Resonant MEMS Pressure Sensor in 180 Nm CMOS Technology Obtained by BEOL Isotropic Etching
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Pressure Sensor/ Rohs 3-Screen Display Sensor Monitor IP65
Remote Type Pressure Sensor/ RoHS 3-Screen Display Sensor Monitor IP65 Pressure Sensor for General Fluids PSE57२ Series Rated pressure range 0 to 1 MPa −100 to 100 kPa 0 to 500 kPa 0 to 2 MPa 0 to 5 MPa 0 to 10 MPa Withstand voltage 500 VAC <Twice that of the PSE560> Materials of Parts in Contact with Fluid Piping port C3604 + Nickel plating Pressure sensor Al2O3 (Alumina 96%) Square ring FKM NewNew 3-Screen Display Sensor Monitor PSE300AC Series Change the settings while checking the measured value. Visualization of Settings Set value (Threshold value) Main screen Measured value (Current pressure value) Hysteresis value Sub screen Delay time Label (Display item), Set value (Threshold value) Peak value Bottom value PSE57२/PSE300AC Series CAT.ES100-119A Pressure Sensor for General Fluids PSE57२ Series bPSE570/573/574 Materials of parts in bPSE575/576/577 Materials of parts in contact with fl uid contact with fl uid (1 MPa/100 kPa/500 kPa) (2 MPa/5 MPa/10 MPa) Pressure sensor PressurePre sensor O-ring Al2O3 Port size AlA 2O3 (Alumina 96%) FKM + Grease (Alumina 96%) R1/4 (with M5 female thread) Square ring FKM Port size Fitting R1/8, 1/4 Fitting C3604 + (with M5 female thread) C3604 + Nickel plating Nickel plating Series Variations Series Variations Proof Proof Model Rated pressure range pressure Model Rated pressure range pressure −100 kPa 0 100 kPa 500 kPa 1 MPa 2 MPa 5 MPa 10 MPa −100 kPa 0 100 kPa 500 kPa 1 MPa 2 MPa 5 MPa 10 MPa 3.0 5.0 PSE570 PSE575 1 MPa MPa 2 MPa MPa 600 12.5 PSE573 ± PSE576 100 kPa kPa 5 MPa MPa 10 MPa 1.5 30 PSE574 -

Seminar Manual Pressure Sensors
R R ! ! "" # ! $ ! ! " " # R ! " # $% % & #' ( '(& "! ) '('*# '(%+#! '( '((,- " # '. '(./ 0 '1 '(12 %% ) # *+, - % * !, , * % ! %1 %'2 %1 %%!! % %% , ( %' %) %''3 ! % %'%! (4 %'( ( %'.5# " (' %'16 (( . ## %%6 ! (( %%'& " (. #. / , #& %(5 ( %('$ () %, & % R * * #$% * #$ * (6 1 ('6 7 11 (% 7# 1 (( 1 #" '01- & (' # ('' % ('%+# 1 # " % &( (% # ) (%' " (%%+# )4 (%( "! ) (%.2 )' (%15 )% ##!, , ( (( # ). (('6 )1 ((%, #2 3 #*4 %% 3 (16 % (1' # % (1%8 9 ( $ 3* 5 6 & ( R : ! ! 3 ! " # !"" "!"" # , # # ! 2 " " # Absolute pressure vacuum closed vessel 3 ;8 3 !!2 !"" " !! !# !! '% Level measurement open vessel 3 ';< 3 ' ! " ! 2 ! " ! '(' : ! . R Level measurement closed vessel 3 %;< ' 3 % ! " ! ! 2 !"" " ! " " ! ! ,9 . Flow measurement 3 (;3 8 3 ( ! " " 2 !""" !" " ! '(. '1 2 " " # " !"" 3 ' "# " ! ! # "!"" '% # " 9 : ! 1 R +#! 2# 44!(44 # ! !" #! (2 # '. " + # 9 " ! "#! ! 3 .;,# 2# !#! !/#! !! !" " !! 3 1 ! " 2 ! ! ! 8 == ! ! " : ! R Accumulator charged at Accumulator discharged at max. operating -

Common-Notes Pressure-Sensor.Pdf
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ Products or specifications on the catalog are 〈Warranty Coverage〉 subject to be changed without notice. Please If any malfunctions should occur due to our inquire our sales agents for our latest fault, NIDEC COPAL ELECTRONICS warrants specifications. We require an acknowl edgment any part of our product within one year from the of specification documents for product use date of delivery by repair or replacement at beyond our specifications, and conditions free of charge. However, warranty is not appli- needing high reliability, such as nuclear reactor cable if the causes of defect should result control, railroads, aviation, automobile, from the following con ditions: combustion, medical, amusement, • Failure or damages caused by inappropriate Disaster prevention equipment and etc. use, inappropriate conditions, and Furthermore, we ask you to perform a swift inappropriate handling. incoming inspection for delivered products and • Failure or dam ages caused by inappropriate we wouldalso appreciate if full attention is given mod i fi cations, adjustment, or repair. to the storage conditions of the product. • Failure or damage caused by technically and sci en tif i cally unpredictable factors. 〈Warranty Period〉 • Failure or damage caused by natural disaster, The Warranty period is one year from the date fire or unavoid able factors. of delivery. The warranty is only applicable to the product itself, not applic a ble to con sumable products such as batteries and etc. PRESSURE SENSORS OUTLINE A pressure sensor is a device that converts fluid ■ PRODUCT LINE-UP pressure into an electrical signal. NIDEC COPAL a) Diffusion type semi-conductor pressure sensors ··· ELECTRONICS pressure sensors are man u fac- P series tured from the semiconductor pressure sensing A basic pressure sensing device which converts chips to a variety of pressure sensor products at its pressure into an electrical signal. -

Development of a High Temperature Silicon Carbide Capacitive Pressure Sensor System Based on a Clapp
DEVELOPMENT OF A HIGH TEMPERATURE SILICON CARBIDE CAPACITIVE PRESSURE SENSOR SYSTEM BASED ON A CLAPP- TYPE OSCILLATOR CIRCUIT By MAXIMILIAN C. SCARDELLETTI Submitted in partial fulfilment for the degree of Doctor of Philosophy Department of Electrical Engineering and Computer Science CASE WESTERN RESERVE UNIVERSITY August 2016 CASE WESTERN RESERVE UNIVERSITY SCHOOL OF GRADUATE STUDIES We hereby approve the dissertation of Maximilian C. Scardelletti candidate for the degree of Doctor of Philosophy Committee Chair Christian A. Zorman Committee Member Francis L. Merat Committee Member Philip X. L. Feng Committee Member Xiong (Bill) Yu Date of Defense May 3rd, 2016 *We also certify that written approval has been obtained for any proprietary material contained therein. 2 Table of Contents List of Figures…………………………………………………………………….….........8 List of Tables………………………………………………………………………….…18 Acknowledgements……………………………………………………………….……...19 Abstract…………………..………………………………………………………………20 Chapter 1: Introduction…………………………………………………………….........22 1.1: Technical Rational.........................................................................................22 1.2: Areas of Potential Impact..............................................................................24 1.2.1: Oil and Gas Extraction Applications..............................................24 1.2.2: Automotive Applications................................................................24 1.2.3: Aerospace Applications..................................................................25 1.3: -

Powerful Instruments for Process Pressure, Differential Pressure, Level and Flow Pressure 2 Pressure Measurement
Products Solutions Services Pressure measurement Powerful instruments for process pressure, differential pressure, level and flow Pressure 2 Pressure measurement Endress+Hauser – Your partner Endress+Hauser is a global leader in measurement instrumentation, services and solutions for industrial process engineering With dedicated sales centers and a strong network of partners, Endress+Hauser guarantees competent worldwide Competence center for pressure measurement support. Our production centers in twelve countries meet Endress+Hauser Maulburg is one of the leading your needs and requirements quickly and effectively. The producers of level and pressure instrumentation. The Group is managed and coordinated by a holding company in company employs more than 2,000 associates Reinach, Switzerland. As a successful family-owned world-wide. Headquartered in Maulburg, near to the business, Endress+Hauser is set to remain independent and French and Swiss border, Endress+Hauser has also self-reliant. sites in Kassel and Stahnsdorf. Associated Product Centers in Greenwood (USA), Suzhou (China), Endress+Hauser provides sensors, instruments, systems Yamanashi (Japan), Aurangabad (India) and Itatiba and services for level, flow, pressure and temperature (Brazil) are responsible for customized final assembly measurement as well as analytics and data acquisition. and calibration of measuring instruments. The company supports you with automation engineering, logistics and IT services and solutions. Our products set standards in quality and technology. We work closely with the chemical, petrochemical, food and beverage, oil and gas, water and wastewater, power and energy, life science, primary and metal, renewable energy, pulp and paper and shipbuilding industries. Endress+Hauser helps customers to optimize their processes in terms of reliability, safety, economic efficiency and environmental impact. -

Characterization, Modeling of Piezoelectric Pressure Transducer for Facilitation of Field Calibration Zahra Pakdel
Characterization, Modeling of Piezoelectric Pressure Transducer for Facilitation of Field Calibration Zahra Pakdel Thesis submitted to the Faculty of the Virginia Polytechnic Institute and State University in partial fulfillment of the requirements for the degree of MASTER OF SCIENCE in Electrical Computer Engineering APPROVED: Pushkin Kachroo Douglas K. Lindner Lynn A. Abbott May 21, 2007 Blacksburg, Virginia Keywords: Charge Amplifier, Electromechanical Sensor, Piezoelectric Effect © 2007, Zahra Pakdel Characterization, Modeling of Piezoelectric Pressure Transducer for Facilitation of Field Calibration Zahra Pakdel ABSTRACT Currently in the marketplace, one of the important goals is to improve quality, and reliability. There is great interest in the engineering community to develop a field calibration technique concerning piezoelectric pressure sensor to reduce cost and improve reliability. This paper summarizes the algorithm used to characterize and develop a model for a piezoelectric pressure transducer. The basic concept of the method is to excite the sensor using an electric force to capture the signature characteristic of the pressure transducer. This document presents the frequency curve fitted model based on the high frequency excitation of the piezoelectric pressure transducer. It also presents the time domain model of the sensor. The time domain response of the frequency curve fitted model obtained in parallel with the frequency response of the time domain model and the comparison results are discussed. Moreover, the relation between model parameters and sensitivity extensively is investigated. In order to detect damage and monitor the condition of the sensor on line the resonance frequency comparison method is presented. The relationship between sensitivity and the resonance frequency characteristic of the sensor extensively is investigated. -

Pressure Fundamentals
PRESSURE FUNDAMENTALS pcb.com | 1 800 828 8840 TABLE OF CONTENTS ICP® & CHARGE PRESSURE SENSORS .......................................................4 - 5 ELECTRONICS FOR ICP® & CHARGE PRESSURE SENSORS ..............................6 - 7 MOUNTING & TEMPERATURE CONSIDERATIONS ..........................................8 - 9 FREQUENCY RESPONSE & RANGE OF ICP® & CHARGE PRESSURE SENSORS ..... 10 - 11 LINEARITY & CALIBRATION ................................................................ 12 - 13 ADVANCED PRESSURE APPLICATIONS ................................................... 14 - 15 ICP® & CHARGE PRESSURE SENSORS THEORY OF OPERATION sensing elements preloaded in compression between upper and lower masses that are retained by an outer preload sleeve. Piezoelectric pressure sensors measure the dynamic pressure A diaphragm welded to the outer housing retains the pressure resulting from turbulence, cavitation, blast, ballistics, and and transfers the pressure loading to the mass / element stack engine dynamics. They incorporate piezoelectric sensing to generate the piezoelectric charge. An external mounting elements with a crystalline quartz atomic structure which clamp nut provides positive retention for the sensor and loads outputs an electrical charge when subjected to a load with near the seal ring for a high pressure seal. PCB pressure sensors zero deflection. The charge output occurs instantaneously, are exceptionally stiff with good frequency response while making them ideal for dynamic applications but subject to isolating the media from the sensing elements. decay and therefore not capable of static measurements. PCB® pressure sensors utilize an upper electronics section and a lower sensor section. The electronics section contains the electrical connector, potting, lead wire, and ICP® amplifier, if equipped. The sensing section includes a stack of disc-shaped TWO MAIN TYPES OF PRESSURE SENSORS ■■ ICP® - Identifies PCB sensors that incorporate built-in ■■ Charge mode - The output of a charge mode pressure sensor microelectronics. -
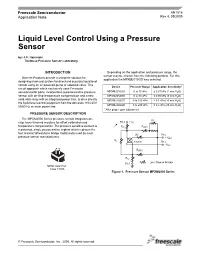
AN1516 Liquid Level Control Using a Pressure Sensor
Freescale Semiconductor AN1516 Application Note Rev 4, 05/2005 Liquid Level Control Using a Pressure Sensor by: J.C. Hamelain Toulouse Pressure Sensor Laboratory INTRODUCTION Depending on the application and pressure range, the sensor may be chosen from the following portfolio. For this Discrete Products provide a complete solution for application the MPXM2010GS was selected. designing a low cost system for direct and accurate liquid level control using an ac powered pump or solenoid valve. This Device Pressure Range Application Sensitivity* circuit approach which exclusively uses Freescale semiconductor parts, incorporates a piezoresistive pressure MPXM2010GS 0 to 10 kPa ± 0.01 kPa (1 mm H2O) sensor with on-chip temperature compensation and a new MPXM2053GS 0 to 50 kPa ± 0.05 kPa (5 mm H2O) solid-state relay with an integrated power triac, to drive directly MPXM2102GS 0 to 100 kPa ± 0.1 kPa (10 mm H2O) the liquid level control equipment from the domestic 110/220V 50/60 Hz ac main power line. MPXM2202GS 0 to 200 kPa ± 0.2 kPa (20 mm H2O) * After proper gain adjustment PRESSURE SENSOR DESCRIPTION The MPXM2000 Series pressure sensor integrates on- R1 chip, laser-trimmed resistors for offset calibration and Pin 3 + VS temperature compensation. The pressure sensitive element is RS1 ROFF1 a patented, single piezoresistive implant which replaces the four resistor Wheatstone bridge traditionally used by most R2 Pin 2 pressure sensor manufacturers. + VOUT R P X-ducer Pin 4 - VOUT ROFF2 RS2 Pin 1 Laser Trimmed On-Chip MPAK Axial Port Case 1320A Figure 1. Pressure Sensor MPXM2000 Series © Freescale Semiconductor, Inc., 2005. -

AN4007, New Small Amplified Automotive Vacuum Sensors
Freescale Semiconductor AN4007 Application Note Rev 2, 05/2005 New Small Amplified Automotive Vacuum Sensors A Single Chip Sensor Solution for Brake Booster Monitoring by: Marc Osajda Automotive Sensors Marketing, Sensor Products Division Semiconductors S.A., Toulouse France BRAKING SYSTEM BRAKE BOOSTER OPERATION PRINCIPLE Different types of braking principles can be found in The vacuum brake booster is a system using the differential vehicles depending on whether the brake system is only between atmospheric pressure and a lower pressure source activated by muscular energy or power assisted (partially or (vacuum) to assist the braking operation. The brake booster is completely). located between the brake pedal and the master cylinder. Muscular activated brakes are mostly found on motorcycles Figure 1 shows a simplified schematic of a vacuum brake and very light vehicles. The driver's effort on the hand lever or booster. pedal is directly transmitted via a hydraulic link to the brake When no brake pressure is applied on the push rod (brake pads. pedal side), the air intake valve is closed and the vacuum Power assisted brakes are found on most passenger cars valve open. Thus, both the vacuum and working chambers are and some light vehicle trucks. In this case, the driver's effort is at the same pressure, typically around -70 kPa (70 kPa below amplified by a brake booster to increase the force applied to atmospheric pressure). Vacuum is generated by either the the brake pedal. engine intake manifold or by an auxiliary vacuum pump. Rubber Membrane Piston Connection to Vacuum Pump or Engine Intake Manifold Push Rod From Push Rod to the Brake Pedal Master Cylinder Air Intake Valve Vacuum Valve Vacuum Chamber Working Chamber Figure 1. -

T ULLWIDTHUS009830576B2 (12 ) United States Patent ( 10) Patent No
T ULLWIDTHUS009830576B2 (12 ) United States Patent ( 10 ) Patent No. : US 9 ,830 , 576 B2 Horseman (45 ) Date of Patent: * Nov . 28, 2017 ( 54 ) COMPUTER MOUSE FOR MONITORING ( 56 ) References Cited AND IMPROVING HEALTH AND PRODUCTIVITY OF EMPLOYEES U . S . PATENT DOCUMENTS 5 ,000 , 188 A 3 / 1991 Kojima (71 ) Applicant: Saudi Arabian Oil Company , Dhahran 5 , 253 ,656 A 10 / 1993 Rincoe et al . (SA ) (Continued ) ( 72 ) Inventor: Samantha J . Horseman , Dhahran (SA ) FOREIGN PATENT DOCUMENTS ( 73 ) Assignee : Saudi Arabian Oil Company , Dhahran AU 767533 11/ 2003 (SA ) CN 101065752 A 10 /2007 ( * ) Notice : Subject to any disclaimer, the term of this (Continued ) patent is extended or adjusted under 35 U . S . C . 154 ( b ) by 530 days . OTHER PUBLICATIONS This patent is subject to a terminal dis - “ Pulse Oximetry ” SpetrkFun Electronics, Oct . 7 , 2005 . ( p . 1 ) . claimer . (Continued ) ( 21) Appl. No. : 14 / 035, 670 Primary Examiner — Maria C Santos - Diaz (74 ) Attorney , Agent, or Firm — Bracewell LLP ; (22 ) Filed : Sep. 24 , 2013 Constance G . Rhebergen ; Christopher L . Drymalla (65 ) Prior Publication Data US 2014 /0025396 A1 Jan . 23, 2014 (57 ) ABSTRACT Provided are embodiments of a computer mouse for sensing Related U .S . Application Data health characteristics of a user . The computermouse includ ing a location sensor adapted to sense movement of the (62 ) Division of application No. 13 / 540 , 067, filed on Jul. computer mouse , a temperature sensor adapted to sense a 2 , 2012 . body temperature of the user , a blood condition sensor (Continued ) adapted to sense a blood saturation level of the user, and a blood pressure sensor adapted to sense a blood pressure of (51 ) Int. -

CS100 Barometric Pressure Sensor
CS100 Barometric Pressure Sensor Revision: 03/2020 Copyright © 2002 – 2020 Campbell Scientific, Inc. Table of Contents PDF viewers: These page numbers refer to the printed version of this document. Use the PDF reader bookmarks tab for links to specific sections. 1. Introduction................................................................ 1 2. Precautions ................................................................ 1 3. Initial Inspection ........................................................ 1 4. QuickStart .................................................................. 1 5. Overview .................................................................... 3 6. Specifications ............................................................ 5 6.1 Performance .........................................................................................5 6.1.1 Performance for “Standard” Range Option ...................................5 6.1.2 Performance for 500 to 1100 hPa Range Option ..........................5 6.1.3 Performance for 800 to 1100 hPa Range Option ..........................5 6.2 Electrical ..............................................................................................6 6.3 Physical ................................................................................................6 7. Installation ................................................................. 6 7.1 Venting and Condensation ...................................................................6 7.2 Mounting ..............................................................................................7 -

Pressure Sensors
NCAT.E100-1A Pressure Sensors For Gas For Gas and Liquid Monitor (Controller) INDEX Pressure sensor product variations ...................... Page 1 and 2 Wiring specifications ...................................................... Page 10 General performance table [For gas] ..................... Page 3 and 4 Type of mounting .............................................................. Page 11 [For gas and liquid] ............. Page 5 Adaptable to different environments ............................. Page 12 [Monitor] ............................... Page 6 Functions ......................................................................... Page 13 Pressure range and application examples .............. Page 7 to 9 Accuracy .......................................................................... Page 14 Output type ...................................................................... Page 10 Working principle of pressure sensors / Pressure type ..... Page 15 Pressure Sensor Product Variations Ap ds Pre e “ ” – 15 MPa Vacuum pressure • Air, Nitrogen, Argon, Compound pressure Carbon dioxide Low pressure Positive pressure (1.6 MPa) (Atmospheric pressure) –100 kPa 0 100 kPa 1 MPa 15 MPa etc. Air, Nitrogen, Argon, High pressure Carbon dioxide (Atmospheric pressure) • Anti-corrosiveness, Airtightness 0 2 kPa 5 kPa (Differential pressure) Auto shift function Key lock function Peak/Bottom hold function Refer to “General Performance Table”. Clean room Copper free Oil free to different Silicon free Fluorine free Low density ozone gas compatible