Marine Safety Investigation Report 170
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

LIO-360-B1G6 Engine Maintenance Manual Lycoming Part Number: MM-LIO-360-B1G6
Engine Maintenance Manual (Principal Manual) LIO-360-B1G6 Engine September 2017 Part No. MM-LIO-360-B1G6 © 2017 Avco Corporation. All Rights Reserved. LIO-360-B1G6 Engine Maintenance Manual Lycoming Part Number: MM-LIO-360-B1G6 Contact Us: Mailing Address: Lycoming Engines 652 Oliver Street Williamsport, PA 17701 USA Phone: U.S. and Canada Toll Free: +1 (800) 258-3279 Factory Direct: +1 (570) 323-6181 Technical Support Hotline • +1 (877) 839-7878 (Toll Free) • +1 (570) 327-7222 Lycoming’s regular business hours are Monday through Friday from 8:00AM through 5:00PM Eastern Time (-5 GMT). Visit us Online: www.Lycoming.com LIO-360-B1G6 Engine Maintenance Manual RECORD OF REVISIONS Revision Revised Revision Date By Revision Description Original Original Release of Maintenance Manual - Part No. MM-LIO-360-B1G6 © 2017 Avco Corporation. All Rights Reserved Record of Revisions September 2017 Page i LIO-360-B1G6 Engine Maintenance Manual This page intentionally left blank. Record of Revisions © 2017 Avco Corporation. All Rights Reserved Page ii September 2017 LIO-360-B1G6 Engine Maintenance Manual SERVICE DOCUMENT LIST NOTICE: The following is a list of service documents referenced in or incorporated into the information in this manual. Always refer to the latest revision of any service document (including any supplements) for changes or additional information. Number Incorporation Subject Date S.B. 201 09/17 Inspection of Crankshaft Flange S.B. 240 09/17 Mandatory Parts Replacement at Overhaul and During Repair or Maintenance S.B. 342 09/17 Fuel Line (Stainless Steel Tube Assy.) and Support Clamp Inspection and Installation S.B. -

Perfomance Upgrading of Engine by Oil Cooling System
International Journal of Advanced Information in Engineering Technology (IJAIET) Vol.5, No.5, May 2018 ISSN: 2454-6933 PERFOMANCE UPGRADING OF ENGINE BY OIL COOLING SYSTEM Kiran Kenny, Shibu Augustine, Prasidh E Prakash,Arjun G Nair Malabar College of Engineering and Technology, Kerala Technological University [email protected], [email protected], [email protected], [email protected] Abstract: This deals with the process of, upgrading engine increases to levels significantly higher than today. The performance by oil cooling system for future vehicle reason for the problem with the oil cooling can be the applications result in the increase of high engine power, following: low fuel consumption. The wish to prevent the future situation where the engine oil could become very hot, a) More heat will be generated to both the oil and engine formed the basis for this work. Engine oil, heat transferring coolant due to increased engine power. rate and overall design of engine cooling systems were b) Desire to allow a higher maximum towing weight. noted and studied. The most significant section was to make sure that the oil must not exceed the certain c) The opportunities to scale up the existing temperature limit. This gave answers to how the oil and system limited by lack of available space for engine components gets affected, if the oil exceeds the set components on and around the engine system. temperature limit. To get an explict and measurable parameters, the goal of this paper was defined by estimating, the heat transfer In most cases the insufficient oil cooling may neither appear demands will be in the future. -

L28/32H Instruction Manual - Marine Four-Stroke Genset Compliant with IMO Tier II MAN Diesel
L28/32H Instruction Manual - Marine Four-stroke GenSet compliant with IMO Tier II MAN Diesel GenSet Index L28-2 Text Index Drawing No. Engine data 500/600 Preface Description A6000 Warning Description A6001 Questionnaire Description A6002 Main particulars Description 600.00 (07H) Introduction Description 600.01 (08H) Safety Description 600.02 (06H) Cross section Description 600.05 (07H) Key for engine designation Description 600.10 (02H) Designation of cylinders Description 600.11 (01H) Engine rotation clockwise Description 600.12 (02H) Code identification for instruments Description 600.20 (03H) Introduction to planned maintenance programme Description 600.24 (02H) Planned maintenance programme Description 600.25 (33H) Operation data & set points Description 600.30 (50H) Green Passport Description 600.33 (02H) Data for pressure and tolerance Description 600.35 (16H) Data for tightening torque Description 600.40 (18H) Declaration of weight Description 600.45 (01H) Ordering of spare parts Description 600.50 (06H) How to return spare parts Description 600.51 (05H) Service letters Description 600.55 (01H) Conversion table Description 600.60 (01) Basic symbol for piping Description 600.65 (01H) Operation of engine 501/601 Operating Description 601.01 (21H) Out of service Description 601.05 (17H) Starting-up after out of service periods Description 601.10 (17H) Guidelines for longterm low-load operation on HFO Description 601.15 (03H) Guidelines regarding MAN Diesel GenSets operating on low Description 601.16 (02H) sulphur fuel oil Performance -

Cooling Systems in Automobiles & Cars
International Journal of Engineering and Advanced Technology (IJEAT) ISSN: 2249 – 8958, Volume-2, Issue-4, April 2013 Cooling Systems in Automobiles & Cars Gogineni. Prudhvi, Gada.Vinay, G.Suresh Babu Abstract: Most internal combustion engines are fluid cooled What the cooling system does for an engine. using either air (a gaseous fluid) or a liquid coolant run through a heat exchanger (radiator) cooled by air. 1. Although gasoline engines have improved a lot, they In air cooling system, heat is carried away by the air flowing are still not very efficient at turning chemical energy over and around the cylinder. Here fins are cast on the cylinder into mechanical power. head and cylinder barrel which provide additional conductive 2. Most of the energy in the gasoline (perhaps 70%) is and radiating surface. In water-cooling system of cooling engines, the cylinder walls and heads are provided with jacket converted into heat, and it is the job of the cooling through which the cooling liquid can circulate. system to take care of that heat. In fact, the cooling An internal combustion engine produces power byburning fuel system on a car driving down the freeway dissipates within the cylinders; therefore, it is oftenreferred to as a "heat enough heat to heat two average-sized houses! engine." However, only about25% of the heat is converted to 3. The primary job of the cooling system is to keep the useful power. Whathappens to the remaining 75 percent? Thirty engine from overheating by transferring this heat to the to thirtyfive percent of the heat produced in the air, but the cooling system also has several other combustionchambers by the burning fuel are dissipated by important jobs. -

Improving Engine Oil Cooler Performance for Future Vehicle Applications
ISRN UTH-INGUTB-EX-M 2015/13-SE Examensarbete 15 hp Juni 2015 Improving engine oil cooler performance For future vehicle applications Joakim Palmgren Martin Hjälm Wallborg Abstract Improving engine oil cooler performance - for future vehicle applications Joakim Palmgren, Martin Hjälm Wallborg Teknisk- naturvetenskaplig fakultet UTH-enheten This thesis describes the process of improving the engine oil cooler performance for future vehicle applications, from ideas to simulated concepts. Increasing market Besöksadress: expectations of high engine power, low fuel consumption and high towing capabilities Ångströmlaboratoriet Lägerhyddsvägen 1 results in an ever rising pressure on the cooling system in modern cars. Hus 4, Plan 0 The desire to prevent a future situation where the engine oil could become too hot, Postadress: formed the basis for this thesis. The thesis was performed during 10 weeks from Box 536 751 21 Uppsala March to June 2015, at Volvo Car Corporation in Gothenburg. Telefon: The working process started with literary studies where the theory behind 018 – 471 30 03 automotive cooling systems and heat exchangers were studied to increase the general Telefax: knowledge about the theory. Studies of engine oil, heat transfer and the overall design 018 – 471 30 00 of engine cooling systems were performed. Hemsida: An important part was to clarify why the oil must not exceed a certain temperature http://www.teknat.uu.se/student limit. This gave answers to how the oil and engine components would be affected, if the oil did exceed the set temperature limit. To get a clear target and measurable parameters, the goal of this thesis was defined by estimating what the heat transfer demands could be in the future. -

O-200 Overhaul Manual
C75 C85 C90 O-200 CONTINENTAL® AIRCRAFT ENGINE OVERHAUL MANUAL FAA APPROVED Publication X30010 ©2011 CONTINENTAL MOTORS, INC. AUG 2011 Supersedure Notice This manual revision replaces the front cover and list of effective pages for Publication Part No. X30010, dated January 1984. Previous editions are obsolete upon release of this manual. Effective Changes for this Manual 0 ............... January 1984 1 ............ 31 August 2011 List of Effective Pages Document Title: C75, C85, C90 & O-200 Series Engines Overhaul Manual Publication Number: X30010 Initial Publication Date: January 1984 Page Change Page Change Page Change Page Change Cover............................1 A...................................1 1 - blank added ............1 2 thru 124.....................0 Published and printed in the U.S.A. by Continental Motors, Inc. Available exclusively from the publisher: P.O. Box 90, Mobile, AL 36601 Copyright © 2011 Continental Motors, Inc. All rights reserved. This material may not be reprinted, republished, broadcast, or otherwise altered without the publisher's written permission. This manual is provided without express, statutory, or implied warranties. The publisher will not be held liable for any damages caused by or alleged to be caused by use, misuse, abuse, or misinterpretation of the contents. Content is subject to change without notice. Other products and companies mentioned herein may be trademarks of the respective owners. A C75, C85, C90 & O-200 Series Engines Overhaul Manual 31 August 2011 INTENTIONALLY LEFT BLANK FOREWORD This manual is published for the guidance of all facilities engaged in operation, maintenance and overhaul of four cylinder engines of the Teledyne Continental C and 0-200 Series. A description is included in this manual of the various models and special equipments of the series and photographs selected to illustrate the major differences between models. -

Modeling of the Internal Combustion Engine Cooling System
archives of thermodynamics Vol. 40(2019), No. 3, 109–121 DOI: DOI: 10.24425/ather.2019.129996 Modeling of the internal combustion engine cooling system ZBIGNIEW KNEBA∗ Gdańsk University of Technology, Narutowicza 11/12, 80-233 Gdańsk, Poland Abstract The article concerns computer modelling of processes in cool- ing systems of internal combustion engines. Modelling objectives and ex- isting commercial programs are presented. It also describes Author’s own method of binding graphs used to describe phenomena in the cooling sys- tem of a spark ignition engine. The own model has been verified by tests on the engine dynamometer. An example of using a commercial program for experimental modelling of an installation containing a heat accumulator is presented. Keywords: Modeling; Combustion engine; Cooling system Nomenclature A – heat exchange area Cv – specific heat of the element at a constant volume i – enthalpy Q˙ – rate of heat flow k – heat transfer coefficient m – mass of the element S˙ – rate of entropy flow T – temperature U – vector of controls (inputs) X – vector of state variables Y – vector of result parameters ∗ Email: [email protected] 110 Z. Kneba Abbreviation C – (before next letters) capacity R – (before next letters) resistance A – elements dissipating heat energy to the environment at the assumed temperature CC – combustion chamber as the only source of thermal energy CO – oil cooler (optional) COO – coolant CW – coolant cooler M – metal (engine parts) OP – oilpump OT – oiltank satu – nucleate boiling W – wall WP – coolant pump WT – coolant container 1 Introduction The reduction of CO2 emissions is nowadays the most important issue with respect to toxic gaseous emissions. -
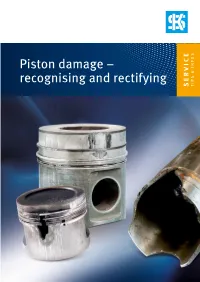
Piston Damage – Recognising and Rectifying SERVICE & INFOS TIPS
Piston damage – recognising and rectifying SERVICE & INFOS TIPS Piston damage – recognising and rectifying | 1 I BRING YOU THE POWER OF KOLBENSCHMIDT, PIERBURG AND TRW ENGINE COMPONENTS! Motor Service Group. Quality and Service from a single source. The Motor Service Group is the sales organisation for the worldwide aftermarket activities of Kolbenschmidt Pierburg. It is one of the leading suppliers of engine components for the independent aftermarket including the premium brands KOLBENSCHMIDT, PIERBURG and TRW Engine Components. Our comprehensive product range allows our customers to procure engine components from a single source. As a problem solver for dealers and repair shops, Motor Service off ers extensive services and the technical expertise that you would expect from the subsidiary of one of the largest automotive suppliers. KSPG (Kolbenschmidt Pierburg). Renowned supplier to the international automotive industry. As longstanding partners to the automotive industry, the companies in the in the KSPG Group develop innovative components and system solutions with acknowledged competence for air supply and emission control, for oil and water pumps, for pistons, engine blocks and engine bearings. The products comply with the high demands and quality standards of the automotive industry. Low emissions, reduced fuel consumption, reliability, quality and safety – these are the forces that drive innovation at Kolbenschmidt Pierburg. 2nd edition 04.2010 Liability Article No. 50 003 97302 All information in this brochure has been carefully researched and ISBN 9783865221834 compiled. Nevertheless, it is possible that errors have occurred, information has been translated incorrectly, information is missing or the details provided have changed in the intervening time. -

Engine Cooling Systems
ENGINE COOLING SYSTEMS AIR COOLING………………………………… ……………….……….4 PROBLEMS WITH AIR-COOLING…………….……….…………….5 LIQUID COOLING…………………………………………..…………13 Overview of Liquid Cooling Coolant Flow Circuit Coolant Coolant Temperatures and Overheating Causes of Overheating Engine Damage From Overheating Burned Valves Water Pump Thermostat Radiators Radiator Fan Radiator Cap and Overflow Tank Coolant Hoses Cooling System Maintenance And Testing OIL COOLING…………..……………………………………..……….35 Piston Oil Jets Oil Coolers Oil Temperatures TEST QUESTIONS AND ANSWERS……………….………………38 Engine Cooling Systems 1 AIR-COOLING Motorcycles use either liquid or air-cooling to create an optimal temperature for combustion while preventing overheating. Without proper cooling engines will wear out and/or break quickly. All engines utilize the cooling provided by the engine oil. Air-cooling works well for small displacement, single cylinder and older parallel twin-engine designs. Bikes using these engines are usually scooters and off-road dual sport bikes. Air-cooled engines use aluminum alloy heads, pistons and cylinders to dissipate heat. Aluminum dissipates heat much better than iron, and aluminum has long since replaced iron in motorcycle engines. Note that all air-cooled engines – and liquid-cooled engines – also rely on the circulation of engine oil throughout the engine for some cooling. The following engines still use air-cooling. As of 2013 for example, Honda builds a 644cc dual sport, single cylinder trail bike that is air-cooled. Suzuki builds a 124cc air cooled off-road trail bike. Yamaha still builds 249cc, 124cc and 49cc off-road dual purpose bikes that are air-cooled. As of 2013, Ducati still builds a 696cc and 796cc displacement air-cooled engine for their Monster line of street bikes. -
Vehicle Cooling a Compact Guide for the Workshop 02
Vehicle cooling A compact guide for the workshop 02 What is thermal management? Thermal management includes ensuring the optimal engine tem- The components in these two assemblies, which interact with perature in all operating conditions as well as heating and cooling each other, often form a unit. This booklet covers modern cooling the vehicle cabin. A modern thermal management system there- systems and their technical background. In this context, we also fore consists of engine cooling and air conditioning components. deal with the principles of operation, causes of failure, character- istic features, and diagnostic options. Disclaimer/picture credits The information in this document has been compiled by the publisher on the basis of details provided by automobile manufacturers and importers, in addition to other sources. Great care has been taken to ensure the accuracy of this information. However, the publisher assumes no liability for any errors or the consequences thereof. This applies to the use of data and information that proves to be incorrect or has been misrepresented, or errors that have been inadvertently introduced during the compilation of the data. Without prejudice to the above, the publisher accepts no liability for any loss of profit, goodwill, or any other resulting loss, including economic loss. The publisher accepts no liability for damage or operational disruption resulting from nonobservance of the training document and the specific safety instructions. The pictures shown in this booklet are mostly supplied by