Hu & White (1996) l Damping • Tight coupling equations assume a perfect fluid: no viscosity, no heat conduction • Fluid imperfections are related to the mean free path of the photons in the baryons −1 λC = τ_ where τ_ = neσT a is the conformal opacity to Thomson scattering • Dissipation is related to the diffusion length: random walk approximation p p p λD = NλC = η=λC λC = ηλC the geometric mean between the horizon and mean free path • λD/η∗ ∼ few %, so expect the peaks :> 3 to be affected by dissipation Equations of Motion • Continuity k Θ_ = − v − Φ_ ; δ_ = −kv − 3Φ_ 3 γ b b where the photon equation remains unchanged and the baryons follow number conservation with ρb = mbnb • Euler k v_ = k(Θ + Ψ) − π − τ_(v − v ) γ 6 γ γ b a_ v_ = − v + kΨ +τ _(v − v )=R b a b γ b where the photons gain an anisotropic stress term πγ from radiation viscosity and a momentum exchange term with the baryons and are compensated by the opposite term in the baryon Euler equation Viscosity • Viscosity is generated from radiation streaming from hot to cold regions • Expect k π ∼ v γ γ τ_ generated by streaming, suppressed by scattering in a wavelength of the fluctuation. -

Optical Properties of Materials JJL Morton
Electrical and optical properties of materials JJL Morton Electrical and optical properties of materials John JL Morton Part 5: Optical properties of materials 5.1 Reflection and transmission of light 5.1.1 Normal to the interface E z=0 z E E H A H C B H Material 1 Material 2 Figure 5.1: Reflection and transmission normal to the interface We shall now examine the properties of reflected and transmitted elec- tromagnetic waves. Let's begin by considering the case of reflection and transmission where the incident wave is normal to the interface, as shown in Figure 5.1. We have been using E = E0 exp[i(kz − !t)] to describe waves, where the speed of the wave (a function of the material) is !=k. In order to express the wave in terms which are explicitly a function of the material in which it is propagating, we can write the wavenumber k as: ! !n k = = = nk0 (5.1) c c0 where n is the refractive index of the material and k0 is the wavenumber of the wave, were it to be travelling in free space. We will therefore write a wave as the following (with z replaced with whatever direction the wave is travelling in): Ex = E0 exp [i (nk0z − !t)] (5.2) In this problem there are three waves we must consider: the incident wave A, the reflected wave B and the transmitted wave C. We'll write down the equations for each of these waves, using the impedance Z = Ex=Hy, and noting the flip in the direction of H upon reflection (see Figure 5.1), and the different refractive indices and impedances for the different materials. -

Understanding Polarization
Semrock Technical Note Series: Understanding Polarization The Standard in Optical Filters for Biotech & Analytical Instrumentation Understanding Polarization 1. Introduction Polarization is a fundamental property of light. While many optical applications are based on systems that are “blind” to polarization, a very large number are not. Some applications rely directly on polarization as a key measurement variable, such as those based on how much an object depolarizes or rotates a polarized probe beam. For other applications, variations due to polarization are a source of noise, and thus throughout the system light must maintain a fixed state of polarization – or remain completely depolarized – to eliminate these variations. And for applications based on interference of non-parallel light beams, polarization greatly impacts contrast. As a result, for a large number of applications control of polarization is just as critical as control of ray propagation, diffraction, or the spectrum of the light. Yet despite its importance, polarization is often considered a more esoteric property of light that is not so well understood. In this article our aim is to answer some basic questions about the polarization of light, including: what polarization is and how it is described, how it is controlled by optical components, and when it matters in optical systems. 2. A description of the polarization of light To understand the polarization of light, we must first recognize that light can be described as a classical wave. The most basic parameters that describe any wave are the amplitude and the wavelength. For example, the amplitude of a wave represents the longitudinal displacement of air molecules for a sound wave traveling through the air, or the transverse displacement of a string or water molecules for a wave on a guitar string or on the surface of a pond, respectively. -

Cosmic Microwave Background
1 29. Cosmic Microwave Background 29. Cosmic Microwave Background Revised August 2019 by D. Scott (U. of British Columbia) and G.F. Smoot (HKUST; Paris U.; UC Berkeley; LBNL). 29.1 Introduction The energy content in electromagnetic radiation from beyond our Galaxy is dominated by the cosmic microwave background (CMB), discovered in 1965 [1]. The spectrum of the CMB is well described by a blackbody function with T = 2.7255 K. This spectral form is a main supporting pillar of the hot Big Bang model for the Universe. The lack of any observed deviations from a 7 blackbody spectrum constrains physical processes over cosmic history at redshifts z ∼< 10 (see earlier versions of this review). Currently the key CMB observable is the angular variation in temperature (or intensity) corre- lations, and to a growing extent polarization [2–4]. Since the first detection of these anisotropies by the Cosmic Background Explorer (COBE) satellite [5], there has been intense activity to map the sky at increasing levels of sensitivity and angular resolution by ground-based and balloon-borne measurements. These were joined in 2003 by the first results from NASA’s Wilkinson Microwave Anisotropy Probe (WMAP)[6], which were improved upon by analyses of data added every 2 years, culminating in the 9-year results [7]. In 2013 we had the first results [8] from the third generation CMB satellite, ESA’s Planck mission [9,10], which were enhanced by results from the 2015 Planck data release [11, 12], and then the final 2018 Planck data release [13, 14]. Additionally, CMB an- isotropies have been extended to smaller angular scales by ground-based experiments, particularly the Atacama Cosmology Telescope (ACT) [15] and the South Pole Telescope (SPT) [16].