O-200 Overhaul Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Spark Plug Condition Chart
Spark Plug Condition Chart Normal Mechanical Damage Oil Fouled May be caused by a foreign object that Too much oil is entering the combustion has accidentally entered the combus- Combustion deposits are slight chamber. This is often caused by piston tion chamber. When this condition is and not heavy enough to cause rings or cylinder walls that are badly discovered, check the other cylinders to any detrimental effect on engine worn. Oil may also be pulled into the prevent a recurrence, since it is possi- performance. Note the brown to chamber because of excessive clear- ble for a small object to "travel" from greyish tan color, and minimal ance in the valve stem guides. If the one cylinder to another where a large amount of electrode erosion which PCV valve is plugged or inoperative it degree of valve overlap exists. This clearly indicates the plug is in the can cause a build-up of crankcase pres- condition may also be due to improper correct heat range and has been sure which can force oil and oil vapors reach spark plugs that permit the piston operating in a "healthy" engine. past the rings and valve guides into the to touch or collide with the firing end. combustion chamber. Overheated Insulator Glazing Pre-Ignition A clean, white insulator firing tip and/or excessive electrode ero- Usually one or a combination of several sion indicates this spark plug con- Glazing appears as a yellowish, var- dition. This is often caused by over engine operating conditions are the nish-like color. This condition indicates prime causes of pre-ignition. -

SV470-SV620 Service Manual
SV470-SV620 Service Manual IMPORTANT: Read all safety precautions and instructions carefully before operating equipment. Refer to operating instruction of equipment that this engine powers. Ensure engine is stopped and level before performing any maintenance or service. 2 Safety 3 Maintenance 5 Specifi cations 13 Tools and Aids 16 Troubleshooting 20 Air Cleaner/Intake 21 Fuel System 31 Governor System 33 Lubrication System 35 Electrical System 44 Starter System 47 Emission Compliant Systems 50 Disassembly/Inspection and Service 63 Reassembly 20 690 01 Rev. F KohlerEngines.com 1 Safety SAFETY PRECAUTIONS WARNING: A hazard that could result in death, serious injury, or substantial property damage. CAUTION: A hazard that could result in minor personal injury or property damage. NOTE: is used to notify people of important installation, operation, or maintenance information. WARNING WARNING CAUTION Explosive Fuel can cause Accidental Starts can Electrical Shock can fi res and severe burns. cause severe injury or cause injury. Do not fi ll fuel tank while death. Do not touch wires while engine is hot or running. Disconnect and ground engine is running. Gasoline is extremely fl ammable spark plug lead(s) before and its vapors can explode if servicing. CAUTION ignited. Store gasoline only in approved containers, in well Before working on engine or Damaging Crankshaft ventilated, unoccupied buildings, equipment, disable engine as and Flywheel can cause away from sparks or fl ames. follows: 1) Disconnect spark plug personal injury. Spilled fuel could ignite if it comes lead(s). 2) Disconnect negative (–) in contact with hot parts or sparks battery cable from battery. -
Automotive Mechanics Curriculum Outline for Secondary Schools
DOCUMENT RESUME ED 211 716 CE 030 974 TITLi\ Automotive Mechanics Curriculum Outline for Secondary Schools. Vocational Education CurriculumGuide. INSTITUTION Louisiana State Dept. of Education, Baton Rouge.Div. \N of Vocational Education. SPONS AGENCY. Department of kducation, Washington, D.C. REPORT NO Bull-1637 PUB DATE 1 Aug 81 NOTE 25p. EDRSPRICE MF01/Pr3l Plus Postage. DESCRIPTORS Articulation (Education); *Auto Mechanics; *Course Descriptions; Curriculum; Educational Resources; Secondary Education; State Curriculum Guides; Textbooks; *Voc-ational Education IDENTIFIERS Louisiana ABSTRACT This curriculum outline for secondary automotive mechanics is structured aroundLouisiana's*Vocational-Technical Automotive Mechanics Curriculum. The curriculumis composed of 16 units of instruction, covering the followingtopics: benchwork, fundamentals of automotive engines, preventivemaintenance, automotive brakes, steering and frontsuspinsion, drive train and /rear suspension, manual;transmissions, automatic transmissions, fuel systems, accessories, completeautomotive service, welding, and mathematics. The outline lists the instructionalunits to be taught for each year of a four-year secondaryautomotive mechanics 'Diagram' for either two -hour block or three-hourblock courses. The curriculum outline also describes the curriculum andlist's related study assignments and job sheets that are to be usedwith each unit. In addition, a list of required texts and resourcematerials is included. The curriculum outline Was prepared toprovide continuity between -

Dynamic Analysis of Crankcase and Crankshaft
International Engineering Research Journal Page No 1531-1541 Dynamic Analysis of Crankcase and Crankshaft Gouthami S. Tulasi, Post Graduate Student, Department of Mechanical Engineering, RSCOE JSPM Pune, S. M. Jadhao, Assistant Professor, Department of Mechanical Engineering, RSCOE JSPM Pune for any crank radius, connecting rod geometry, and connecting Abstract—An agricultural single cylinder four stroke engine rod mass, connecting rod inertia, engine speed, engine experienced failure at customer location. This had to be taken acceleration, piston diameter, piston and pin mass, pressure care of immediately as it had affected the engine sales. To inside cylinder diagram, and any other variables of the engine. investigate the reason for failure various conventional methods were employed which include static analysis, but as static These equations are derived in Appendix I. The equations analysis could not explain the appropriate cause, dynamic provided the values of velocity and acceleration of the piston [5] analysis was considered. The process was divided into two stages and forces at the connecting rod crankshaft bearing . It first being determination of gas force, inertia force, bending force should be pointed out that in this analysis it was assumed that and torsional force through extensive excel sheet calculations the crankshaft rotates at a constant angular velocity, which considering the engine to be a single degree of freedom slider- means the angular acceleration was not included in the crank mechanism. The loads acting on the engine for varied [4] crankshaft angles were thus determined. A plot of these loads analysis . was presented to define the characteristics of the engine. For stage two a unique methodology known as superposition theory II. -

Installation Instructions SUPERCHARGER ‘90-’93 Mazda Miata Part# 999-000, 999-005, 999-010, 999-015
Installation Instructions SUPERCHARGER ‘90-’93 Mazda Miata Part# 999-000, 999-005, 999-010, 999-015 440 Rutherford St. P.O. Box 847 Goleta, CA 93117 1-888-888-4079 • FAX 805-692-2523 • www.jacksonracing.com INSTALLATION TIME IN AS LITTLE AS 4 HOURS regularly (every 3000 miles or so), you should FOR EXPERIENCED MECHANICS, AROUND 5 have no trouble. If in doubt, check your engine’s TO 6 HOURS FOR “OCCASIONAL” MECHAN- compression. You should have at least 135psi of ICS. compression in each cylinder with no more than a 10% variance between any two cylinders or with a TOOLS REQUIRED: 3/8” Drive Socket set w/ 10% increase in any cylinder after a tablespoon of 17mm, 14mm, 13mm, 12mm, 10mm & 8mm sock- oil is poured in. Your cooling system should be up ets; Deep sockets (14mm or 9/16”, 10mm): to par (50/50 mix of water and new coolant). Phillips and Standard screwdriver, 10mm, 12mm, Basically, if you have a good engine, it will be very and 17mm open end wrench; 5mm Allen wrench happy with this supercharger. with a 3/8” drive; paper clip; a box to store your OLD PARTS in. A 1/4” drive socket set will be use- BEFORE INSTALLING THIS SYSTEM: ful with some of the tight working areas. A timing A. Drive your fuel tank empty and refill with 92 light will be needed to set the ignition timing. Octane major brand gasoline. If you can only find 91 Octane, see step #3 under “Adjustments” at the A NOTE ON ADDING A SUPERCHARGER TO end of these instructions. -

11. Crankcase/Crankshaft People/People S 250
11. CRANKCASE/CRANKSHAFT PEOPLE/PEOPLE S 250 11 ________________________________________________________________________________ ________________________________________________________________________________ ________________________________________________________________________________ ________________________________________________________________________________ ________________________________________________________________________________ CRANKCASE/CRANKSHAFT ________________________________________________________________________________ SCHEMATIC DRAWING------------------------------------------------------------------------- 11-1 SERVICE INFORMATION----------------------------------------------------------------------- 11-2 TROUBLESHOOTING --------------------------------------------------------------------------- 11-2 CRANKCASE SEPARATION------------------------------------------------------------------- 11-3 CRANKSHAFT INSPECTION ------------------------------------------------------------------ 11-4 CRANKCASE ASSEMBLY---------------------------------------------------------------------- 11-5 11 11-0 11. CRANKCASE/CRANKSHAFT PEOPLE/PEOPLE S 250 SCHEMATIC DRAWING 11-1 11. CRANKCASE/CRANKSHAFT PEOPLE/PEOPLE S 250 SERVICE INFORMATION GENERAL INSTRUCTIONS • This section covers crankcase separation to service the crankshaft. The engine must be removed for this operation. • When separating the crankcase, never use a driver to pry the crankcase mating surfaces apart forcedly to prevent damaging the mating surfaces. • When installing -

LIO-360-B1G6 Engine Maintenance Manual Lycoming Part Number: MM-LIO-360-B1G6
Engine Maintenance Manual (Principal Manual) LIO-360-B1G6 Engine September 2017 Part No. MM-LIO-360-B1G6 © 2017 Avco Corporation. All Rights Reserved. LIO-360-B1G6 Engine Maintenance Manual Lycoming Part Number: MM-LIO-360-B1G6 Contact Us: Mailing Address: Lycoming Engines 652 Oliver Street Williamsport, PA 17701 USA Phone: U.S. and Canada Toll Free: +1 (800) 258-3279 Factory Direct: +1 (570) 323-6181 Technical Support Hotline • +1 (877) 839-7878 (Toll Free) • +1 (570) 327-7222 Lycoming’s regular business hours are Monday through Friday from 8:00AM through 5:00PM Eastern Time (-5 GMT). Visit us Online: www.Lycoming.com LIO-360-B1G6 Engine Maintenance Manual RECORD OF REVISIONS Revision Revised Revision Date By Revision Description Original Original Release of Maintenance Manual - Part No. MM-LIO-360-B1G6 © 2017 Avco Corporation. All Rights Reserved Record of Revisions September 2017 Page i LIO-360-B1G6 Engine Maintenance Manual This page intentionally left blank. Record of Revisions © 2017 Avco Corporation. All Rights Reserved Page ii September 2017 LIO-360-B1G6 Engine Maintenance Manual SERVICE DOCUMENT LIST NOTICE: The following is a list of service documents referenced in or incorporated into the information in this manual. Always refer to the latest revision of any service document (including any supplements) for changes or additional information. Number Incorporation Subject Date S.B. 201 09/17 Inspection of Crankshaft Flange S.B. 240 09/17 Mandatory Parts Replacement at Overhaul and During Repair or Maintenance S.B. 342 09/17 Fuel Line (Stainless Steel Tube Assy.) and Support Clamp Inspection and Installation S.B. -

Marine Safety Investigation Report 170
MARINE SAFETY INVESTIGATION REPORT 170 Independent investigation into the disabling of the Antigua and Barbuda flag general cargo vessel ANL Purpose in the Coral Sea on 6 August 2001 AUSTRALIAN GOVERNMENT — DEPARTMENT OF TRANSPORT AND REGIONAL SERVICES Department of Transport and Regional Services Australian Transport Safety Bureau Navigation Act 1912 Navigation (Marine Casualty) Regulations investigation into the disabling of the Antigua and Barbuda flag general cargo vessel ANL Purpose in the Coral Sea on 6 August 2001 Report No 170 August 2003 ISSN 1447-087X ISBN1 877071 35 8 Readers are advised that the Australian Transport Safety Bureau investigates for the sole purpose of enhancing transport safety. Consequently, Bureau reports are confined to matters of safety significance and may be misleading if used for other purposes. Investigations commenced on or before 30 June 2003, including the publication of reports as a result of those investigations, are conducted in accordance with the Navigation (Marine Casualty) Regulations 1990, made pursuant to subsections 425(1)(ea) and 425 (1AAA) of the Navigation Act 1912. Investigations commenced on or after 1 July 2003, including the publication of reports as a result of those investigations, are authorised by the Executive Director of the Bureau in accordance with the Transport Safety Investigation Act 2003 (TSI Act). Reports released under the TSI Act are not admissible as evidence in any civil or criminal proceedings. It is ATSB policy to publish such reports in full as an educational tool to increase awareness of the causes of marine incident reports so as to improve safety at sea and enhance the protection of the marine environment, To increase the value of the safety material presented in this report, readers are encouraged to copy or reprint the material, in part or in whole, for further distribution, but should acknowledge the source. -

Locomotive Troubleshooting
Locomotive Troubleshooting Celebrating the legacy of the Feather River Route Paul Finnegan www.wplives.org Last revised 03/23/18 0 Introduction This section covers operational problems that may occur on the road and suggests action that may be taken by the operator in response to the trouble. Safety devices automatically protect equipment in case of faulty operation of almost any component. In general this protection is obtained by one of the following methods: 1. Complete shutdown of the diesel engine. 2. Unloading of the diesel engine. 3. Unloading of the diesel engine and restriction to idle engine speed. 1 Condition/Probable Cause/Action - 1 Hot engine light and Temporary Operating Check cooling water alarm Condition level. Check that shutters are open and fan is operating. Hot engine light and Low water Level Check cooling water alarm followed by low oil level, and check low light and engine water detector and shutdown governor low oil trip plunger for trip indications. If cooling water level is low, check for leaks. Add water as required. Reset the governor low oil pressure trip plunger and the low water reset button. 2 Condition/Probable Cause/Action - 2 Low oil light and alarm. Engine Low oil pressure. Check the governor low oil trip shut down. plunger and engine oil level. If oil level is satisfactory and no other reason for low oil trip is apparent (engine is not over- heated, and the crankcase pressure and low water trip buttons are set) restart the engine. If low oil shutdown occurs again, do not restart the engine. -

Technology and Future Trends
\ DOT-HS-807-068 Automotive Displays and DOT-TSC-NHTSA-86-4 Controls- Existing Technology and Future Trends M.A. Esterberg E. 0. Sussman R. A. Walter Transportation Systems Center Cambridge, MA 02142 November 1987 Final Report This document is available to the public through the National Technical Information Service, Springfield, Virginia 22161 © US Departmentof Transportation National HighwayTraffic Safety Administration Office of Research and Development, and Office of Crash Avoidance Research Washington D.C. 20590 \ NOTICE This document is disseminated under the sponsorship ofthe Department ofTransportation in the interest of information exchange. The United States Government assumes no liability for its contents or use thereof. NOTICE The United States Government does notendorse products or manufacturers. Tradeor manufacturers' names appear herein solely because they are considered essential to the object ofthe report. All copyright material has been verified and approved for publication. •\ Technical Report Documentation Pago 1. Report No. 2. Government Accession No. 3. Recipient's Catalog No. DOT-HS-807-068 4. Title and Subtitle S. Report Oate AUTOMOTIVE DISPLAYS AND CONTROLS - EXISTING November 1987 TECHNOLOGY AND FUTURE TRENDS 6. Performing Organization Code TSC-DTS-45 8. Performing Organization Report No. 7. Author'i) M.A. Esterberg, E.D. Sussman, and R.A. Walter DOT-TSC-NHTSA-86-4 9. Performing Organisation Name and Address 10. Work Unit No. (TRAIS) U.S. Department of Transportation HS702/S7Q17 Research and Special Programs Administration 11. Contract or Grant No Transportation Systems Center Cambridge, MA 02142 13. Typo of Report and Period Covered 12. Sponsoring Agency Name and Address U.S. Department of Transportation Final Report National Highway Traffic Safety Administration Jan. -
Installation Instructions
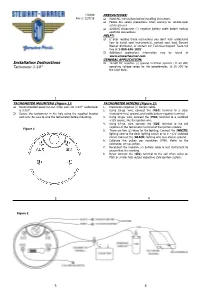
120300 PRECAUTIONS: Rev 2: 12/3/18 Read ALL instructions before installing instrument. Follow ALL safety precautions when working on vehicle-wear safety glasses! ALWAYS disconnect (-) negative battery cable before making electrical connections. HELP?: If after reading these instructions you don’t fully understand how to install your instrument(s), contact your local Stewart Warner distributor, or contact our Technical Support Team toll free at 1-800-676-1837 Additional applications information may be found at www.stewartwarner.com. GENERAL APPLICATION: Installation Instructions 12-volt DC negative (-) ground electrical systems (11-20 VDC Tachometer 3-3/8” operating voltage range for the speedometer, 11-16 VDC for the Light bulb). 1 2 TACHOMETER MOUNTING (Figure 1): TACHOMETER WIRING (Figure 2): Recommended panel cut-out (hole size) for 3-3/8” tachometer 1. Disconnect negative (-) battery cable. is 3-3/8”. 2. Using 18-ga. wire, connect the (NEG) terminal to a clean Secure the tachometer in the hole using the supplied bracket (rust/paint-free) ground, preferably battery negative terminal. and nuts. Be sure to wire the tachometer before mounting. 3. Using 18-ga. wire, connect the (POS) terminal to a switched +12V source, like the ignition wire. 4. Using 18-ga. wire, connect the (SIG) terminal to the coil negative or the tachometer terminal of the ignition module. Figure 1 5. There are two (2) wires for the lighting; Connect the (WHITE) lighting wire to the dash lighting circuit or to a +12V switched circuit. Connect the (BLACK) lighting wire to a chassis ground. 6. Calibrate the pulses per revolution (PPR). -

Me Or Body Is Different from the Manufacturer's Specifications, Unless That Difference Is Caused By: A
MAINE Definitions Altered Vehicle. A motor vehicle with a gross vehicle weight rating of 10,000 pounds or less that is modified so that the distance from the ground to the lowermost point on any part of the frame or body is different from the manufacturer's specifications, unless that difference is caused by: A. The use of tires that are no more than 2 sizes larger than the manufacturer's recommended sizes; B. The installation of a heavy duty suspension, including shock absorbers and overload springs; or C. Normal wear of the suspension system that does not affect control of the vehicle. Antique Auto. An automobile or truck manufactured in or after model year 1916 that is: A. More than 25 years old; B. Equipped with an engine manufactured either at the same time as the vehicle or to the specifications of the original engine; C. Substantially maintained in original or restored condition primarily for use in exhibitions, club activities, parades or other functions of public interest; D. Not used as its owner's primary mode of transportation of passengers or goods; E. Not a reconstructed vehicle; and F. Not an altered vehicle. Classic Vehicle. A motor vehicle that is at least 16 years old but less than 26 years old that the Secretary of State determines is of significance to vehicle collectors because of its make, model and condition and is valued at more than $5,000. Custom Vehicle. A motor vehicle manufactured after model year 1948 that: A. Is at least 25 years old or was manufactured to resemble a motor vehicle that is at least 25 years old; and B.