ENVIRONMENTAL ENGINEERING of SANITARY ENGINEERS BIAŁYSTOK UNIVERSITY of TECHNOLOGY and TECHNICIANS
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Lp Nazwisko Imię Adres Osoby Niepełnos Prawne 1 Abramiuk
Osoby niepełnos lp Nazwisko Imię Adres prawne 1 Abramiuk Maria Skłodowskiej 2 Bajda Stanisław Przewłoka 3 Bajda Wiesław Przewłoka N 4 Banach Zdzisława Jasionka 5 Banach Witold ul. 1 Maja 6 Bartnicka Monika Klonowa N 7 Bartoszek Henryk Parkowa N 8 Bloch Stefan Koczergi 9 Bodziak Zdzisław Koczergi 10 Borowicz Mariusz Polona N 11 Borowska Barbara Strażacka N 12 Borysiuk Małgorzata Szkolna 13 Bronikowski Marian ul. Kosmonautów 14 Burza Jolanta ul. PCK 15 Burzec Ewa Łąkowa 16 Bylicki Jan ul. Kościuszki 17 Bzówka Adam ul. Wiśniowa 18 Chilimoniuk Małgorzata ul. Szkolna 19 Chmielarz Bogumiła Miodowa 20 Chodacki Andrzej ul.Chałubińskiego 21 Chwalczuk Edward Jaworowa N 22 Chwalczuk Marek Laski 23 Chwedczuk Krystyna ul. Harcerska 24 Cieniuch Piotr ul. Partyzantów 25 Ciok Andrzej Wiśniowa N 26 Ciołek Józef Koczergi N 27 Ciopciński Marian ul. Mickiewicza R 28 Czarnacka Katarzyna Skłodowskiej N 29 Czarnacki Grzegorz ul. Kosmonautów 30 Czarnacki Piotr 1 Maja N 31 Czarnacki Andrzej Jasionka 32 Czerska Monika ul. Sportowa 33 Dąbrowska Elżbieta ul. Langiewicza 34 Dąbrowska Renata Wiśniowa N 35 Dąbrowska Ewelina Dworcowa N 36 Dąbrowska Joanna Koczergi 37 Dębowczyk Renata Brudno N 38 Domańska Urszula Brudno N 39 Domański Artur Laski 40 Duda Andrzej Zaniówka 41 Dudzińska Marta Jasionka 42 Dudziński Marian Siedliki N 43 Dyduch Mirosław ul. Kolejowa 44 Dzięcioł Ewa ul. Dworcowa 45 Dziwisz Elżbieta Rolna N 46 Eksmond Marian Koczergi N 47 Fic Alina Mickiewicza N 48 Filipowicz Wiesław Koczergi R 49 Flasiński Jacek Babianka 50 Furman Andrzej Zaniówka 51 Furman Grzegorz ul. Konopnickiej 52 Furmaniuk Łucja ul. Nadwalna 53 Gawryszuk Elżbieta Kolejowa 54 Gierliński Jerzy Kleeberga N 55 Golonka Jacek Tartaczna N 56 Golonka Magdalena Siedliki 57 Gołacki Wiesław Armii Ludowej 58 Gozdur Andrzej ul. -

Deklarację Uczestnictwa W Projekcie
DEKLARACJA UCZESTNICTWA W PROJEKCIE „Aktywni razem” Numer projektu: RPPD.09.01.00-20-0232/18 Celem projektu jest realizacja PAL w Gminie Stawiski tj. wsparcia skierowanego do środowisk zagrożonych ubóstwem lub wykluczeniem społecznym, w szczególności do lokalnej społeczności na obszarach zdegradowanych, objętych rewitalizacją, odbywające się z wykorzystaniem instrumentów aktywnej integracji o charakterze: społecznym, zawodowym i zdrowotnym dla 60K i 20M zamieszkujących Gminę Stawiski w okresie do 31.07.2020r. Uczestnictwo w projekcie jest bezpłatne. Dane uczestnika projektu – dane osobowe: Imię i nazwisko …………………………………………………………….................................. PESEL: Wiek w chwili przystąpienia do projektu …………………………………….................................... Adres zamieszkania: miejscowość/ulica…………………………………………………………….. nr domu/lokalu…........................... Kod pocztowy …....…..- …..……. Gmina: Stawiski Telefon …….…………………….. e-mail……………......................………………………… W związku z uczestnictwem w projekcie: 1. Wyrażam wolę uczestnictwa w projekcie. 2. Oświadczam, iż spełniam kryteria kwalifikowalności uprawniające do udziału w projekcie. 3. Oświadczam, że zapoznałam/-em się z Regulaminem rekrutacji i uczestnictwa w projekcie „Aktywni razem” oraz akceptuję jego postanowienia. 4. W czasie trwania projektu zobowiązuję się do uczestnictwa w realizowanych zajęciach. 5. Zobowiązuję się do wypełnienia ankiet oceniających projekt, jego rezultaty działań oraz stopień realizacji celów. 6. Wyrażam zgodę na przetwarzanie danych osobowych. 7. Oświadczam, -

Lp Nazwisko Imię / Miejscowość Dofinansowa Nie Nr Lista Rezerwowa
Lista wyników losowania dofinansowania montażu instalacji solarnych w ramach projektu pod nazwą „Czysta energia w dolinie Piwonii i Zielawy" Lista osób zakwalifikowanych do dofinansowania lista dofinansowa rezerwowa nie nr lp Nazwisko Imię / Miejscowość poz. nr 1 Gołacki Wiesław Armii Ludowej 2 2 Kot Andrzej Jasionka 3 3 Borysiuk Małgorzata Szkolna 4 4 Zieniewicz Malgorzata Braterstwa Broni 5 5 Matejuk Wiesław Kwiatowa 6 6 Ochnik Małgorzata Dębowa 7 7 Wróblewski Adam Kolejowa 8 8 Romaniuk Marian Jasionka 9 9 Wodziński Mariusz Armii Ludowej 10 10 Dąbrowski Jan Koczergi 12 11 Przekora Włodzimierz Dworcowa 14 12 Gawryszuk Elżbieta Kolejowa 16 13 Kozaczuk Zbigniew Tęczowa 18 14 Madziarska Ewa Wola Przewłocka 19 15 Tkaczyk Maciej Kolejowa 23 16 Musik Andrzej Sowin 24 17 Bajda Stanisław Przewloka 25 18 Malec Jadwiga Partyzantów 27 19 Naumiuk Grażyna i Mirosław Laskowska 28 20 Chwalczuk Marek Laski 29 21 Hut Marek Jasionka 30 22 Domański Artur Laski 31 23 Golonka Magdalena Siedliki 35 24 Ilczuk Bogusław Kopernika 36 25 Korniluk Krzysztof Harcerska 37 26 Ignatowicz Janusz Kościuszki 38 27 Burzec Ewa Łąkowa 41 28 Haponiuk Henryka Kolejowa 46 29 Sutryk Daniel Braterstwa Broni 48 30 Dyduch Mirosław Kolejowa 50 31 Specjał Agnieszka Spółdzielcza 51 32 Kopiński Krzysztof Wola Przewłocka 52 33 Jezior Władysław Spadochroniarzy 54 34 Kruk Waldemar Broniewskiego 56 35 Szkuat Radosław Malinowa 57 36 Przekora Marek Królewski Dwór 59 37 Goździk Tomasz Jasionka 62 38 Szajda Marta Rolna 63 39 Hryciuk vel Dmitruczuk Marzanna Zaniówka 67 40 Burza Jolanta PCK -

PROTOKÓŁ NR XVII/16 Z Sesji Rady Gminy Dębowa Kłoda Z Dnia 29 Lutego 2016 R
PROTOKÓŁ NR XVII/16 z sesji Rady Gminy Dębowa Kłoda z dnia 29 lutego 2016 r. odbytej w Sali Konferencyjnej Urzędu Gminy w Dębowej Kłodzie Porządek posiedzenia: 1. Sprawy organizacyjne a) stwierdzenie quorum, b) przyjęcie porządku obrad, c) przyjęcie protokołu z poprzedniej sesji. 2. Informacja Wójta Gminy o działalności w okresie międzysesyjnym. 3. Wystąpienie Przewodniczącej Rady Gminy oraz Przewodniczących Stałych Komisji Rady Gminy. 4. Ustalenie wysokości ekwiwalentu pieniężnego dla członków OSP w Gminie Dębowa Kłoda a) wystąpienie Wójta Gminy, b) dyskusja, c) podjęcie uchwały. 5. Wyrażenie zgody na współdziałanie Gminy Dębowa Kłoda z Powiatem Parczewskim i innymi gminami w celu promocji Ziemi Lubelskiej a) wystąpienie Wójta Gminy, b) dyskusja, c) podjęcie uchwały. 6. Udzielenie pomocy finansowej Powiatowi Parczewskiemu a) wystąpienie Wójta Gminy, b) dyskusja, c) podjęcie uchwały. 7. Zamiana nieruchomości a) wystąpienie Wójta Gminy, b) dyskusja, c) podjęcie uchwały. 8. Zmiany w uchwale budżetowej na 2016 rok a) wystąpienie Skarbnika Gminy, b) dyskusja, c) podjęcie uchwał. 9. Interpelacje i zapytania. 10. Odpowiedzi na interpelacje i zapytania. 11. Zakończenie XVII sesji Rady Gminy. XVII sesja Rady Gminy w Dębowa Kłoda rozpoczęła się o godz. 935. Adn.1.a Przewodnicząca Rady Gminy Krystyna Szpak słowami „Otwieram XVII sesję Rady Gminy Dębowa Kłoda” otworzyła dzisiejszą sesję. Na podstawie listy obecności stwierdziła quorum, na stan Rady 15 radnych - 14 obecnych (nieobecny radny Ryszard Lewicki- lista obecności w załączeniu). Adn.1.b Przewodnicząca Rady Krystyna Szpak odczytała i poddała pod głosowanie porządek obrad. Nad przedstawionym porządkiem obrad radni w głosowaniu jawnym wypowiedzieli się w sposób następujący: za - 14 przec. - 0 wstrz. - 0 Adn.1.c Przewodnicząca Rady Krystyna Szpak poddała pod głosowanie protokół Nr XVI/16 z sesji z dnia 29 stycznia 2016r. -

The Use of It Technologies in Farms on the Example of Zambrów and Wysokie Mazowieckie County
ISNN 2083-1587; e-ISNN 2449-5999 2016,Vol. 20,No.3 , pp.27-34 Agricultural Engineering DOI: 10.1515/agriceng-2016-0041 www.wir.ptir.org THE USE OF IT TECHNOLOGIES IN FARMS ON THE EXAMPLE OF ZAMBRÓW AND WYSOKIE MAZOWIECKIE COUNTY Andrzej Borusiewicza, Krzysztof Kapelab*, Marek Gugałab a Faculty of Computer Studies, The Academy of Agrobusiness in Łomza b Department of Agronomy, Siedlce University of Natural Sciences and Humanities ∗ Corresponding author: e-mail: [email protected] ARTICLE INFO ABSTRACT Article history: The paper presents the analysis of use of IT technologies by farmers. Received: February 2016 Data from a research survey carried out in 100 randomly selected Received in the revised form: farms in 2015 constituted research material. The research area covered March 2016 farms located in Podlaskie Voivodeship on the area of two counties Accepted: April 2016 i.e. Wysokie Mazowieckie (50 questionnaires) and Zambrów County Key words: (50 questionnaires). The questionnaire is a research instrument. The agricultural farm, research was to determine the level of use of specialist computer Internet, computer, programs by farmers and their needs concerning acquisition of infor- computer program, mation on innovations in agriculture. Due to the obtained results one agriculture may find out that a low number of farmers uses specialist computer programs in their farms. In Wysokie Mazowieckie County it is only 8% of respondents and in Zambrów County 14%. The main source of information on innovations in agriculture is the Internet, professional agricultural press and television. Introduction In the recent years merging of two various fields such as IT and communication tech- nology (ICT) and agriculture has become a fact. -

Uchwala Nr LIII/204/18 Z Dnia 19 Kwietnia 2018 R
DZIENNIK URZĘDOWY WOJEWÓDZTWA PODLASKIEGO Białystok, dnia 27 kwietnia 2018 r. Poz. 2025 UCHWAŁA NR LIII/204/18 RADY MIEJSKIEJ W STAWISKACH z dnia 19 kwietnia 2018 r. w sprawie podziału Gminy Stawiski na stałe obwody głosowania, ustalenia ich numerów, granic oraz siedzib obwodowych komisji wyborczych Na podstawie art. 13 ust. 1 ustawy z dnia 11 stycznia 2018 r. o zmianie niektórych ustaw w celu zwiększenia udziału obywateli w procesie wybierania, funkcjonowania i kontrolowania niektórych organów publicznych (Dz. U z 2018 r., poz. 130) w związku z art. 12 § 2, 11 i 12 ustawy z dnia 5 stycznia 2011 r. Kodeks wyborczy (Dz. U z 2017 r. poz. 15 i 1089 oraz z 2018 r. poz. 4, 130 i 138) oraz art. 18 ust. 2 pkt 15 ustawy z dnia 8 marca 1990 r. o samorządzie gminnym (Dz. U z 2017 r. poz. 1875 i 2232, z 2018 r. poz. 130) uchwala się, co następuje: § 1. Dokonuje się na wniosek Burmistrza Stawisk podziału Gminy Stawiski na stałe obwody głosowania, ustala się ich numery, granice oraz siedziby obwodowych komisji wyborczych, w sposób określony w załączniku do niniejszej uchwały. § 2. Na uchwałę w sprawie podziału gminy na obwody głosowania, wyborcom w liczbie co najmniej 15 przysługuje prawo wniesienia skargi do komisarza wyborczego, w terminie 5 dni od daty podania jej do publicznej wiadomości. § 3. Wykonanie uchwały powierza się Burmistrzowi Stawisk. § 4. Po jednym egzemplarzu uchwały przekazuje się niezwłocznie Wojewodzie Podlaskiemu i Komisarzowi Wyborczemu w Łomży. § 5. Traci moc uchwała Nr XXXIII/174/13 Rady Miejskiej w Stawiskach z dnia 18 stycznia 2013 r. -

Sytuacja Na Rynku Pracy W Województwie Podlaskim W 2018 Roku
SYTUACJA NA RYNKU PRACY W WOJ. PODLASKIM W 2018 ROKU WOJEWÓDZKI URZĄD PRACY W BIAŁYMSTOKU WYDZIAŁ BADAŃ I ANALIZ SYTUACJA NA RYNKU PRACY W WOJEWÓDZTWIE PODLASKIM W 2018 ROKU BIAŁYSTOK 2019 1 WOJEWÓDZKI URZĄD PRACY W BIAŁYMSTOKU SYTUACJA NA RYNKU PRACY W WOJ. PODLASKIM W 2018 ROKU Opracowanie: Zespół Wydziału Badań i Analiz ISBN 978-83-62258-80-2 Copyright © Wojewódzki Urząd Pracy w Białymstoku, Białystok 2019 Wszelkie prawa zastrzeżone Nakład 80 egzemplarzy Printed in Poland Publikacja bezpłatna Wydawca: Wojewódzki Urząd Pracy ul. Pogodna 22 15-354 Białystok tel.: 085 74 97 200, fax: 085 74 97 209 http://wupbialystok.praca.gov.pl/ [email protected] Druk: 2 WOJEWÓDZKI URZĄD PRACY W BIAŁYMSTOKU SYTUACJA NA RYNKU PRACY W WOJ. PODLASKIM W 2018 ROKU SPIS TREŚCI WSTĘP ................................................................................................................ 7 1. CHARAKTERYSTYKA RYNKU PRACY WOJEWÓDZTWA PODLASKIEGO .............................................................................................. 8 1.1. Ogólne uwarunkowania demograficzne i społeczno-ekonomiczne .............. 8 1.1.1. Ludność ..................................................................................................... 8 1.1.2. Edukacja .................................................................................................. 13 1.1.3. Gospodarka województwa. Podmioty gospodarcze ................................ 15 1.1.4. Aktywność zawodowa. Pracujący............................................................ 20 -

Rs Ś Wp 2011-2012
I O Ś W I O Ś B R S Ś W P 2011-2012 B M Ś • B 2013 P : Wojewódzkiego Inspektoratu Ochrony Środowiska w Białymstoku: mgr inż. Grzegorz Bok, mgr Anna Brańska, mgr inż. Anna Panasewicz, mgr inż. Anna Walicka, mgr inż. Magdalena Wiśniewska Delegatury w Łomży: mgr inż. Katarzyna Cybulska, mgr inż. Alicja Godula, mgr inż. Barbara Rydel Delegatury w Suwałkach: mgr inż. Alfred Dorochowicz, mgr inż. Agata Martyna Zega Koordynator opracowania: mgr inż. Grażyna Żyła-Pietkiewicz Redakcja merytoryczna: mgr inż. Grzegorz Bok, mgr inż. Alfred Dorochowicz, mgr inż. Alicja Godula Fot. na okładce: Klasztor nad jeziorem Wigry (fot. A. Zega) W opracowaniu wykorzystano dane oraz opracowania: Państwowego Monitoringu Środowiska Głównego Urzędu Statystycznego Urzędu Marszałkowskiego Województwa Podlaskiego Instytutu Meteorologii i Gospodarki Wodnej Oddział we Wrocławiu Redaktor wydania: Grzegorz Bok Korekta: zespół © Copyright by Wojewódzki Inspektorat Ochrony Środowiska w Białymstoku, Białystok 2013 ISSN 1898-5432 Druk: Wydawnictwo i Drukarnia LIBRA S.C. ul. Mickiewicza 66/1 Białystok; tel. 85 732 73 20 Nakład: 1000 egz. 3 PRZEDMOWA Środowisko nieustannie stawia przez nami wyzwania – cele służące poprawie jego stanu lub zachowania dotychczasowych walorów. W ostatnich latach coraz większego znaczenia nabierają działania na rzecz popra- wy jakości powietrza, która na wielu obszarach jest zła. Wobec coraz bardziej restryk- cyjnych norm, które będą obowiązywać w następnych latach, jest to ważny problem do rozwiązania dla władz województwa. Także działania -

„STRATEGIA ROZWOJU GMINY Parczew” 2014-2020
2014 SRGP 2014-2020 0 STRATEGIA ROZWOJU GMINY PARCZEW 2014-2020 oprac. esse Agnieszka Smreczyńska-Gąbka [SRGP 2014-2020] Na zlecenie Gminy Parczew, umowa z dnia 2 stycznia 2014r. SRGP 2014-2020 1 SPIS TREŚCI: I. Diagnoza gminy. I.1. Aktualny stan rozwoju gminy. I.1.a. Diagnoza społeczno – gospodarcza. I.1.b. Wyniki badań wewnętrznych i zewnętrznych oraz konsultacji. (Raport z badań cz. I; Bilans strategiczny cz. II – załącznik) I. 2. Analiza czynników rozwojowych gminy Parczew w oparciu o metodologię SWOT. I.2.a. Atuty i kluczowe problemy (bariery rozwojowe). I.2.b. Określenie zewnętrznych uwarunkowań odnoszących się do możliwości rozwoju. II. Misja gminy. III. Wizja strategiczna. III. 1. System wartości i aspiracji. III. 2. Wyróżnik budujący przewagę konkurencyjną gminy. III. 3. Cel główny. IV. Obszary kluczowe – cele strategiczne. V. Cele tematyczne – kierunkowe. VI. Cele szczegółowe/operacyjne – priorytety inwestycyjne. VII. Plan wdrażania, monitorowania strategii. VIII. Rekomendacje i odwoływanie się do dokumentów strategicznych. IX. Wskazania w zakresie komunikacji społecznej i promocji. SRGP 2014-2020 0 I. DIAGNOZA GMINY. I.1. AKTUALNY STAN ROZWOJU GMINY I. 2. ANALIZA CZYNNIKÓW ROZWOJOWYCH GMINY PARCZEW w oparciu o metodologię SWOT. I.1.a. DIAGNOZA I.1.b. WYNIKI BADAŃ I.2.a. ATUTY I KLUCZOWE PROBLEMY I.2.b. OKREŚLENIE ZEWNĘTRZNYCH UWARUNKOWAŃ SPOŁECZNO WEW. i ZEW. (BARIERY ROZWOJOWE) ODNOSZĄCYCH SIĘ DO MOŻLIWOŚCI ROZWOJU. GOSPODARCZA. ORAZ KONSULTACJI. II. MISJA GMINY. III. 1. III. WIZJA STRATEGICZNA. III. 2. SYSTEM WARTOŚCI III. 3. CEL GŁÓWNY. WRÓŻNIK BUDUJĄCY I ASPIRACJI. PRZEWAGĘ KONKURENCYJNĄ GMINY. IV. OBSZARY KLUCZOWE – CELE STRATEGICZNE OBSZAR/CEL NR. I. OBSZAR/CEL NR. II. OBSZAR/CEL NR. -

Volume 18 Water Management and Protection
FACULTY OF CIVIL POLISH ASSOCIATION AND ENVIRONMENTAL ENGINEERING OF SANITARY ENGINEERS BIAŁYSTOK UNIVERSITY OF AND TECHNICIANS TECHNOLOGY SERIES OF MONOGRAPHS „ENVIRONMENTAL ENGINEERING – THROUGH A YOUNG EYE” VOLUME 18 WATER MANAGEMENT AND PROTECTION Edited by Iwona Skoczko Janina Piekutin Łukasz Malinowski Białystok 2015 FACULTY OF CIVIL POLISH ASSOCIATION AND ENVIRONMENTAL ENGINEERING OF SANITARY ENGINEERS BIAŁYSTOK UNIVERSITY OF AND TECHNICIANS TECHNOLOGY SERIES OF MONOGRAPHS VOLUME 18 WATER MANAGEMENT AND PROTECTION SERIES OF MONOGRAPHS VOLUME 18 Patronat Rektora Politechniki Białostockiej prof. dr hab. inż. Lecha Dzienisa Wydział Budownictwa i Inżynierii Środowiska Politechniki Białostockiej We would like to thank to our patronage for help in organization of this event and this publication. Sponsors: Patronage: ENVIRONMENTAL ENGINEERING – THROUGH A YOUNG EYE VOLUME 18 WATER MANAGEMENT AND PROTECTION Edited by Iwona Skoczko Janina Piekutin Łukasz Malinowski Oficyna Wydawnicza Politechniki Białostockiej Białystok 2015 Volume editor: Iwona Skoczko Janina Piekutin Łukasz Malinowski Editorial team: Iwona Skoczko – Editor-in-chef Janina Piekutin – Editor-in-chef Łukasz Malinowski – Monograph composition Reviewers of monograph: dr hab. inż. Iwona Skoczko dr n. tech. Joanna Szczykowska Scientific team: dr hab. inż. Iwona Skoczko – Politechnika Białostocka dr n. tech. Janina Piekutin – Politechnika Białostocka prof. dr hab. inż. Józefa Wiater – Politechnika Białostocka prof. dr hab. inż. Rafał Miłaszewski – Politechnika Białostocka prof. Aleksey Ternovtsev – Kijowski Narodowy Uniwersytet Budownictwa i Architektury prof. Dmitry Spitsov – Moskiewski Państwowy Uniwersytet Budownictwa prof. Javier Bayo – Uniwersytet Techniczny Cartagena dr hab. inż. Mariusz Dudziak – Politechnika Śląska dr hab. Aneta Dorota Petelska – Uniwersytet w Białymstoku prof. nzw. dr hab. Bożena Łozowicka – Instytut Ochrony Roślin dr hab. inż. Jacek Piekarski, prof. PK - Politechnika Koszalińska dr hab. -
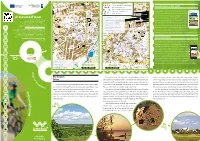
Web Portal Z P R R P Wojennych Ie I Z BRZESKA M R R N S a Ł R H O Z R Żo EJOW LUBLIN B O IECK Palaces and Mansions; Museums P M E A
a g u ł D B hemiczna i C iego e lsk W Ch Po ł emiczn wa ojska a a o y Targ W w g i n o zafirowa n ów S irak yb A S C . a k F AL. PRZYJAŹN h o I a r s ł East of Poland Cycling Trail Green Velo e a y a TERESPOL g i c s w m z E373 z 12 u y c 816 n o ł a n i t K r c i I DOROHUSK z y - m a D o N s z A M e Churches; cloisters; Orthodox churches;w synagogues Ż Ź d na s k n N cz L a z a A Cmentarz Jeńców i a n o t ł a W o ar z oc r J T . łn O y ó d a P e Y www.greenvelo.pl web portal z p R r P Wojennych ie i Z BRZESKA M r r n s A ł R H o z R Żo EJOW LUBLIN B o IECK Palaces and mansions; museums P M e A A A K w . L S w U . ZEA P BRSK G 82 B E R L K 12 PA Z a EL E373 A A RAPMA BR s S REJ M S o KA OW RA Żytnia a IECK k A A a Z SK ł g L ł E i Hotels; tourist information centres; parking facilities B n e ą z A . U K u L ES Z ł a R t d g B iN c PA J a AM W o R o m k D R zy KA . -

Znaczenie Subwencji Ogólnej W Dochodach Powiatu Na Przykładzie Powiatu Kolneńskiego the Importance of the General Subsidy with Regard to the Kolno County
KONCEPCJE W ZARZĄDZANIU ORGANIZACJĄ WOBEC WYZWAŃ WSPÓŁCZESNEJ GOSPODARKI Bartłomiej Suchodolski Wydział Nauk Ekonomicznych i Prawnych Uniwersytet Przyrodniczo-Humanistyczny w Siedlcach Znaczenie subwencji ogólnej w dochodach powiatu na przykładzie powiatu kolneńskiego The importance of the general subsidy with regard to the Kolno County Streszczenie: Subwencja jest świadczeniem publicznoprawnym państwa na rzecz innych podmiotów publicznych o charakterze bezzwrotnym, ogólnym, bezwarun- kowym i nieodpłatnym. Do grona podmiotów uprawnionych do otrzymywania środków w ramach subwencji należą m.in. powiaty. Celem niniejszego rozdziału jest zaprezentowanie subwencji ogólnej dla powiatów oraz ocena jej znaczenia na przykładzie powiatu kolneńskiego. Powiat ten corocznie znajduje się w grupie pię- ciu powiatów charakteryzujących się najniższymi dochodami podatkowymi w przeliczeniu na jednego mieszkańca, a w strukturze jego dochodów subwencja ogólna dla powiatów stanowi ich podstawową część. Słowa kluczowe: subwencja ogólna, dochody powiatu, powiat kolneński Abstract: The subsidy is the provision of a state for other public entities with non- refundable, general, unconditional and unpaid character. In the group of entities el- igible for funds under the general subsidy are i.a. counties. The aim of this chapter is to present a general subsidy for counties and an assessment of its role on the ex- ample of the Kolno County. This county is annually among five counties character- ized by the lowest income tax per capita and in the structure of the income of the county, the general subsidy for counties is the most essential part. Keywords: general subsidy, the income of the county, Kolno County Wprowadzenie Administracja samorządowa w Polsce, od momentu reformy admini- stracyjnej w 1999 roku, funkcjonuje na trzech poziomach i obejmuje gminy, powiaty oraz województwa.