Share the Passion Program Book
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Brevard Live Live March 2020
Brevard Live Live March 2020 - 1 2 - Brevard Live March 2020 Brevard Live Live March 2020 - 3 4 - Brevard Live March 2020 Brevard Live Live March 2020 - 5 6 - Brevard Live March 2020 Contents March 2020 FEATURES HOT PINK INDIAFEST Hot Pink has made a name for them- Columns Royal West India is the theme of this selves, not just as a good band but also Charles Van Riper year’s Indiafest held in Wickham Park. as great entertainers. One of the best It is a symbol of cultural enrichment in 22 Political Satire showmen in Brevard is vocalist James Dollar To Doghnuts Brevard and is celebrated with great en- Spiva who is also an actor. Matt Bretz thusiasm. got with Spiva for an in-depth interview. Page 11 Calendars Page 14 25 Live Entertainment, SOUND WAVES MUSIC FESTIVAL Concerts, Festivals This is the 4th annual Sound Waves Mu- GREG REINEL sic Festival held by 89.5 FM WFIT. The Reinel’s passion for art and music grew Brevard Love radio station features the winner of their as a young adult. The Screaming Igua- 30 by Matt Bretz garage band contest along with a nice nas of Love were one of the first Mel- Human Satire line-up of other bands. bourne based bands he was part of. But Page 12 it was his poster art that made him world Local Lowdown famous. 32 by Steve Keller BEERAPALOOZA Page 18 Beerapalooza is the first big event in CD Review 2020 held at Florida Beer Company in JAIMIE ENGLE 35 by Rob Pedrick Cape Canaveral. -

2015 Catalogue of Results
2015 CATALOGUE OF RESULTS The Royal Agricultural Society of Victoria acknowledges and thanks the AIBA supporters and sponsors: Major Sponsor Presenting Partners Event Partners Trophy Sponsors Supporting Partners 2015 Catalogue of Results The Royal Agricultural Society of Victoria Limited ABN 66 006 728 785 ACN 006 728 785 Melbourne Showgrounds Epsom Road Ascot Vale VIC 3032 Telephone +61 3 9281 7444 Facsimile +61 3 9281 7592 www.rasv.com.au List of Office Bearers As at 03/02/2015 Patron The Hon Alex Chernov AC QC Board of Directors S. C. Spargo AM (Chair) D. Pollett-Hodgson (Vice Chair) D. S. Chapman M. J. Coleman A. J. Hawkes N. E. King OAM G. J. Phillips J. A. Potter P. J. B. Ronald OAM President S. C. Spargo AM Vice President D. Pollett-Hodgson Chief Executive Officer M. O’Sullivan Company Secretary J. Perry Event Manager, Beverage Damian Nieuwesteeg Telephone: +61 3 9281 7461 Email: [email protected] TABLE OF CONTENTS CEO’S MESSAGE ................................................................................................................ 2 HEAD JUDGE’S REPORT .................................................................................................... 3 CHAMPION TROPHIES ....................................................................................................... 5 MAJOR TROPHIES .............................................................................................................. 6 SECTIONS AND CLASSES OF ENTRY .............................................................................. -

Alaskan Brewing Company Medal Flight Name Gold
Dashboard Entries Flights Reports Settings Quick Search Alaskan Brewing Company Juneau, AK, USA Medal Flight Name Beer Name Gold 14C - Blonde or Golden Ale - Final Round Alaskan Pale Altitude Chophouse and Brewery Laramie, WY, USA Medal Flight Name Beer Name Gold 17E - Chili Beer - Final Round Mexican Chili Ale Anheuser-Busch St. Louis, MO, USA Medal Flight Name Beer Name Silver 13B - American Premium Lager - Final Round Michelob Gold 13C/D - American Malt Liquors / Specialty Lager - Final Round Hurricane High Gravity Silver 13C/D - American Malt Liquors / Specialty Lager - Final Round Natural Ice Bronze 13C/D - American Malt Liquors / Specialty Lager - Final Round King Cobra Gold 13E - American Light Lagers - Final Round Michelob Light Silver 13E - American Light Lagers - Final Round Michelob Ultra Bronze 17B - Fruit Beers - Final Round Shock Top Raspberry Wheat Gold 26 - Non-Alcoholic Malt-Based Beverages - Final Round O'Doul's Amber Silver 26 - Non-Alcoholic Malt-Based Beverages - Final Round Busch NA Bronze 26 - Non-Alcoholic Malt-Based Beverages - Final Round O'Doul's Silver 3G - Munich Dark - Final Round Michelob AmberBock BJ's Restaurant & Brewery Chandler, AZ, USA Medal Flight Name Beer Name Silver 19A - Dubbel - Final Round Abbey Normal Silver 19C - Belgian Strong Pale Ale - Final Round Grand Cru Bronze 27 - Carbonated Soft Drinks - Final Round BJ's Rootbeer Silver 8E - Double/Imperial Irish Red Ale - Final Round Goliath BJ's Restaurant & Brewery-Reno Reno, NV, USA Medal Flight Name Beer Name Silver 6C - American Pale Ale - Final Round Piranha Pale Ale Barley Brown's Brew Pub Baker City, OR, USA Medal Flight Name Beer Name Gold 15C/D - American Dark Wheat / Dark Hefeweizen- Final Round Shredders Wheat Silver 15C/D - American Dark Wheat / Dark Hefeweizen- Final Round Shredders Wheat Bronze 17E - Chili Beer - Final Round Hot Blonde Gold 6F - American-Style India Pale Ale - Final Round W.F.O. -
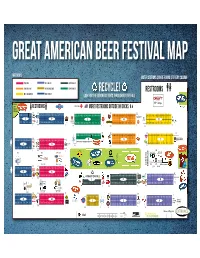
GABF12 Floorplan.Ai
GREAT AMERICAN BEER FESTIVAL® MAP REGIONSREGIONS WATER STATIONS CAN BE FOUND AT EVERY COLUMN PACIFIC MID WEST SOUTHEAST PACIFIC NW NEW ENGLAND SOUTHWEST RECYCLE! RESTROOMS MID ATLANTIC MOUNTAIN LOOK FOR THE ZEROHERO TENTS THROUGHOUT THE HALL FARMM TO VIP Lounge TABLELE RESTROOMS FIRST AID MORE RESTROOMS OUTSIDE ON DOCKS PAVILIONILIONN ENTRANCERANCE 18 19 18 34 10 11 12 13 14 1155 16 17 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 T GREAGREAT NORTHERNNORTHERN BREWINGBREWING COMPANYCOMPANY P WHITEFISH,WHITEFISH, MONTMOANAANNTA L H D 9 8 7 6 5 4 3 2 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 18 1 1 1 19 1 17 18 36 18 18 35 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 Brewers Association presents the 7th Annual 24 GREAT AMERICAN BEER FESTIVAL® 13 14 15 16 17 18 19 20 21 22 23 K G C PRO-AMAM 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 support your local brewery guild pavilionvilion COMPETITIONCOMPETIOMP TION 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 S 1 O 19 17 17 12 11 10 9 8 7 6 5 4 3 2 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 18 1 144 156 152 136 137 142 143 145 159 iety can e Soc ® 141 1588 AmericanAmeri Cheese Society Chees 154 151 150 135 -
1 of 1 Ending Date INDEFINITE
DEPARTMENT OF BUSINESS AND PROFESSIONAL REGULATION DBPR Form AB&T DIVISION OF ALCOHOLIC BEVERAGES AND TOBACCO 4000a-032E 1940 NORTH MONROE STREET TALLAHASSE, FL 32399-1022 Rev. 5/04 NOTICE OF DIFFERENTIAL PRICES OR CHANGE OF PRICES (MALT BEVERAGES) Distributor Carroll Distributing Company Date September 17, 2014 Location Address 1553 Silicon Ave License No.JDBW 15-00296 KLD City Melbourne, Fl 32940 Beginning Date September 28, 2014 Notice No. 2014 - 051 Page 1 of 1 Ending Date INDEFINITE Counties Where Price is in Effect: BREVARD AND INDIAN RIVER ****ON AND OFF PREMISE 2014 NEW FRONTLINE PRICES AS LISTED BELOW**** There will be a modest price increase for the following products (as noted) effective 9-28-2014. These new front-line prices supercede any previously announced frontlines: *****SEE ATTACHED***** Tom Joynes Sales Manager Authorized Representative Title CARROLL DISTRIBUTING COMPANY 1553 Silicon Ave Melbourne, Fl 32940 Telephone (321) 421-6283 Price Change= PRICE LIST EFFECTIVE SEPTEMBER 28, 2014 CARROLL DISTRIBUTING CO. ITEM# CASE UPC CARRIER UNIT PRICE AB DOMESTIC BRANDS BUDWEISER MANUFACTURER UPC:18200 15/25 OZ CAN 1105 11251 25000 25000 $23.30 24/16 OZ LNNR 6/4 1104 11040 00975 180062 $23.95 24/16 OZ PLASTIC LNNR 1106 11006 00263 182632 $26.35 15/25 OZ CAN 5/3 1112 11192 21985 25000 $23.30 24/16 OZ ALNR 3/8 1113 95860 21979 00473 $27.60 15/16 OZ CALNR 1114 96539 00473 184732 $17.25 15/16 OZ ALUM BTL 1115 96539 00473 184732 $17.25 18/12 OZ LNNR 1117 11308 11308 181682 $15.65 18/12 OZ 18 PACK CAN 1118 11218 11218 180162 $15.65 -

BBN Brevard Business News
Brevard Business BBN News Vol. 27 No. 34 August 24, 2009 A Weekly Space Coast Business Magazine Gregory Daniel expands business to south county, opens Indialantic studio has supported their venture. By Ken Datzman “When we go to charitable events around the county and see so many of our INDIALANTIC — Gregory Daniel, a clients at these gatherings, it’s almost like noted professional photographer and a reunion,” he said. “We have a very caring small–business operator in Brevard clientele. These people are the fabric of the County, has the kind of staying power in community. It’s a joy to be around them the marketplace and brand recognition and to have them as clients.” that many entrepreneurs in his field A cherished item is a gift certificate admire. from Gregory Daniel Portrait Artist. Those A founding member of the International who attend charitable fund–raisers in the Society of Portrait Artists, Daniel has been region have bid on these prized certificates capturing the type of family images on film at auctions. The Daniels donate the that clients treasure and proudly showcase certificates to various charities in the on the walls of their homes. He’s been county to help raise money for the organi- honing his craft for more than a quarter zations. “That’s a commitment we made century, building a portraiture portfolio of long ago and we will always stand by that community leaders in the region. commitment to donate our skills to help “We have a wonderful client base,” said charities,” said Lesa Daniel. “It’s a win for Lesa Daniel. -

Neolocalism and Activating the Urban Landscape
Neolocalism and Activating the Urban Landscape: Economics, Social Networks and Creation of Place by April A. Watson A Dissertation Submitted to the Faculty of The Charles E. Schmidt College of Science in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy Florida Atlantic University Boca Raton, Florida August 2016 Copyright 2016 by April Watson ii Acknowledgements I would like thank my committee chair, Dr. Maria Fadiman. Her encouragement, enthusiasm, and input made this dissertation possible. I would also like to thank my dissertation committee, Dr. Charles Roberts, Dr. Clifford Brown and Dr. Eric Dumbaugh, as well as the Departments of Geosciences, Anthropology, and Urban and Regional Planning. The kindness and support given me by these departments was invaluable. Acknowledgements are also due to my husband Monty and my sister Erin. I honestly could not have finished if they had not helped me. I also want to show gratitude to my family and friends, for their encouragement and humor over the last three years. Finally, I would like to thank all of the craft brewers who took time out of their busy schedules to again and again answer my questions and introduce me to the craft beer world. In particular, I would like to thank: John from Funky Buddha, Leigh from 3 Daughters, Julie from Pair o Dice, Devon from 7venth Sun, Luis from Wynwood Brewing, Matt Manthe, Felonice and Matt from Accomplice, Ron from Veterans United and Greg from Rapp Brewing. You all are rock stars in my book. iv Abstract Author: April Watson Title: Neolocalism and Activating the Urban Landscape: Economics, Social Networks and Creation of Place Institution: Florida Atlantic University Dissertation Advisor: Dr. -

What a Year for America's Beer Distributors! NBWA's 74 Th Annual
National Beer Wholesalers Association hat a year for America’s beer distributors! NBWA’s 74 th Annual Convention 1101 King Street, Suite 600 W and Trade Show in Las Vegas, October 16-19, offers a great opportunity for Alexandria, Virginia 22314-2944 members of the industry to get together to discuss the future of this great industry. www.nbwa.org We hope all distributor members will attend the Distributor Member Meeting Sunday, October 16, from 3:00-5:00 p.m. This candid forum will give an in-depth look at challenes facing distribution and offer an off-the-record conversation about the most pressing issues distributors are facing today. Hear directly from your elected leaders how your Association is working to strengthen the American system of alcohol distribution and advocating for policies that support effective alcohol regulation. NBWA is excited to bring you a dynamic program packed with great speakers, 23 education seminars and a Trade Show filled with hundreds of innovative products and services to assist you in your business. All of this will be showcased at the exciting Caesars Palace! An all-star lineup of interesting and informative speakers will take the spotlight at this year’s Convention. Attendees have the exciting opportunity to hear from former President and CEO of Walmart, Lee Scott, about the leadership, innovation and business strategies that led Walmart to be such a successful retailer. Scott will also participate in a candid question and answer forum where distributors will have the opportunity to ask some tough questions. In addition, attendees will hear from Tom Long, President and CEO of MillerCoors LLC, who will discuss supplier-distributor relationships and how to chart growth leveraging innovation despite the challenges facing the U.S. -

Brewers Association Board of Directors
2016 Stewardship Report Operating 2016 NUMBERS U.S. brewery AT A GLANCE 3,667 members 46,600+ 20.6 Million American Homebrewers Page views Association® members on BA websites 77,600+ Attendees at BA events (60,000 GABF; 4,000 SAVORSM; 13,600 CBC) 27,560 TM Brew Guru TM app logins TM 78,846 Combined circulation of 288 & 51 Zymurgy® and The New Brewer® House (288) and Senate (51) co-sponsors of H.R. 2903 and S. 1562, legislation to recalibrate brewers’ federal excise taxes 127,965 Printed copies of Brewers Publications books sold 14,000+ e-books of operating breweries are Credentialed members journalists attending 72.57% 1,000+ BA events One of the Brewers Association’s goals is to be a transparent organization. This stewardship report serves as a summary of Brewers Association board, committee, staff and member activities in the 2016 calendar year. The Brewers Association is a 501(c)(6) not-for-profit trade association. Purpose To promote and protect American craft brewers, their beers and the community of brewing enthusiasts. Strategic Objectives 1. Promote access to raw materials. 2. Support research and advances in education, technology and raw materials. 3. Exercise political influence to secure fair legislative and regulatory treatment, and access to markets. 4. Foster the commitment to quality and operational excellence including safety and sustainability. 5. Grow and educate the consumer base to understand and champion beer from craft brewers. 6. Cultivate new ideas and a commitment to a living and active beer culture among craft brewers and homebrewers. 7. Enhance and support a communications and transparency strategy for messaging to our members. -
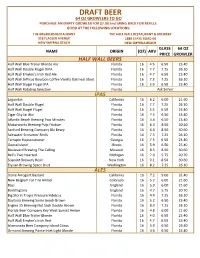
DRAFT BEER 64 OZ GROWLERS to GO PURCHASE an EMPTY GROWLER for $7.00 and BRING BACK for REFILLS
DRAFT BEER 64 OZ GROWLERS TO GO PURCHASE AN EMPTY GROWLER FOR $7.00 and BRING BACK FOR REFILLS. GOOD AT THE FOLLOWING LOCATIONS: THE BREAKERS RESTAURANT THE HALF WALL RESTAURANT & BREWERY 518 FLAGLER AVENUE 1889 STATE ROAD 44 NEW SMYRNA BEACH NEW SMYRNA BEACH GLASS 64 OZ NAME ORIGIN (OZ) ABV PRICE GROWLER HALF WALL BEERS Half Wall Blue Trailer Blonde Ale Florida 16 4.5 6.50 23.40 Half Wall Double Flugel DIPA Florida 16 7.7 7.25 26.10 Half Wall Emylee's Irish Red Ale Florida 16 4.7 6.50 23.40 Half Wall Jefficus Bourbon Coffee Vanilla Oatmeal Stout Florida 16 7.3 7.25 26.10 Half Wall Stugel Flugel IPA Florida 16 5.9 6.50 23.40 Half Wall Rotating Selection Florida Ask Server IPAS Lagunitas California 16 6.2 6.00 21.60 Half Wall Double Flugel Florida 16 7.7 7.25 26.10 Half Wall Stugel Flugel Florida 16 5.5 6.50 23.40 Cigar City Jai Alai Florida 16 7.5 6.50 23.40 Atlantic Beach Brewing Two Minutes Florida 16 4.4 6.50 23.40 Motorworks Brewing Pulp Friction Florida 16 6.3 8.50 30.60 Sanford Brewing Company Blu Beary Florida 16 6.0 8.50 30.60 Saltwater Screamin' Reels Florida 16 7.5 7.25 26.10 Terrapin Hopsecutioner Georgia 16 7.3 6.50 23.40 Goose Island Illinois 16 5.9 6.50 23.40 Boulevard Brewing The Calling Missouri 16 8.5 8.50 30.60 Bell's Two Hearted Michigan 16 7.0 5.75 20.70 Sixpoint Brewery Resin New York 16 9.1 8.50 30.60 Elysian Brewing Space Dust Washington 16 8.2 7.25 26.10 ALES Stone Arrogant Bastard California 16 7.2 9.00 32.40 New Belgium Fat Tire Amber Colorado 16 5.2 6.00 21.60 Bass England 16 5.0 6.00 21.60 Boddingtons England -
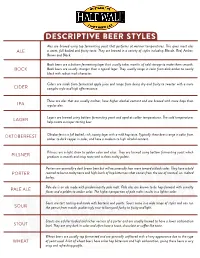
Descriptive Beer Styles
descriptive beer styles Ales are brewed using top fermenting yeast that performs at warmer temperatures. This gives most ales ALE a sweet, full bodied and fruity taste. They are brewed in a variety of styles including Blonde, Red, Amber, Brown and Black. Bock beers are a bottom fermenting lager that usually takes months of cold storage to make them smooth. BOCK Bock beers are usually stronger than a typical lager. They usually range in color from dark amber to nearly black with robust malt character. Ciders are made from fermented apple juice and range from being dry and fruity to sweeter with a more CIDER complex style and high effervescence. These are ales that are usually maltier, have higher alcohol content and are brewed with more hops than IPA regular ales. Lagers are brewed using bottom fermenting yeast and aged at colder temperatures. The cold temperatures LAGER help create a crisper tasting beer. OKTOBERFEST Oktoberfest is a full bodied, rich, toasty lager with a mild hop taste. Typically these beers range in color from amber to dark copper in color, and have a medium to high alcohol content. Pilsners are a light straw to golden color and clear. They are brewed using bottom fermenting yeast which PILSNER produces a smooth and crisp taste with a clean malty palate. Porters are generally a dark brown beer but will occasionally lean more toward a black color. They have a bold PORTER roasted to burnt malty taste and high levels of hop bitterness that comes from the use of roasted, un-malted barley. -

2015 Board of Directors Election Breweries Who Have Voted As of October 30, 2015 9:00 A.M
2015 Board of Directors Election Breweries who have voted as of October 30, 2015 9:00 a.m. MT CAST YOUR VOTE TODAY (405) Brewing Co., LLC Audacity Brew House (512) Brewing Company Austin Beer Garden Brewing Co 11 Below Brewing Austin Beerworks 1940's Brewing Company Avery Brewing Co 21st Amendment Brewery Avondale Brewing Company 3 Freaks Brewery B&J's pizza 3 Stars Brewing Company Back East Brewing LLC 350 Brewing Co Back Forty Beer Company 3rd Turn Brewing Baerlic Brewing Company 3rd Wave Brewing Co. Bagby Beer Company 4 Hands Brewing Co Bainbridge Brewing 406 Brewing Company Bale Breaker Brewing 612Brew Bang the Drum Brewery 7 Devils Brewing Co Baranof Island Brewing 7 Seas Brewing Co Bare Bones Brewery 7venth Sun Barley and Hops Grill & Microbrewery 903 Brewers Barley Brown's / Baker City Brewing Co. Aardwolf Brewing Company Barley Creek Brewing Company Abbey Brewing Company Barnett & Son Brewing Co Abita Brewing Barrage Brewing Company LLc Adelbert's Brewery LLC Barrel of Monks Brewing Adroit Theory Brewing Barrels & Bottles Brewery Against The Grain Barren Hill Tavern & Brewery Akasha Brewing Co. Barrio Brewing Alaskan Brewing Co. Bastone brewery Ale Asylum Bauhaus Brew Labs Alewerks Brewing Co Baxter Brewing Co. All Rise Brewing Bayern Brewing, Inc. All Saints Brewing Co. Bayou Teche Brewing Allagash Brewing Beachwood BBQ & Brewing Altitude Chophouse and Brewery Bear Island Brewing Company Amicas Bear Republic Brewing Company Amory's Tomb Brewing Co. Beards Brewery LLC Anaheim Brewery BearTooth Brewing Inc. / DBA Canyon Creek Brewing. Anchor Bewing Co. BearWaters Brewing Company Ancient City Brewing Beaver Creek Brewery Apocalypse Ale Works Beer Engine, LLC Apocalypse Brew Works Bellevue Brewing Company Arbor Brewing Company Bell's Brewery Arcadia Brewing Company Beltway Brewing Company Arkose Brewery Benchmark Brewing Aspen Brewing Co Bend Brewing Co.