A Novel Universal Corner Module for Urban Electric Vehicles: Design, Prototype, and Experiment
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Meritor® Independent Front Suspension Drivetrain System
MERITOR® INDEPENDENT FRONT SUSPENSION DRIVETRAIN SYSTEM Meritor’s state-of-the-art modular drivetrain system for all-wheel drive (AWD) commercial trucks features the Independent Front Suspension (IFS) module equipped with modern steering geometry and air disc brake technology, and a low-profile shift on-the-fly transfer case. The IFS, available in drive or non-drive options, is a part of Meritor’s field-proven and widely acclaimed ProTec™ ISAS® line of independent suspensions. This bolt-on, modular solution does not require modifications to existing frame rails and maintains vehicle ride height. FEATURES AND BENEFITS ■ Proven Independent Suspension Axle System technology – The ISAS product line has been fitted on high-mobility vehicles for over 20 years. The Independent Front Suspension system leverages decades of expertise in designing and manufacturing field-proven systems. ■ Bolt-on system – The Independent Front Suspension does not require modifications to frame rails ■ 5 to 12 inch ride height reduction – Improves vehicle roll stability versus best-in-class beam axle ■ Modular solution – Maintains the same ride height of a rear-wheel drive (RWD) truck ■ Lower center of gravity – Better vehicle maneuverability and stability for safe and confident handling ■ 60 percent reduction in cab and driver-absorbed power – Ride harshness improvements as well as reduction in unwanted steering feedback lead to less physical fatigue for the driver, and higher reliability of the cab ■ 2-times the wheel travel – The Independent Front Suspension provides -

Tech 03: Spring Spacing, Roll Stiffness and Transverse Weight Transfer
Tech 03: Spring spacing, Roll Stiffness and Transverse Weight Transfer By ZŝĐŚĂƌĚ͞Doc͟ Hathaway, H&S Prototype and Design, LLC. Understanding how your choice of spring type, spring stiffness, spring placement and spring angle influence the front and rear roll stiffness and the roll stiffness distribution is important to understanding how the weight is distributed to the tires when the race car is cornering. In this tutorial we will work primarily with helping you understand how roll stiffness is determined and how your choice of the above mentioned variables affects its value. Just as the springs act to support the race car weight and control the vertical chassis motions, they also work to control the amount of roll the race car chassis has when cornering. This resistance to chassis roll offered by the springs is called roll stiffness. In addition to the roll stiffness, the front and rear roll center heights also determine how each of the suspensions transfer the cornering forces, the weight transfer and how much roll the chassis takes on during cornering. Tech 01- Springs, Shocks and your Suspension which was posted earlier is a reference for this Tech session. A quick overview of that material is included to assure you have correct suspension values with which to work. The terminology There are two primary angles that govern how race cars transfer weight during racing maneuvers. The first is the roll angle which is the angle, side-to-side, the car seeks as the turn is entered and as the car proceeds through the turn. If there is a roll angle, there MUST be a center for that rotation to occur about; that defines the roll center. -
Chassis Tuning 101 Matt Murphy’S Dirt Oval Chassis Tuning Guide
Chassis Tuning 101 Matt Murphy’s Dirt Oval Chassis Tuning Guide PREFACE Over the last 17 years of my life, I have raced Dirt Oval all over the United States, on foam tires and rubber, hard packed and loose dirt. I have learned a lot about chassis setup on many different track surfaces with many different types of cars. Much of what I have learned is from trial and error, and quite a bit I have learned from doing plain old research on race car chassis dynamics. My goal now is to take what I have learned, and share it with you, but I want to do so in the simplest, easiest to understand manner that I possibly can. I certainly do not know everything, and I am not always right, however I can say that it is rare that I work on a particular chassis setup, and do not find improvement with each adjustment. My theories are just that, and are intended only to help you better enjoy your RC race cars, no matter which make and model you choose. Some things I pay much more attention to than others when it comes to chassis setup, but please understand there is no right or wrong, there is simply what works best for YOU! INDEX: Chapter 1 - Introduction to Dirt Oval Chassis Setup Chapter 2 - Tires Chapter 3 - Springs, Shocks, and Chassis Height Chapter 4 - Toe, Camber, Caster, and Wheel Spacing Chapter 5 - Droop Chapter 6 - Camber Links and Roll Centers Chapter 7 - Wheelbase, Kickup, and Squat Chapter 8 - Sway Bars Chapter 9 - Transmissions and Drive Train Page 1 of 21 Chapter 1: Introduction to Dirt Oval Chassis Setup: Chassis Setup is the most important factor in having a fast Dirt Oval car. -

Torque Arm Suspension
CLICK for More Info Online g-Link Torque-Arm Watt-Link Rear Suspensions for GM Muscle Cars and Custom Installations Direct-Fit Suspensions 5857-A10-02 1964-67 Chevelle/A-Body 5857-A20-02 1968-72 Chevelle/A-Body 5857-F10-02 1967-69 Camaro/Firebird 5857-F21-02 1970-73 Camaro/Firebird 5857-F22-02 1974-81 Camaro/Firebird 5857-X10-02 1962-67 Nova (Chevy II) 5857-X20-02 1968-72 Nova (X-Body) 5857-F10-02 NOTE: Requires FAB9 or Ford 9” housing Custom-Fit Clip and Suspension 7155 Torque Arm Frame Clip 5857-U55-05 Suspension for 7155 Clip 5857-U02-04 Use with OEM Frames NOTE: Requires FAB9 or Ford 9” housing 7155 with 5857-U55-04 Torque Arm Suspension Conversion Features/Benefits: • Immediate acceleration/deceleration The g-Link torque arm systems directly replace the OEM rear response suspension for remarkably improved handling and performance. Each system is comprised of a fabricated torque arm, a pair of • Increases ability to steer with throttle g-Link pivotball tubular-steel or billet-aluminum lower arms, a Watts • Tremendous cornering capability link lateral locator, VariShock coil-overs, weld-on frame brackets, • Improves overall braking and optional billet-arm splined-end anti-roll bar. Together these • Watts link lateral locater components create a superior handling suspension system with • Works with mini-tubs multiple geometry and setting adjustments for further tuning and • Exclusive use of spherical pivot links improvement. Subframe g-Connectors and center support create the • Tubular or billet-aluminum lower arms torque arm chassis mount and are required for operation; these items sold separately. -

2020 Palisade
2020 PALISADE 1 Mike O’Brien Vice President, Product, Corporate & Digital Planning 2 INCREASING MIDSIZE SUV VOLUME: ALMOST 2MM/YR Small SUV Subcompact SUV Compact SUV Midsize SUV 3,500,000 FORECAST 3,000,000 2,500,000 2,000,000 1,923,630 1,678,411 1,500,000 1,000,000 500,000 0 CY14 CY15 CY16 CY17 CY18 CY19 CY20 CY21 CY22 CY23 CY24 CY25 *IHS Sales & Forecast May 2019 3 MIDSIZE SUV COMPETITIVE SET Honda Pilot Toyota Highlander Ford Explorer Volkswagen Atlas Subaru Ascent Mazda CX-9 Nissan Pathfinder Dodge Durango 4 INTRODUCING HYUNDAI PALISADE New flagship SUV Name references a line of high cliffs, as well as the strength of a fortress Aligns with the bold exterior that commands attention, and signaling safety/security for the family 5 2.1. 제품개발 개요 LX2 PALISADE DESIGN CONCEPT HYUNDAI KING TO CREATE OUR OWN SPIRIT IN HYUNDAI DESIGN IDENTITY 6 2.1. 제품개발 개요 LX2 PALISADE DESIGN CONCEPT Substantial, Strong & Protective • An expression of rugged utility with premium detailing • Unique & distinctive ‘Crocodile Eye’ light signature • Stance communicates all wheel drive capability 7 2.1. 제품개발 개요 LX2 PALISADE DESIGN CONCEPT The Modern Serenity of Yachting Relaxing comfort adventure with family 8 8 9 STRONG & SOPHISTICATED PROFILE 10 COMMANDING FRONT WITH CASCADING GRILLE DISTINCTIVE REAR WITH HARMONIZED LIGHTING 11 SIGNATURE STYLING ELEMENTS LED Headlights LED DRL Signature Lighting LED Taillights 18” or 20” wheels Bold Wide Cascading Grille Side Mirrors with LED turn signals 12 IMPROVED RIDE QUALITY Cabin opening area joints strengthened -

Embargoed Until April 17 at 10:45 ET New 2020 Hyundai Sonata Makes
Embargoed until April 17 at 10:45 ET New 2020 Hyundai Sonata Makes Its North American Debut at the New York International Auto Show The all-new Sonata embodies Hyundai’s Sensuous Sportiness design language with a sophisticated four-door-coupe look Hyundai’s third-generation vehicle platform enables improvements in design, safety, efficiency and driving performance Hyundai First: Sonata’s Digital Key allows the vehicle to be unlocked, started and driven without a physical key, via a smartphone Hyundai First: Hidden Lighting Lamps turn chrome when off and lit when on NEW YORK, April 17, 2019 – Hyundai today introduced its all-new 2020 Sonata at the New York International Auto Show, marking the North American debut of Hyundai’s longest-standing and most successful model. The eighth-generation Sonata is unlike any of its predecessors, showcasing Hyundai’s Sensuous Sportiness design philosophy, an all-new Smartstream G2.5 GDI engine and segment-first technology that can be personalized. Production of the 2020 Sonata starts in September at Hyundai Motor Manufacturing Alabama and retail sales begin in October. 1 “Sonata is our signature product,” said Mike O’Brien, vice president, product, corporate and digital planning, Hyundai Motor America. “Having been one of our first and most successful nameplates, Sonata is our legacy, and it needs to be special and memorable in all attributes. Sonata signifies our vision for future Hyundai designs, great active safety systems and cutting-edge technology that is effortless.” The new-generation Sonata is the first sedan designed with Hyundai’s Sensuous Sportiness design language. It is a fully transformed vehicle showcasing a sporty four-door-coupe look. -
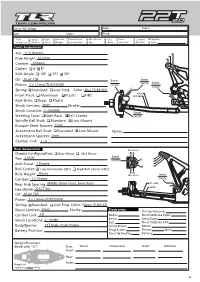
Toe: Ride Height: Camber: Caster: 0º 5º Kick Angle: 20º 25º 30º Oil: Piston: Chassis Configuration
Name: Kit Setup Date: Event: City: State: Track: Track Indoor Tight Smooth Hard Packed Blue Groove Wet Grass Low Bite High Bite Conditions Outdoor Open Rough Loose/Loamy Dry Dusty Astro Turf Med Bite Other Front Suspension Toe: +/- 0 degrees 1 2 Ride Height: 30.5mm 3 Camber: -1degree Caster: 0º x 5º Kick Angle: 20º 25º x 30º Oil: 30 wt. TLR 2mm 1mm SPACER 2mm Piston: 2 x 1.5mm (TLR233008) SPACER SPACER Spring: x Standard Low Freq. Color: Blue (TLR5183) B A 1 INSIDE Front Pivot: Aluminum x Plastic HRC OUTSIDE 2 Kick Shim: Brass Plastic Shock Limiters: 0mm Stroke: 1 - Outside Shock Location: 0mm Steering Type: Slide Rack x Bell Cranks SPACER Spindle Ball Stud: Standard x Low Mount Bumper Steer Spacers: 1mm Ackermann Ball Stud: Standard x Low Mount Notes: Ackermann Spacers: 1mm Camber Link: 1 - A Rear Suspension Rear Motor Chassis Configuration: Rear Motor Mid Motor B A 2mm Toe: 3.0 LRC C 4 SPACERS 3 Anti-Squat: 1 Degree 2 D 1 Roll Center: x Low Roll Center (LRC) High Roll Center (HRC) B A Ride Height: 29mm Mid Motor 0mm Camber: -1.5 Degree SPACER 1 Middle (2mm Front, 2mm Rear) OUTSIDE Rear Hub Spacing: 2 INSIDE Hex Width: 22SCT Std. Oil: 30 wt. TLR Piston: 2 x 1.6mm (TLR233009) Spring: x Standard Low Freq. Color: Yellow (TLR5167) 2mm Electronics Shock Limiters: Stroke: Timing Advance: Camber Link: 1-B Radio: Throttle/Brake Expo: Shock Locations: 2 - Inside Servo: Servo Expo: ESC: Throttle/Brake EPA: Body/Spoiler: 22T Body, Stock Spoiler Initial Brake: Motor: Battery Position: Drag Brake: Pinion: Spur: Throttle Profile: Battery: Weight Placement (Mark with “X”) Tires Tread Compound Insert Additive Front: Rear: Notes: Weight of each piece oz./g 69 Name: Date: Event: City: State: Track: Track Indoor Tight Smooth Hard Packed Blue Groove Wet Grass Low Bite High Bite Conditions Outdoor Open Rough Loose/Loamy Dry Dusty Astro Turf Med Bite Other Front Suspension Toe: 1 2 Ride Height: 3 Camber: Caster: 0º 5º Trail: 2mm 4mm Kick Angle: 20º 25º 30º Oil: SPACER Piston: SPACER SPACER Spring: Standard Low Freq. -

The University of Akron 2015 SAE Zips Baja Off-Road Racing Team 2015 Suspension System Design
The University of Akron IdeaExchange@UAkron The Dr. Gary B. and Pamela S. Williams Honors Honors Research Projects College Spring 2015 The niU versity of Akron 2015 SAE Zips Baja Off- Road Racing Team 2015 Suspension System Design Ryan W. Timura [email protected] Please take a moment to share how this work helps you through this survey. Your feedback will be important as we plan further development of our repository. Follow this and additional works at: http://ideaexchange.uakron.edu/honors_research_projects Part of the Acoustics, Dynamics, and Controls Commons, Computer-Aided Engineering and Design Commons, and the Other Mechanical Engineering Commons Recommended Citation Timura, Ryan W., "The nivU ersity of Akron 2015 SAE Zips Baja Off-Road Racing Team 2015 Suspension System Design" (2015). Honors Research Projects. 169. http://ideaexchange.uakron.edu/honors_research_projects/169 This Honors Research Project is brought to you for free and open access by The Dr. Gary B. and Pamela S. Williams Honors College at IdeaExchange@UAkron, the institutional repository of The nivU ersity of Akron in Akron, Ohio, USA. It has been accepted for inclusion in Honors Research Projects by an authorized administrator of IdeaExchange@UAkron. For more information, please contact [email protected], [email protected]. The University of Akron 2015 SAE Zips Baja Off -Road Racing Team 2015 Suspension System Design Ryan Timura BSME Student Contents Executive Summary ................................ ............................................................... -

Roll Center Technical Info.Pdf
Roll center The roll center of a vehicle is the imaginary point marking the center of where the car will roll (when cornering) when looked at from the front (or behind). The location of the geometric roll center is solely dictated by the suspension geometry. The official definition of roll center is: "The point in the transverse vertical plane through any pair of wheel centers at which lateral forces may be applied to the sprung mass without producing suspension roll". The significance of the roll center can only be appreciated when the vehicles center of mass is also considered. If there is a difference between the position of the center of mass and the roll center a “moment arm” is created. When the vehicle experiences lateral acceleration due to cornering, the roll center moves up or down and the size of the moment arm, combined with the stiffness of the springs and roll bars (sway bars in some parts of the world) dictate how much the vehicle will roll while cornering. The geometric roll center of the vehicle can be found by following basic geometrical procedures when the vehicle is static: Draw imaginary lines parallel to the suspension arms (in red). Then draw imaginary lines between the intersection points of the red lines and the bottom center of the wheels as shown in the picture (in green). The intersection point for these green lines is the roll center. You should note that the roll center will move when the suspension is compressed or lifted, that's why it's actually an instantaneous roll center. -

Rollover of Heavy Commercial Vehicles ISSN 0739 7100 October–December 2000, Vol
UNIVERSITY OF MICHIGAN TRANSPORTATION RESEARCH INSTITUTE • OCTOBER–DECEMBER 2000 • VOLUME 31, NUMBER 4 • Rollover of Heavy Commercial Vehicles ISSN 0739 7100 October–December 2000, Vol. 31, No. 4 Editor: Monica Milla Designer and Illustrator: Shekinah Errington Original Technical Illustrations: Chris Winkler Printer: UM Printing Services The UMTRI Research Review is published four times a year by the Research Information and Publications Center of the Uni- versity of Michigan Transportation Research Institute, 2901 Baxter Road, Ann Arbor, Michigan 48109-2150 (http:// www.umtri.umich.edu). The subscription price is $35 a year, payable by all subscribers except those who are staff members of a State of Michigan agency or an organization sponsoring research at the Institute. See the subscription form on the inside back cover. For change of address or deletion, please enclose your address label. The University of Michigan, as an equal opportunity/affirmative action em- ployer, complies with all applicable federal and state laws regarding nondis- crimination and affirmative action, including Title IX of the Education Amend- ments of 1972 and Section 504 of the Rehabilitation Act of 1973. The Univer- sity of Michigan is committed to a policy of nondiscrimination and equal op- portunity for all persons regardless of race, sex, color, religion, creed, national origin or ancestry, age, marital status, sexual orientation, disability, or Vietnam- era veteran status in employment, educational programs and activities, or ad- missions. Inquiries or complaints may be addressed to the University's Director of Affirmative Action and Title IX/Section 504 Coordinator, 4005 Wolverine Tower, Ann Arbor, Michigan 48109-1281, (734) 763-0235, TDD (734) 647- 1388. -

California State University, Northridge
CALIFORNIA STATE UNIVERSITY, NORTHRIDGE DESIGN AND ANALYSIS OF FORMULA SAE CAR SUSPENSION MEMBERS A thesis submitted in partial fulfillment of the requirements For the degree of Master of Science in Mechanical Engineering By Evan Drew Flickinger May 2014 The thesis of Evan Drew Flickinger is approved: Dr. Robert Ryan Date Dr. Nhut Ho Date Dr. Stewart Prince, Chair Date California State University, Northridge ii DEDICATION I dedicate this thesis in loving memory of my grandfather Russell H. Hopps (November 15th, 1928 – July 19th, 2012). Mr. Hopps graduated with high honors from Illinois in 1956. He joined Lockheed- California Company in 1967 and held numerous positions with the company before being named to vice president and general manager of engineering. He was responsible for all engineering at Lockheed and supervised 3500 engineers and scientists. Mr. Hopps was directly responsible for the preliminary design of six aircraft that have gone into production and for the incorporation of advanced systems in aircraft. He was an advisor for aircraft design and aeronautics to NASA, a receipt of the UIUC Aeronautical and Astronautical Engineering Distinguished Alumnus Award, and of the San Fernando Valley Engineers Council Merit Award. iii TABLE OF CONTENTS SIGNATURE PAGE .......................................................................................................... ii DEDICATION ................................................................................................................... iii LIST OF TABLES ............................................................................................................ -

Alston Race Cars Performance Suspension Parts Catalog
ChASSIS COMpONeNTS • ROLL BARS & SuSpeNSION SySTeMS • INTeRIOR KITS V23 Alston is a proud sponsor of INDEX PRODUCT INDEX Complete Kits ..................................................................................3 Performance Suspension Complete Kits .....................................22 New - Camaro Body and Chassis Kits ........................................4 - 5 Mustang: Bolt-On Braces, Bars & Arms ........................................23 Roll Bar Application Chart ..............................................................6 Mustang: Performance Suspension ..............................................24 Roll Bar & Roll Cage Accessories ....................................................7 Bolt-On Front and Rear Suspension ......................................25 - 27 Pro-Gas & Pro-Link Chassis Kits ......................................................8 Independent Rear Suspension ..............................................28 - 29 Frame Rails ......................................................................................8 Steering Column Kits ....................................................................30 Ladder Bar & 4-Link Rear Frame Kits..............................................9 Adjustable Lower Coil Over Shock Mounts ................................30 Universal Sub Frame Kits ................................................................9 Engine Torque Limiter ..................................................................30 Dropped Cross Mamber ..................................................................9