Logistic Efficiencies and Naval Architecture for Wind Installations with Novel Developments
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Impact of Windfarm OWEZ on the Local Macrobenthos Communiy
Impact of windfarm OWEZ on the local macrobenthos community report OWEZ_R_261_T1_20090305 R. Daan, M. Mulder, M.J.N. Bergman Koninklijk Nederlands Instituut voor Zeeonderzoek (NIOZ) This project is carried out on behalf of NoordzeeWind, through a sub contract with Wageningen-Imares Contents Summary and conclusions 3 Introduction 5 Methods 6 Results boxcore 11 Results Triple-D dredge 13 Discussion 16 References 19 Tables 21 Figures 33 Appendix 1 44 Appendix 2 69 Appendix 3 72 Photo’s by Hendricus Kooi 2 Summary and conclusions In this report the results are presented of a study on possible short‐term effects of the construction of Offshore Windfarm Egmond aan Zee (OWEZ) on the composition of the local benthic fauna living in or on top of the sediment. The study is based on a benthic survey carried out in spring 2007, a few months after completion of the wind farm. During this survey the benthic fauna was sampled within the wind farm itself and in 6 reference areas lying north and south of it. Sampling took place mainly with a boxcorer, but there was also a limited programme with a Triple‐D dredge. The occurrence of possible effects was analyzed by comparing characteristics of the macrobenthos within the wind farm with those in the reference areas. A quantitative comparison of these characteristics with those observed during a baseline survey carried out 4 years before was hampered by a difference in sampling design and methodological differences. The conclusions of this study can be summarized as follows: 1. Based on the Bray‐Curtis index for percentage similarity there appeared to be great to very great similarity in the fauna composition of OWEZ and the majority of the reference areas. -

New & Renewable Energy
Seoul - December 6, 2010 Wind Energy in the Netherlands . History . Overview . Offshore . Examples . Conclusions 2 History of wind energy in the Netherlands A windmill is a machine which converts the energy of the wind into rotational motion by means of adjustable vanes called sails Autonomous development in Europe that started in the 11th century Development in the Netherlands leading to a large variety of mills First wind mills for drainage in 1414 Windmills for energy to saw mills, to mills used for crushing seeds, grains, etc. Cheap energy was a major contributing factor to the Golden Age (17th century) of the Netherlands Invention of steam engine (1775) signaled the end of wind mills 1,000 wind mills left out of a total of more than 10,000 3 Kinderdijk 4 Recent history of wind energy in the Netherlands A windmill is a machine which converts the energy of the wind into rotational motion by means of adjustable blades made of synthetic material Renewed interest in wind energy resulted from the oil crisis in 1973 Dutch government support from 1976 Present capacity 2,229MW Government objective to have 6GW installed by 2020 5 Overview wind energy sector in the Netherlands (1) Turbine manufacturers & developers: . Lagerwey in difficulties, restarted as Zephyros, acquired by Hara Kosan, now acquired by STX . Nedwind acquired by NEG-Micon, which in turn acquired by Vestas . Windmaster discontinued . Darwind acquired by XEMC (China) . EWT originally using Lagerwey technology, now developing its own technology . 2B Energy proto type for +6MW offshore turbine 6 Overview wind energy sector in the Netherlands (2) Marine engineering Construction & dredging Electrical design & consulting Building of specialized vessels 7 Overview wind energy sector in the Netherlands (3) Blade manufacturing & testing . -

Implementation and Validation of an Advanced Wind Energy Controller in Aero-Servo-Elastic Simulations Using the Lifting Line Free Vortex Wake Model
energies Article Implementation and Validation of an Advanced Wind Energy Controller in Aero-Servo-Elastic Simulations Using the Lifting Line Free Vortex Wake Model Sebastian Perez-Becker *, David Marten, Christian Navid Nayeri and Christian Oliver Paschereit Chair of Fluid Dynamics, Hermann Föttinger Institute, Technische Universität Berlin, Müller-Breslau-Str. 8, 10623 Berlin, Germany; [email protected] (D.M.); [email protected] (C.N.N.); [email protected] (C.O.P.) * Correspondence: [email protected] Abstract: Accurate and reproducible aeroelastic load calculations are indispensable for designing modern multi-MW wind turbines. They are also essential for assessing the load reduction capabilities of advanced wind turbine control strategies. In this paper, we contribute to this topic by introducing the TUB Controller, an advanced open-source wind turbine controller capable of performing full load calculations. It is compatible with the aeroelastic software QBlade, which features a lifting line free vortex wake aerodynamic model. The paper describes in detail the controller and includes a validation study against an established open-source controller from the literature. Both controllers show comparable performance with our chosen metrics. Furthermore, we analyze the advanced load reduction capabilities of the individual pitch control strategy included in the TUB Controller. Turbulent wind simulations with the DTU 10 MW Reference Wind Turbine featuring the individual pitch control strategy show a decrease in the out-of-plane and torsional blade root bending moment fatigue loads of 14% and 9.4% respectively compared to a baseline controller. Citation: Perez-Becker, S.; Marten, D.; Nayeri, C.N.; Paschereit, C.O. -
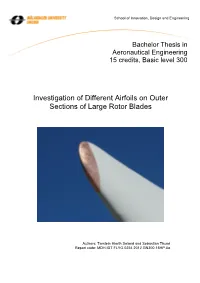
Investigation of Different Airfoils on Outer Sections of Large Rotor Blades
School of Innovation, Design and Engineering Bachelor Thesis in Aeronautical Engineering 15 credits, Basic level 300 Investigation of Different Airfoils on Outer Sections of Large Rotor Blades Authors: Torstein Hiorth Soland and Sebastian Thuné Report code: MDH.IDT.FLYG.0254.2012.GN300.15HP.Ae Sammanfattning Vindkraft står för ca 3 % av jordens produktion av elektricitet. I jakten på grönare kraft, så ligger mycket av uppmärksamheten på att få mer elektricitet från vindens kinetiska energi med hjälp av vindturbiner. Vindturbiner har använts för elektricitetsproduktion sedan 1887 och sedan dess så har turbinerna blivit signifikant större och med högre verkningsgrad. Driftsförhållandena förändras avsevärt över en rotors längd. Inre delen är oftast utsatt för mer komplexa driftsförhållanden än den yttre delen. Den yttre delen har emellertid mycket större inverkan på kraft och lastalstring. Här är efterfrågan på god aerodynamisk prestanda mycket stor. Vingprofiler för mitten/yttersektionen har undersökts för att passa till en 7.0 MW rotor med diametern 165 meter. Kriterier för bladprestanda ställdes upp och sensitivitetsanalys gjordes. Med hjälp av programmen XFLR5 (XFoil) och Qblade så sattes ett blad ihop av varierande vingprofiler som sedan testades med bladelement momentum teorin. Huvuduppgiften var att göra en simulering av rotorn med en aero-elastisk kod som gav information beträffande driftsbelastningar på rotorbladet för olika vingprofiler. Dessa resultat validerades i ett professionellt program för aeroelasticitet (Flex5) som simulerar steady state, turbulent och wind shear. De bästa vingprofilerna från denna rapportens profilkatalog är NACA 63-6XX och NACA 64-6XX. Genom att implementera dessa vingprofiler på blad design 2 och 3 så erhölls en mycket hög prestanda jämfört med stora kommersiella HAWT rotorer. -

Effect Studies Offshore Wind Egmond Aan Zee: Cumulative Effects on Seabirds
Effect studies Offshore Wind Egmond aan Zee: cumulative effects on seabirds A modelling approach to estimate effects on population levels in seabirds M.J.M. Poot P.W. van Horssen M.P. Collier R. Lensink S. Dirksen Consultants for environment & ecology Effect studies Offshore Wind Egmond aan Zee: cumulative effects on seabirds A modelling approach to estimate effects on population levels in seabirds M.J.M. Poot P.W. van Horssen M.P. Collier R. Lensink S. Dirksen commissioned by: Noordzeewind date: 18 November 2011 report nr: 11-026 OWEZ_R_212_T1_20111118_Cumulative effects Status: Final report Report nr.: 11-026 OWEZ_R_212_T1_20111118_Cumulative effects Date of publication: 18 November 2011 Title: Effect studies Offshore Wind Egmond aan Zee: cumulative effects on seabirds Subtitle: A modelling approach to estimate effects on population levels in seabirds Authors: drs. M.J.M. Poot drs. P.W. van Horssen msc. M.P. Collier drs. ing. R. Lensink drs. S. Dirksen Number of pages incl. appendices: 247 Project nr: 06-466 Project manager: drs. M.J.M. Poot Name & address client: Noordzeewind, ing. H.J. Kouwenhoven 2e Havenstraat 5B 1976 CE IJmuiden Reference client: Framework agreement for the provision of “MEP services” 30 May 2005 Signed for publication: Team manager bird ecology department Bureau Waardenburg bv drs. T.J. Boudewijn Initials: Bureau Waardenburg bv is not liable for any resulting damage, nor for damage which results from applying results of work or other data obtained from Bureau Waardenburg bv; client indemnifies Bureau Waardenburg bv against third-party liability in relation to these applications. © Bureau Waardenburg bv / Noordzeewind This report is produced at the request of the client mentioned above and is his property. -

Wind Field Simulation in a Wind Farm Using Openfoam and Actuator Line Model
ParCFD'2019 31st International Conference on Parallel Computational Fluid Dynamics May-14-17 2019, Antalya TURKEY WIND FIELD SIMULATION IN A WIND FARM USING OPENFOAM AND ACTUATOR LINE MODEL Huseyin Can Onel∗ & Dr. Ismail H. Tuncery ∗ Middle East Technical University (METU) Department of Aerospace Engineering 06800 Ankara, TURKEY e-mail: [email protected] yMiddle East Technical University (METU) Department of Aerospace Engineering 06800 Ankara, TURKEY e-mail: [email protected] - Web page: http://www.ae.metu.edu.tr/tuncer/ Key words: Aerospace applications, Wind turbine, HAWT, Actuator Line Model, Wake calculation Abstract. In this study, a horizontal axis wind turbine (HAWT) is modeled using so called Actuator Line Model (ALM), where full resolution of boundary layer over turbine blades is not needed and hence computation is cheaper. Results are validated against other numerical and experimental studies as well as panel method (XFOIL) and Blade Element Momentum Theory (BEMT) results which are still widely employed in today's wind energy industry. Important simulation and operation parameters and their effects on accuracy are discussed. It is concluded that within a certain range of tip speed ratios, ALM gives acceptable results and is a promising model for full-scale wind farm simulations to estimate energy production. 1 INTRODUCTION Market share of renewable energy grows at ever highest rates and wind turbine and wind farm design processes becomes more sophisticated with the advancements in computation technologies. There are two main design problems in wind energy: • Design of an individual wind turbine at its ideal operation conditions, where classical methods like 2D airfoil theory, potential flow theory and Blade Element Momentum Theory (BEMT) are still widely used, • Design of a complete wind farm, in which statistical meteorological data is used for macro-siting and simple analytical or empirical methods are used for micro-siting. -

Ecological Monitoring and Mitigation Policies and Practices at Offshore Wind Installations in the United States and Europe
Ecological Monitoring and Mitigation Policies and Practices at Offshore Wind Installations in the United States and Europe August 2020 Michael C. Allen, Ph.D., Postdoctoral Research Associate, Department of Ecology, Evolution, and Natural Resources, Rutgers University, Matthew Campo, Senior Research Specialist, Environmental Analysis & Communications Group, Rutgers University Prepared for the New Jersey Climate Change Alliance (https://njadapt.rutgers.edu/). Working Group Members: John Cecil, New Jersey Audubon Tim Dillingham, American Littoral Society Patty Doerr, The Nature Conservancy of New Jersey Russell Furnari, PSEG Kevin Hassell, New Jersey Department of Environmental Protection Anthony MacDonald, Urban Coast Institute at Monmouth University Martha Maxwell-Doyle, Barnegat Bay Partnership David Mizrahi, Ph.D., New Jersey Audubon Technical Reviews and Acknowledgments Joseph Brodie, Ph.D. Jeanne Herb Marjorie Kaplan, Dr.P.H. Josh Kohut, Ph.D. Richard Lathrop, Ph.D. Julie Lockwood, Ph.D. Douglas Zemeckis, Ph.D. https://doi.org/doi:10.7282/t3-wn1p-cz80 1 ABSTRACT Offshore wind energy is poised to expand dramatically along the eastern United States. However, the promise of sustainable energy also brings potential impacts on marine ecosystems from new turbines and transmission infrastructure. This whitepaper informs government officials, scientists, and stakeholders in New Jersey about the current policies and monitoring methods other jurisdictions use to monitor potential ecological impacts from offshore wind installations. We reviewed policy documents in the eastern U.S. and Europe, reviewed the scientific literature, and conducted stakeholder interviews in Spring 2020. We found: 1. Short-term (3-5 year) project-specific efforts dominate coordinated regional and project life duration ecological monitoring efforts at offshore wind farms in North America and Europe. -

Design and Simulation of Small Wind Turbine Blades in Q-Blade
© 2017 IJEDR | Volume 5, Issue 4 | ISSN: 2321-9939 Design and Simulation of Small Wind Turbine Blades in Q-Blade 1Veeksha Rao Ponakala, 2Dr G Anil Kumar 1PG Student, 2Assistant Professor School of Renewable Energy and Environment, Institute of Science and Technology, JNTUK, Kakinada, India Abstract- Electrical energy demand has been continuously increasing. Power generation using wind turbines is becoming viable solution as there is demand for cleaner energy sources. Wind power generators are usually located away from human dwellings for higher power generation. In any other case, turbines placed at lower altitudes, are subjected to low wind speeds and non optimal wind flow conditions. Vertical axis wind turbines (VAWTs) are more efficient than the horizontal axis wind turbines (HAWTs) for low wind speed applications because of their ability to capture wind flowing from any direction. Therefore, VAWT systems are more suitable for residential and urban applications as they are universally adaptable. Major limitation observed in VAWT is high drag and turbulent force produced by the blade. This paper presents the VAWT rotor blade design to overcome the limitations. By considering the parameters required for design of blade geometry, National Advisory Committee of Aeronautics (NACA) series 0016- 64 can be utilised for optimum aerodynamic performance. NACA 0018 airfoil is selected and analysed within the required range of Reynolds numbers and wind speeds in Q-Blade software. With the proper airfoil design optimal for low wind speed conditions, the turbine efficiency can be increased in addition to maximisation of the power produced. Index Terms- VAWT, Rotor Blades, Airfoil, Lift Force, Drag Force, Q-Blade. -
Qblade Guidelines V0.6
QBlade Guidelines v0.6 David Marten Juliane Wendler January 18, 2013 Contact: david.marten(at)tu-berlin.de Contents 1 Introduction 5 1.1 Blade design and simulation in the wind turbine industry . 5 1.2 The software project . 7 2 Software implementation 9 2.1 Code limitations . 9 2.2 Code structure . 9 2.3 Plotting results / Graph controls . 11 3 TUTORIAL: How to create simulations in QBlade 13 4 XFOIL and XFLR/QFLR 29 5 The QBlade 360◦ extrapolation module 30 5.0.1 Basics . 30 5.0.2 Montgomery extrapolation . 31 5.0.3 Viterna-Corrigan post stall model . 32 6 The QBlade HAWT module 33 6.1 Basics . 33 6.1.1 The Blade Element Momentum Method . 33 6.1.2 Iteration procedure . 33 6.2 The blade design and optimization submodule . 34 6.2.1 Blade optimization . 36 6.2.2 Blade scaling . 37 6.2.3 Advanced design . 38 6.3 The rotor simulation submodule . 39 6.4 The multi parameter simulation submodule . 40 6.5 The turbine definition and simulation submodule . 41 6.6 Simulation settings . 43 6.6.1 Simulation Parameters . 43 6.6.2 Corrections . 47 6.7 Simulation results . 52 6.7.1 Data storage and visualization . 52 6.7.2 Variable listings . 53 3 Contents 7 The QBlade VAWT Module 56 7.1 Basics . 56 7.1.1 Method of operation . 56 7.1.2 The Double-Multiple Streamtube Model . 57 7.1.3 Velocities . 59 7.1.4 Iteration procedure . 59 7.1.5 Limitations . 60 7.2 The blade design and optimization submodule . -

Performance Analysis of a Small Capacity Horizontal Axis Wind Turbine Using Qblade
International Journal of Recent Technology and Engineering (IJRTE) ISSN: 2277-3878, Volume-7, Issue-6S, March 2019 Performance Analysis of a Small Capacity Horizontal Axis Wind Turbine using QBlade Ali Said, Mazharul Islam, Mohiuddin A.K.M, Moumen Idres Abstract--- In recent times, wind energy has become one of the In this article, selected prospective airfoils have been leading renewable energy sources for generating electricity in identified and analyzed with the help of Qblade software. prospective regions around the globe. Nowadays, researchers are Results for a 3kW HAWT have also been validated with conducting different research activities to develop and optimize existing experimental results from Anderson et al [3]. The the existing designs of wind turbines through experimental and diversified computational techniques. Among the computational current research outcomes are expected to help the techniques, one of the popular choices is Computational Fluid prospective researchers to design optimized smaller-capacity Dynamics (CFD). However, CFD techniques are hardware HAWT for different prospective locations. intensive and computationally expensive. On the other hand, freely available simple tools like QBlade is computationally inexpensive and it can be used for performance and design analyses of horizontal and vertical axis wind turbines. In the present research, an attempt has been made to use QBlade for performance analyses of a smaller capacity horizontal axis wind turbine using selected prospective airfoils. In this study, four airfoils (namely, NACA 4412, SG6043, SD7062 and S833) have been selected and investigated in QBlade. It has been found that the overall power coefficients (CP) of NACA 4412 at different tip speed ratios are superior to the other three airfoils. -
Cost Modelling of Floating Wind Farms
Cost Modelling of Floating Wind Farms Georgios Katsouris Andrew Marina March 2016 ECN-E--15- 078 Acknowledgement This report is written in the context of the “TO2 - Floating Wind” project. ‘Although the information contained in this report is derived from reliable sources and reasonable care has been taken in the compiling of this report, ECN cannot be held responsible by the user for any errors, inaccuracies and/or omissions contained therein, regardless of the cause, nor can ECN be held responsible for any damages that may result therefrom. Any use that is made of the information contained in this report and decisions made by the user on the basis of this information are for the account and risk of the user. In no event shall ECN, its managers, directors and/or employees have any liability for indirect, non-material or consequential damages, including loss of profit or revenue and loss of contracts or orders.’ Contents Summary 5 1 Introduction 7 1.1 Floating wind 7 1.2 Objective 8 1.3 Report outline 9 2 ECN Install v2.0 11 2.1 “ECN Install” tool 11 2.2 From ECN Install v1.0 to v2.0 12 2.3 Case study: Gemini offshore wind farm 14 2.4 Discussion and future work 17 3 Wind farm cost analysis 19 3.1 OWECOP cost model 19 3.2 Tri-Floater modelling in OWECOP 20 3.3 Cost model inputs for case atudies 24 3.4 Results of cost modelling studies 27 3.5 Conclusions and further works 31 4 Conclusions 33 References 35 ECN-E--15- 078 3 4 Summary The depth limitations for bottom-fixed turbines exclude the possibility to utilize the vast quantities of offshore wind resources in deeper waters. -
Offshore Wind Energy in the Netherlands Introduction
# Borssele OffshoreWind Farm wind Zone energy inProject the & Site DescriptionNetherlands The roadmap from 1,000 to 4,500 MW offshore wind capacity >> Sustainable. Agricultural. Innovative. International. 2 | Offshore wind energy in the Netherlands Introduction The Netherlands is working on a transition to a sustainable, reliable and affordable energy supply for everyone. Drivers are the climate change, the declining availability of fossil fuels, and the dependence on international energy suppliers. The National Energy Agreement, a goal of 16% sustainable energy in 2023 was agreed upon with over forty organisations in- cluding Ministries, energy organisations, employers organisations, unions, NGO’s and others. All available sustainable energy sources are needed to reach this goal, including wind energy both land based and offshore. The conditions for offshore wind energy in the Netherlands are excellent: relatively shallow waters, good wind resource, good harbour facilities, experienced industry and a robust support system. This brochure gives a brief overview of the road map to increase offshore wind capacity from todays 1,000 MW to 4,500 MW in 2023 as part of this National Energy Agreement. The Dutch government has designated three wind farm zones where new wind farms can be developed in the coming years. In consultation with the wind energy sector, a new system was designed for the deployment of these new wind farms. The government is responsible for a greater part of the preliminary works: consents, electrical infrastructure and insight in the physical environment. Companies that want to develop a wind farm can base their Front End Engineering Design (FEED) studies on these preliminary works and register for one of the selected sites.