The Triple Expansion Engine from the 1880S Until After World War II, the Visual Landscape of the Great Lakes Was Defined by Smoke
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Engine Components and Filters: Damage Profiles, Probable Causes and Prevention
ENGINE COMPONENTS AND FILTERS: DAMAGE PROFILES, PROBABLE CAUSES AND PREVENTION Technical Information AFTERMARKET Contents 1 Introduction 5 2 General topics 6 2.1 Engine wear caused by contamination 6 2.2 Fuel flooding 8 2.3 Hydraulic lock 10 2.4 Increased oil consumption 12 3 Top of the piston and piston ring belt 14 3.1 Hole burned through the top of the piston in gasoline and diesel engines 14 3.2 Melting at the top of the piston and the top land of a gasoline engine 16 3.3 Melting at the top of the piston and the top land of a diesel engine 18 3.4 Broken piston ring lands 20 3.5 Valve impacts at the top of the piston and piston hammering at the cylinder head 22 3.6 Cracks in the top of the piston 24 4 Piston skirt 26 4.1 Piston seizure on the thrust and opposite side (piston skirt area only) 26 4.2 Piston seizure on one side of the piston skirt 27 4.3 Diagonal piston seizure next to the pin bore 28 4.4 Asymmetrical wear pattern on the piston skirt 30 4.5 Piston seizure in the lower piston skirt area only 31 4.6 Heavy wear at the piston skirt with a rough, matte surface 32 4.7 Wear marks on one side of the piston skirt 33 5 Support – piston pin bushing 34 5.1 Seizure in the pin bore 34 5.2 Cratered piston wall in the pin boss area 35 6 Piston rings 36 6.1 Piston rings with burn marks and seizure marks on the 36 piston skirt 6.2 Damage to the ring belt due to fractured piston rings 37 6.3 Heavy wear of the piston ring grooves and piston rings 38 6.4 Heavy radial wear of the piston rings 39 7 Cylinder liners 40 7.1 Pitting on the outer -
MACHINES OR ENGINES, in GENERAL OR of POSITIVE-DISPLACEMENT TYPE, Eg STEAM ENGINES
F01B MACHINES OR ENGINES, IN GENERAL OR OF POSITIVE-DISPLACEMENT TYPE, e.g. STEAM ENGINES (of rotary-piston or oscillating-piston type F01C; of non-positive-displacement type F01D; internal-combustion aspects of reciprocating-piston engines F02B57/00, F02B59/00; crankshafts, crossheads, connecting-rods F16C; flywheels F16F; gearings for interconverting rotary motion and reciprocating motion in general F16H; pistons, piston rods, cylinders, for engines in general F16J) Definition statement This subclass/group covers: Machines or engines, in general or of positive-displacement type References relevant to classification in this subclass This subclass/group does not cover: Rotary-piston or oscillating-piston F01C type Non-positive-displacement type F01D Informative references Attention is drawn to the following places, which may be of interest for search: Internal combustion engines F02B Internal combustion aspects of F02B 57/00; F02B 59/00 reciprocating piston engines Crankshafts, crossheads, F16C connecting-rods Flywheels F16F Gearings for interconverting rotary F16H motion and reciprocating motion in general Pistons, piston rods, cylinders for F16J engines in general 1 Cyclically operating valves for F01L machines or engines Lubrication of machines or engines in F01M general Steam engine plants F01K Glossary of terms In this subclass/group, the following terms (or expressions) are used with the meaning indicated: In patent documents the following abbreviations are often used: Engine a device for continuously converting fluid energy into mechanical power, Thus, this term includes, for example, steam piston engines or steam turbines, per se, or internal-combustion piston engines, but it excludes single-stroke devices. Machine a device which could equally be an engine and a pump, and not a device which is restricted to an engine or one which is restricted to a pump. -
Building a Small Horizontal Steam Engine
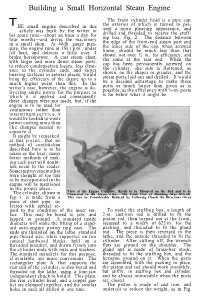
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -

Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods
materials Review Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods Justyna Skowro ´nska* , Andrzej Kosucki and Łukasz Stawi ´nski Institute of Machine Tools and Production Engineering, Lodz University of Technology, ul. Stefanowskiego 1/15, 90-924 Lodz, Poland; [email protected] (A.K.); [email protected] (Ł.S.) * Correspondence: [email protected] Abstract: The article is an overview of various materials used in power hydraulics for basic hydraulic actuators components such as cylinders, cylinder caps, pistons, piston rods, glands, and sealing systems. The aim of this review is to systematize the state of the art in the field of materials and surface modification methods used in the production of actuators. The paper discusses the requirements for the elements of actuators and analyzes the existing literature in terms of appearing failures and damages. The most frequently applied materials used in power hydraulics are described, and various surface modifications of the discussed elements, which are aimed at improving the operating parameters of actuators, are presented. The most frequently used materials for actuators elements are iron alloys. However, due to rising ecological requirements, there is a tendency to looking for modern replacements to obtain the same or even better mechanical or tribological parameters. Sealing systems are manufactured mainly from thermoplastic or elastomeric polymers, which are characterized by Citation: Skowro´nska,J.; Kosucki, low friction and ensure the best possible interaction of seals with the cooperating element. In the A.; Stawi´nski,Ł. Overview of field of surface modification, among others, the issue of chromium plating of piston rods has been Materials Used for the Basic Elements discussed, which, due, to the toxicity of hexavalent chromium, should be replaced by other methods of Hydraulic Actuators and Sealing of improving surface properties. -

The Propulsion of Sea Ships – in the Past, Present and Future –
The Propulsion of Sea Ships – in the Past, Present and Future – (Speech by Bernd Röder on the occasion of the VHT General Meeting on 11.12.2008) To prepare for today’s topic, more specifically for the topic: ship propulsion of the future, I did what every reasonable person would have done in my situation if he should have a look into the future – I dug out our VHT crystal ball. As you know, our crystal ball is a reliable and cost-efficient resource which we have been using for a long time with great suc- cess. Among other things, we’ve been using it to provide you with the repair costs or their duration or the probable claims experience of a policy, etc. or to create short-term damage statistics, as well. So, I asked the crystal ball: What does ship propulsion of the future look like? Every future and all statistics lie in the crystal ball I must, however, admit that what I saw there was somewhat irritating, and it led me to only the one conclusion – namely, that we’re taking a look into the very distant future at a time in which humanity has not only used up all of the oil reserves but also the entire wind. This time, we’re not really going to get any further with the crystal ball. Ship propulsion of the future or 'back to the roots'? But, sometimes it helps to have a look into the past to be able to say something about the fu- ture. According to the principle, draw a line connecting the distant past to today and simply extend it into the future. -

Steam and You! How Steam Engines Helped the United States to Expand Reading
Name____________________________________ Date ____________ Steam and You! How Steam Engines Helped The United States To Expand Reading How Is Steam Used To Help People? (Please fill in any blank spaces as you read) Have you ever observed steam, also known as water vapor? For centuries, people have observed steam and how it moves. Describe steam on the line below. Does it rise or fall?____________________________________________________________ Steam is _______ and it ___________. When lots of steam moves into a pipe, it creates pressure that can be used to move things. Inventors discovered about 300 years ago that they could use steam to power machines. These machines have transformed human life. Steam is used today to help power ships and to spin large turbines that generate electricity for millions of people throughout the world. The steam engine was one of the most important inventions of the Industrial Revolution that occurred about from about 1760 to 1840. The Industrial Revolution was a time when machine technology rapidly changed society. Steam engines were used to power train locomotives, steamboats, machines in factories, equipment in mines, and even automobiles before other kinds of engines were invented. Boiling water in a tea kettle produces A steamboat uses a steam engine to steam. Steam can power a steam engine. turn a paddlewheel to move the boat. A steam locomotive was powered when A steam turbine is a large metal cylinder coal or wood was burned inside it to boil with large fan blades that can spin when water to make steam. The steam steam flows through its blades. -

Swampʼs Diesel Performance Tips to Help Remove and Install Power
Injectors-Chips-Clutches-Transmissions-Turbos-Engines-Fuel Systems Swampʼs Diesel Performance Competition Parts For Your Diesel 304-A Sand Hill Rd. La Vergne, TN 37086 Tel 615-793-5573 or (866) 595-8724/ Fax 615-793-5572 Email: [email protected] Tips to help remove and install Power Stroke injectors. Removal: After removing the valve covers and the valve cover gaskets, but before removing any injectors, drain the oil rails by removing the drain plugs inside the valve cover. On 94-97 trucks theyʼre just under where the electrical connectors are on the gasket. These plugs are very tight; give them a sharp blow with a hammer and punch to help break them loose, then use a 1/8" Allen wrench. The oil will drain out into the valve train area and from there into the crankcase. Donʼt drop the plugs down the push rod holes! Also remove one of the plugs on top of each oil rail, (beside where the lines from the High Pressure Oil Pump enter) for a vent to allow air to enter so the oil can drain. The plugs are 5/8”. Inspect the plug O-rings and replace if necessary. If the plugs under the covers leak, it will cause a substantial loss of performance. When removing the injectors, oil and fuel from the passages in the cylinder head drains down through the injector bore into the cylinders. If not removed, this can hydro-lock the engine when cranking. There is a ~40cc dish in the center of each piston. Fluid accumulates in it, as well as in the corner on the outside of the piston between the piston top and the cylinder wall, due to the 45* slope of the cylinder bank. -

Development of Predictive Gasoline Direct Fuel Injector Model for Improved
Development of Predictive Gasoline Direct Fuel Injector Model for Improved In-cylinder Combustion Characterization Thesis Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Mohit Atul Mandokhot Graduate Program in Mechanical Engineering The Ohio State University 2018 Thesis Committee Prof. Shawn Midlam-Mohler, Advisor Prof. Giorgio Rizzoni 1 Copyrighted by Mohit Atul Mandokhot 2018 2 Abstract Gasoline direct fuel injection systems have gained importance due to the increasing level of emissions regulation on SI combustion systems. Direct fuel injection delivery to cylinder provides better atomization and fuel mixing performance, enabling homogenous mixture and better in-cylinder combustion. Increasing focus over the last few decades has been on better characterization of such gasoline direct fuel injection systems. Solenoid powered injectors act as actuators and enable accurate fuel delivery into the cylinder for a combustion event. Characterization of injector’s fuel delivery performance is an important aspect of achieving improved in-cylinder combustion performance. The objective of the current thesis is to develop a numerical physics based fuel injector model that provides a reliable prediction of flow rate and needle lift, in order to be used to improve in-cylinder combustion performance using 3D CFD model methodology. The developed model provides a reliable estimate of flow rate of developed injector, which is experimentally verified against instantaneous flow rate data provided by typical suppliers. In cases where inadequate prediction performance was noted, the errors arise out of lack of high fidelity electromagnetic modeling data, damping characteristics inside model and lack of geometry data to capture performance of highest accuracy. -

Lean's Engine Reporter and the Development of The
Trans. Newcomen Soc., 77 (2007), 167–189 View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Research Papers in Economics Lean’s Engine Reporter and the Development of the Cornish Engine: A Reappraisal by Alessandro NUVOLARI and Bart VERSPAGEN THE ORIGINS OF LEAN’S ENGINE REPORTER A Boulton and Watt engine was first installed in Cornwall in 1776 and, from that year, Cornwall progressively became one of the British counties making the most intensive use of steam power.1 In Cornwall, steam engines were mostly employed for draining water from copper and tin mines (smaller engines, called ‘whim engines’ were also employed to draw ore to the surface). In comparison with other counties, Cornwall was characterized by a relative high price for coal which was imported from Wales by sea.2 It is not surprising then that, due to their superior fuel efficiency, Watt engines were immediately regarded as a particularly attractive proposition by Cornish mining entrepreneurs (commonly termed ‘adventurers’ in the local parlance).3 Under a typical agreement between Boulton and Watt and the Cornish mining entre- preneurs, the two partners would provide the drawings and supervise the works of erection of the engine; they would also supply some particularly important components of the engine (such as some of the valves). These expenditures would have been charged to the mine adventurers at cost (i.e. not including any profit for Boulton and Watt). In addition, the mine adventurer had to buy the other components of the engine not directly supplied by the Published by & (c) The Newcomen Society two partners and to build the engine house. -

01 Why Did the United States Enter World War I
DBQ Why did the United States Enter World War I? DIRECTIONS: Read all the following documents and answer the questions in full sentences on a separate sheet of paper. Label each set of questions with the title and number of the document first. Be sure that your answers include specific outside information, details, and analysis. You may consult your class notes, homework, or textbook for help with any question. Whatever you do not finish in class you will have for homework. Document 1 The Lusitania, The Arabic Pledge, The Sussex Pledge and Unrestricted Submarine Warfare On May 7, 1915, a German U-boat sank the British ship Lusitania off the coast of Ireland. The Germans attacked the Lusitania without warning, leading to the deaths of 1,198 people, including 128 Americans. President Woodrow Wilson, outraged at Germany’s violation of the United States’ neutral rights, threatened to end diplomacy with Germany. Still, many Americans opposed war, and a large number of German-Americans favored the Central Powers. Germany continued submarine warfare. In August of 1915, another U-boat torpedoed the British passenger liner Arabic, killing approximately forty passengers and crew, including two Americans. Afraid that the U.S. might now enter the war on the side of the Allied Powers, the German government issued the Arabic Pledge in 1915. Germany promised that it would warn non-military ships thirty minutes before it sank them. This would allow passengers and crew time to escape safely on lifeboats. Germany, though, broke the Arabic Pledge in March of 1916, when a U-boat torpedoed the French ship Sussex. -

WSA Engineering Branch Training 3
59 RECIPROCATING STEAM ENGINES Reciprocating type main engines have been used to propel This is accomplished by the guide and slipper shown in the ships, since Robert Fulton first installed one in the Clermont in drawing. 1810. The Clermont's engine was a small single cylinder affair which turned paddle wheels on the side of the ship. The boiler was only able to supply steam to the engine at a few pounds pressure. Since that time the reciprocating engine has been gradually developed into a much larger and more powerful engine of several cylinders, some having been built as large as 12,000 horsepower. Turbine type main engines being much smaller and more powerful were rapidly replacing reciprocating engines, when the present emergency made it necessary to return to the installation of reciprocating engines in a large portion of the new ships due to the great demand for turbines. It is one of the most durable and reliable type engines, providing it has proper care and lubrication. Its principle of operation consists essentially of a cylinder in which a close fitting piston is pushed back and forth or up and down according to the position of the cylinder. If steam is admitted to the top of the cylinder, it will expand and push the piston ahead of it to the bottom. Then if steam is admitted to the bottom of the cylinder it will push the piston back up. This continual back and forth movement of the piston is called reciprocating motion, hence the name, reciprocating engine. To turn the propeller the motion must be changed to a rotary one. -

Design and Stress Analysis of Crankshaft for Single Cylinder 4 Stroke Diesel Engine
Published by : International Journal of Engineering Research & Technology (IJERT) http://www.ijert.org ISSN: 2278-0181 Vol. 7 Issue 11, November-2018 Design and Stress Analysis of Crankshaft for Single Cylinder 4 Stroke Diesel Engine K. Durga Prasad1 K. V. J. P. Narayana2 N. Kiranmayee3 Dept of Mechanical Engineering, Dept of Mechanical Engineering, Dept of Mechanical Engineering, V.K.R, V.N.B & A.G.K College of V.K.R, V.N.B & A.G.K College of V.K.R, V.N.B & A.G.K College of Engineering, AP, India. Engineering, AP, India Engineering, AP, India Abstract-In this paper a static simulation is conducted on a Forging demands for several dies to achieve the crankshaft from a single cylinder 4- stroke diesel engine. A final component and casting requires non-permanent, three dimension model of diesel engine crankshaft is created usually sand, molds. These two processes also need various using CATIA V5 software. Finite element analysis (FEA) is finishing operations, such as grinding and balancing. As for performed to obtain the variation of stress magnitude at the machining process, it is only viable for unitary or low critical locations of crankshaft in. The static analysis is done using FEA Software HYPERMESH which resulted in the load production, as the material waste and machining time is spectrum applied to crank pin bearing. This load is applied to enormous, despite not requiring much in the way of the FEA model in HYPERMESH, and boundary conditions balancing. The prototype tool developed in this paper, are applied according to the engine mounting conditions allows to overcome the shortcomings associated with the conventional processes, as the pre-form used is a round bar, I.