Agitation Handbook
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-
CALCULUS for the UTTERLY CONFUSED Has Proven to Be a Wonderful Review Enabling Me to Move Forward in Application of Calculus and Advanced Topics in Mathematics
TLFeBOOK WHAT READERS ARE SAYIN6 "I wish I had had this book when I needed it most, which was during my pre-med classes. It could have also been a great tool for me in a few medical school courses." Or. Kellie Aosley8 Recent Hedical school &a&ate "CALCULUS FOR THE UTTERLY CONFUSED has proven to be a wonderful review enabling me to move forward in application of calculus and advanced topics in mathematics. I found it easy to use and great as a reference for those darker aspects of calculus. I' Aaron Ladeville, Ekyiheeriky Student 'I1 am so thankful for CALCULUS FOR THE UTTERLY CONFUSED! I started out Clueless but ended with an All' Erika Dickstein8 0usihess school Student "As a non-traditional student one thing I have learned is the importance of material supplementary to texts. Especially in calculus it helps to have a second source, especially one as lucid and fun to read as CALCULUS FOR THE UTTERtY CONFUSED. Anyone, whether you are a math weenie or not, will get something out of this book. With this book, your chances of survival in the calculus jungle are greatly increased.'I Brad &3~ker,Physics Student Other books in the Utterly Conhrsed Series include: Financial Planning for the Utterly Confrcsed, Fifth Edition Job Hunting for the Utterly Confrcred Physics for the Utterly Confrred CALCULUS FOR THE UTTERLY CONFUSED Robert M. Oman Daniel M. Oman McGraw -Hill New York San Francisco Washington, D.C. Auckland Bogoth Caracas Lisbon London Madrid Mexico City Milan Montreal New Delhi San Juan Singapore Sydney Tokyo Toronto Library of Congress Cataloging-in-Publication Data Oman, Robert M. -

Impeller Power Draw Across the Full Reynolds Number
IMPELLER POWER DRAW ACROSS THE FULL REYNOLDS NUMBER SPECTRUM Thesis Submitted to The School of Engineering of the UNIVERSITY OF DAYTON In Partial Fulfillment of the Requirements for The Degree of Master of Science in Chemical Engineering By Zheng Ma Dayton, OH August, 2014 IMPELLER POWER DRAW ACROSS THE FULL REYNOLDS NUMBER SPECTRUM Name: Ma, Zheng APPROVED BY: ______________________ ________________________ Kevin J. Myers, D.Sc., P.E. Eric E. Janz, P.E. Advisory Committee Chairman Research Advisor Research Advisor & Professor Chemineer Research & Chemical & Materials Engineering Development Manager NOV-Process & Flow Technologies ________________________ Robert J. Wilkens, Ph.D., P.E. Committee Member & Professor Chemical & Materials Engineering _______________________ ___________________________ John G. Weber, Ph.D. Eddy M. Rojas, Ph.D., M.A., P.E. Associate Dean Dean, School of Engineering School of Engineering ii ABSTRACT IMPELLER POWER DRAW ACROSS THE FULL REYNOLDS NUMBER SPECTRUM Name: Ma, Zheng University of Dayton Research Advisors: Dr. Kevin J. Myers Eric E. Janz The objective of this work is to gain information that could be used to design full scale mixing systems, and also could develop a design guide that can provide a reliable prediction of the power draw of different types of impellers. To achieve this goal, the power number behavior,including three operation regimes, the limits of the operation regimes, and the effect of baffling on power number,was compared across the full Reynolds number spectrum for Newtonian fluids in a laboratory-scale agitator. Six industrially significant impellers were tested, including three radial flow impellers: D-6, CD-6, and S-4, and also three axial flow impellers: P-4, SC-3, and HE-3. -

Dimensional Analysis and Modeling
cen72367_ch07.qxd 10/29/04 2:27 PM Page 269 CHAPTER DIMENSIONAL ANALYSIS 7 AND MODELING n this chapter, we first review the concepts of dimensions and units. We then review the fundamental principle of dimensional homogeneity, and OBJECTIVES Ishow how it is applied to equations in order to nondimensionalize them When you finish reading this chapter, you and to identify dimensionless groups. We discuss the concept of similarity should be able to between a model and a prototype. We also describe a powerful tool for engi- I Develop a better understanding neers and scientists called dimensional analysis, in which the combination of dimensions, units, and of dimensional variables, nondimensional variables, and dimensional con- dimensional homogeneity of equations stants into nondimensional parameters reduces the number of necessary I Understand the numerous independent parameters in a problem. We present a step-by-step method for benefits of dimensional analysis obtaining these nondimensional parameters, called the method of repeating I Know how to use the method of variables, which is based solely on the dimensions of the variables and con- repeating variables to identify stants. Finally, we apply this technique to several practical problems to illus- nondimensional parameters trate both its utility and its limitations. I Understand the concept of dynamic similarity and how to apply it to experimental modeling 269 cen72367_ch07.qxd 10/29/04 2:27 PM Page 270 270 FLUID MECHANICS Length 7–1 I DIMENSIONS AND UNITS 3.2 cm A dimension is a measure of a physical quantity (without numerical val- ues), while a unit is a way to assign a number to that dimension. -

Birds and Frogs Equation
Notices of the American Mathematical Society ISSN 0002-9920 ABCD springer.com New and Noteworthy from Springer Quadratic Diophantine Multiscale Principles of Equations Finite Harmonic of the American Mathematical Society T. Andreescu, University of Texas at Element Analysis February 2009 Volume 56, Number 2 Dallas, Richardson, TX, USA; D. Andrica, Methods A. Deitmar, University Cluj-Napoca, Romania Theory and University of This text treats the classical theory of Applications Tübingen, quadratic diophantine equations and Germany; guides readers through the last two Y. Efendiev, Texas S. Echterhoff, decades of computational techniques A & M University, University of and progress in the area. The presenta- College Station, Texas, USA; T. Y. Hou, Münster, Germany California Institute of Technology, tion features two basic methods to This gently-paced book includes a full Pasadena, CA, USA investigate and motivate the study of proof of Pontryagin Duality and the quadratic diophantine equations: the This text on the main concepts and Plancherel Theorem. The authors theories of continued fractions and recent advances in multiscale finite emphasize Banach algebras as the quadratic fields. It also discusses Pell’s element methods is written for a broad cleanest way to get many fundamental Birds and Frogs equation. audience. Each chapter contains a results in harmonic analysis. simple introduction, a description of page 212 2009. Approx. 250 p. 20 illus. (Springer proposed methods, and numerical 2009. Approx. 345 p. (Universitext) Monographs in Mathematics) Softcover examples of those methods. Softcover ISBN 978-0-387-35156-8 ISBN 978-0-387-85468-7 $49.95 approx. $59.95 2009. X, 234 p. (Surveys and Tutorials in The Strong Free Will the Applied Mathematical Sciences) Solving Softcover Theorem Introduction to Siegel the Pell Modular Forms and ISBN: 978-0-387-09495-3 $44.95 Equation page 226 Dirichlet Series Intro- M. -

Series Representation of Power Function
Series Representation of Power Function Kolosov Petro May 7, 2017 Abstract This paper presents the way to make expansion for the next form function: y = n x ; 8(x; n) 2 N to the numerical series. The most widely used methods to solve this problem are Newton's Binomial Theorem and Fundamental Theorem of Calculus (that is, derivative and integral are inverse operators). The paper provides the other kind of solution, based on induction from particular to general case, except above described theorems. Keywords. power, power function, monomial, polynomial, power series, third power, series, finite difference, divided difference, high order finite difference, derivative, bi- nomial coefficient, binomial theorem, Newton's binomial theorem, binomial expansion, n-th difference of n-th power, number theory, cubic number, cube, Euler number, ex- ponential function, Pascal triangle, Pascal's triangle, mathematics, number theory 2010 Math. Classification Subject. 40C15, 32A05 e-mail: kolosov [email protected] ORCID: http://orcid.org/0000-0002-6544-8880 Social media links Twitter - Kolosov Petro Youtube - Kolosov Petro Mendeley - Petro Kolosov Academia.edu - Petro Kolosov LinkedIn - Kolosov Petro Google Plus - Kolosov Petro Facebook - Kolosov Petro Vimeo.com - Kolosov Petro VK.com - Math Facts Publications on other resources HAL.fr articles - Most recent updated ArXiV.org articles Archive.org articles 1 ViXrA.org articles Figshare.com articles Datahub.io articles 1 Introduction Let basically describe Newton's Binomial Theorem and Fundamental Theorem of Cal- culus and some their properties. In elementary algebra, the binomial theorem (or binomial expansion) describes the algebraic expansion of powers of a binomial. The theorem describes expanding of the power of (x + y)n into a sum involving terms of the form axbyc where the exponents b and c are nonnegative integers with b + c = n, and the coefficient a of each term is a specific positive integer depending on n and b. -

Simulation-Based Design of Bioreactors Using Computational Multiphysics
Simulation-based Design of Bioreactors Using Computational Multiphysics by Kimia Entezari A thesis presented to the University of Waterloo in fulfillment of the thesis requirement for the degree of Master of Applied Science in Chemical Engineering Waterloo, Ontario, Canada, 2021 c Kimia Entezari 2021 Author's Declaration I hereby declare that I am the sole author of this thesis. This is a true copy of the thesis, including any required final revisions, as accepted by my examiners. I understand that my thesis may be made electronically available to the public. ii Abstract The Covid-19 pandemic highlighted the importance of quickly scaling up the production of vaccines and other pharmaceutical products. These products are typically made within bioreactors: vessels that carry out bioreactions involving microorganisms or biochemical substances derived from microorganisms. The design, construction, and evaluation of bioreactors for large-scale production, however, is costly and time-consuming. Many builds are often needed to resolve issues such as poor mixing and inhomogeneous nutrient transfer. Nevertheless, computational methods can be used to identify and resolve these limitations early-on in the design process. This is why understanding the flow characteristics inside a bioreactor through computational fluid dynamics (CFD) can save time, money, and lives. Bioreactors contain three phases: 1) a continuous liquid medium which is the host for cells to feed and grow, 2) a dispersed solid phase which is the microorganism particles inside the tank, and 3) a dispersed gas phase which includes the air or oxygen bubbles for microorganisms aspiration. Due to the complexity of solving a three-phase flow problem, most bioreactor multi-phase simulations in the literature neglect the dispersed microor- ganism phase and its effects entirely{thus assuming two phases only. -

Understand the Real World of Mixing
Back to Basics Understand the Real World of Mixing Thomas Post Post Mixing Optimization and Most chemical engineering curricula do not Solutions adequately address mixing as it is commonly practiced in the chemical process industries. This article attempts to fi ll in some of the gaps by explaining fl ow patterns, mixing techniques, and the turbulent, transitional and laminar mixing regimes. or most engineers, college memories about mix- This is the extent of most engineers’ collegiate-level ing are limited to ideal reactors. Ideal reactors are preparation for real-world mixing applications. Since almost Fextreme cases, and are represented by the perfect- everything manufactured must be mixed, most new gradu- mixing model, the steady-state perfect-mixing model, or the ates are ill-prepared to optimize mixing processes. This steady-state plug-fl ow model (Figure 1). These models help article attempts to bridge the gap between the theory of the determine kinetics and reaction rates. ideal and the realities of actual practice. For an ideal batch reactor, the perfect-mixing model assumes that the composition is uniform throughout the Limitations of the perfect-mixing reactor at any instant, and gives the reaction rate as: and plug-fl ow models Classical chemical engineering focuses on commodity (–rA)V = NA0 × (dXA/dt) (1) chemicals produced in large quantities in continuous opera- tions, such as in the petrochemical, polymer, mining, fertil- The steady-state perfect-mixing model for a continuous process is similar, with the composition uniform throughout the reactor at any instant in time. However, it incorporates Feed the inlet molar fl owrate, FA0: Uniformly Mixed (–rA)V = FA0 × XA (2) The steady-state plug-fl ow model of a continuous process assumes that the composition is the same within a differential volume of the reactor in the direction of fl ow, typically within a pipe: Product (–r )V = F × dX (3) Uniformly A A0 A Mixed These equations can be integrated to determine the time required to achieve a conversion of XA. -

Dimensional Analysis and Modeling
cen72367_ch07.qxd 10/29/04 2:27 PM Page 269 CHAPTER DIMENSIONAL ANALYSIS 7 AND MODELING n this chapter, we first review the concepts of dimensions and units. We then review the fundamental principle of dimensional homogeneity, and OBJECTIVES Ishow how it is applied to equations in order to nondimensionalize them When you finish reading this chapter, you and to identify dimensionless groups. We discuss the concept of similarity should be able to between a model and a prototype. We also describe a powerful tool for engi- ■ Develop a better understanding neers and scientists called dimensional analysis, in which the combination of dimensions, units, and of dimensional variables, nondimensional variables, and dimensional con- dimensional homogeneity of equations stants into nondimensional parameters reduces the number of necessary ■ Understand the numerous independent parameters in a problem. We present a step-by-step method for benefits of dimensional analysis obtaining these nondimensional parameters, called the method of repeating ■ Know how to use the method of variables, which is based solely on the dimensions of the variables and con- repeating variables to identify stants. Finally, we apply this technique to several practical problems to illus- nondimensional parameters trate both its utility and its limitations. ■ Understand the concept of dynamic similarity and how to apply it to experimental modeling 269 cen72367_ch07.qxd 10/29/04 2:27 PM Page 270 270 FLUID MECHANICS Length 7–1 ■ DIMENSIONS AND UNITS 3.2 cm A dimension is a measure of a physical quantity (without numerical val- ues), while a unit is a way to assign a number to that dimension. -
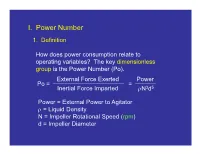
I. Power Number 1
I. Power Number 1. Definition How does power consumption relate to operating variables? The key dimensionless group is the Power Number (Po). _____________________External Force Exerted ______Power Po = = Inertial Force Imparted rN3d5 Power = External Power to Agitator r = Liquid Density N = Impeller Rotational Speed (rpm) d = Impeller Diameter Other important dimensionless groups: 2 ______________Inertial Forces ______rd N Osborne Reynolds Re = = Viscous Forces m (no apostrophe) 2 __________________Inertial Forces ____N d Fr = = William “Frew-d” Gravitational Forces g g = gravitational acceleration 2. Correlation with other Dimensionless Groups In general, the Power Number for ungassed systems is related to the Reynolds Number and the Froude Number: Po = c (Re)x (Fr)y In a well-baffled vessel, the gravitational forces are minimal, and the Power Number for ungassed systems is related only to the Reynolds Number: Po = c (Re)x Bioreactors are typically well-baffled. a) For laminar flow (Re<10), Po decreases linearly with the logarithm of Re. Thus, x = -1 and the power absorbed is a function of the fluid viscosity: Po = c (Re)-1 Power ______m or, ______ = c rN3d5 ( r d2 N ) Power = cd3N2m b) For transition flow (10<Re<10000), Po is a complex function of Re. c) For turbulent flow (10000<Re), Po is a constant (independent of Re). Thus, x = 0, and the power absorbed is not a function of the fluid viscosity. Po = c Power ______ = c rN3d5 Power = crN3d5 Notes: Axial-flow impellers usually have lower values of Po compared to radial-flow impellers. These relationships are for ungassed systems (i.e., no aeration). -

Characterization of Laminar Flow and Power Consumption in a Stirred Tank by a Curved Blade Agitator
Proceedings of the International Conference on Heat Transfer and Fluid Flow Prague, Czech Republic, August 11-12, 2014 Paper No. 11 Characterization of Laminar Flow and Power Consumption in a Stirred Tank by a Curved Blade Agitator Amine Benmoussa, Mohamed Bouanini, Mebrouk Rebhi University of Bechar, Energarid Laboratory BP417 Route de Kenadsa, 08000 Bechar, Algeria [email protected]; [email protected]; [email protected] Abstract - Many operations in process industries as chemical, biotechnological, pharmaceutical, petrochemical, and food processing that are performed in stirred tanks or in mechanically agitated vessels. Therefore determining the level of mixing and overall behaviour and performance of the mixing tanks are crucial from the product quality and process economics point of views. The most fundamental needs for the analysis of these processes from both a theoretical and industrial perspective is the knowledge of the hydrodynamic behaviour and the flow structure in such tanks. Depending on the purpose of the operation carried out in mixer, the best choice for geometry of the tank and agitator type can vary widely. Initially, a local and global study namely the velocity and power number on a typical agitation system agitated by a mobile-type two-blade straight (d/D=0.5) allowed us to test the reliability of the CFD, the result were compared with those of experimental literature, a very good concordance was observed. The stream function, the velocity profile, the velocity fields and power number are analyzed. It was shown that the hydrodynamics is modified by the curvature of the mobile which plays a key role. Keywords: Agitated tanks, Curved blade agitator, Newtonian fluid, Laminar flow, CFD modelling, Finite volume method. -

Mixer Mechanical Design—Fluid Forces
MIXER MECHANICAL DESIGN—FLUID FORCES by Ronald J. Weetman Senior Research Scientist and Bernd Gigas Principal Research Engineer LIGHTNIN Rochester, New York Fluid force amplification resulting from system dynamics of the Ronald J. Weetman is Senior Research mixer and tank configuration are addressed. The role of Scientist at LIGHTNIN, in Rochester, New computational fluid dynamics in mixer process and mechanical York. He has 21 patents and is the author of design is shown. Several experimental techniques are described to 42 publications, including contributions to measure the fluid forces and validate mixer mechanical design Fluid Mixing Technology by J.Y. Oldshue. practice. Over the last 26 years, he has specialized in theoretical, computational, and experi- INTRODUCTION mental fluid mechanics as applied to Fluid mixer design is often thought of as the application of two mixing technology. Dr. Weetman developed engineering disciplines in sequence. The first step is process design the first industrial automated laser Doppler from a chemical perspective and involves the specification of the velocimeter laboratory in 1976, and has impeller configuration, speed, temperature, and pressure, etc. The invented various types of impellers that cover a broad range of basic need in this step is to make sure the installed unit operation mixing applications. He has also designed unique methods of performs the necessary process tasks. Common process forming his impellers to optimize manufacture while maximizing specifications are: process gains. Dr. Weetman was named Inventor of the Year in Rochester, New York, for 1989, and was chairman of Mixing XIV, • Mild blending of miscible fluids NAMF/Engineer Foundation Conference held in 1993. -

Turbine Water-Wheel Tests
Water-supply and Irrigation Ps.pf? Nu. 180 Serm M, General Hydrographic Investigations, 18 DEPARTMENT OF THE INTERIOR UNITED STATES GEOLOGICAL SURVEY CHARLES D. WALCOTT, DlKECTO» TURBINE WATER-WHEEL TESTS AND POWER TABLES BT ROBERT E. HORTON WASHINGTON GOVERNMENT PRINTING OFFICE 1906 Water-Supply and Irrigation Papef No. 180 Series M, General Hydrographic Investigations, 18 DEPARTMENT OF THE INTEEIOK UNITED STATES GEOLOGICAL SURVEY CHARLES I). WALCOTT, DIRECTOR TURBINE WATER-WHEEL TESTS AND POWER TABLES BY ROBERT E. HORTON WASHINGTON GOVERNMENT PRINTING OFFICE 1906 CONTENTS. Page. Introduction.............................................................. 7 Principal types of water wheels.............................................. 7 Vertical water wheels.................................................. 8 Classes of turbines..................................................... 9 Tangential outward flow turbines Barker's mill...................... 9 Radial outward-flow turbines the Fourneyron turbine................. 9 Parallel downward-flow turbine the Jonval turbine................... 12 Radial inward-flow turbines the Francis turbine...................... 13 Mixed-flow turbines................................................ 13 Scroll central-discharge wheels.................................. 14 American type of turbines...................................... 14 Types of turbine gates and guides....................................... 16 Mechanical principles of the turbine.......................................... 17 Horsepower and