Experiments with Superheated Steam
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Building a Small Horizontal Steam Engine
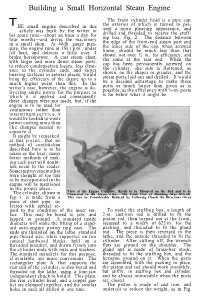
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -

Advanced Organic Vapor Cycles for Improving Thermal Conversion Efficiency in Renewable Energy Systems by Tony Ho a Dissertation
Advanced Organic Vapor Cycles for Improving Thermal Conversion Efficiency in Renewable Energy Systems By Tony Ho A dissertation submitted in partial satisfaction of the requirements for the degree of Doctor of Philosophy in Engineering – Mechanical Engineering in the Graduate Division of the University of California, Berkeley Committee in charge: Professor Ralph Greif, Co-Chair Professor Samuel S. Mao, Co-Chair Professor Van P. Carey Professor Per F. Peterson Spring 2012 Abstract Advanced Organic Vapor Cycles for Improving Thermal Conversion Efficiency in Renewable Energy Systems by Tony Ho Doctor of Philosophy in Mechanical Engineering University of California, Berkeley Professor Ralph Greif, Co-Chair Professor Samuel S. Mao, Co-Chair The Organic Flash Cycle (OFC) is proposed as a vapor power cycle that could potentially increase power generation and improve the utilization efficiency of renewable energy and waste heat recovery systems. A brief review of current advanced vapor power cycles including the Organic Rankine Cycle (ORC), the zeotropic Rankine cycle, the Kalina cycle, the transcritical cycle, and the trilateral flash cycle is presented. The premise and motivation for the OFC concept is that essentially by improving temperature matching to the energy reservoir stream during heat addition to the power cycle, less irreversibilities are generated and more power can be produced from a given finite thermal energy reservoir. In this study, modern equations of state explicit in Helmholtz energy such as the BACKONE equations, multi-parameter Span- Wagner equations, and the equations compiled in NIST REFPROP 8.0 were used to accurately determine thermodynamic property data for the working fluids considered. Though these equations of state tend to be significantly more complex than cubic equations both in form and computational schemes, modern Helmholtz equations provide much higher accuracy in the high pressure regions, liquid regions, and two-phase regions and also can be extended to accurately describe complex polar fluids. -

WSA Engineering Branch Training 3
59 RECIPROCATING STEAM ENGINES Reciprocating type main engines have been used to propel This is accomplished by the guide and slipper shown in the ships, since Robert Fulton first installed one in the Clermont in drawing. 1810. The Clermont's engine was a small single cylinder affair which turned paddle wheels on the side of the ship. The boiler was only able to supply steam to the engine at a few pounds pressure. Since that time the reciprocating engine has been gradually developed into a much larger and more powerful engine of several cylinders, some having been built as large as 12,000 horsepower. Turbine type main engines being much smaller and more powerful were rapidly replacing reciprocating engines, when the present emergency made it necessary to return to the installation of reciprocating engines in a large portion of the new ships due to the great demand for turbines. It is one of the most durable and reliable type engines, providing it has proper care and lubrication. Its principle of operation consists essentially of a cylinder in which a close fitting piston is pushed back and forth or up and down according to the position of the cylinder. If steam is admitted to the top of the cylinder, it will expand and push the piston ahead of it to the bottom. Then if steam is admitted to the bottom of the cylinder it will push the piston back up. This continual back and forth movement of the piston is called reciprocating motion, hence the name, reciprocating engine. To turn the propeller the motion must be changed to a rotary one. -

OGV Slide Valve Low-Load Emissions Evaluation
OGV Slide Valve Low-Load Emissions Evaluation CONVENTIONAL SLIDE FUEL VALVE FUEL VALVE Technology Manufacturer MAN Diesel & Turbo A/S Co-Participants MAN Diesel & Turbo A/S Mitsui Engineering & Shipbuilding Co, LTD Starcrest Consulting Group, LLC Background In 2008, the Port of Los Angeles and the Port of Long Beach participated in a demonstration of slide-type fuel valves to quantify their effectiveness as an emissions reduction retrofit technology for ocean-going vessels (OGVs) equipped with Tier 0 and Tier 1 two-stroke diesel main engines1. The demonstration was conducted aboard the APL Singapore. This new type of OGV main engine fuel valve is designed to improve combustion properties by eliminating sac volume (i.e., fuel drips) at the valve nozzle. The elimination of the sac volume results in lower fuel oil consumption. In addition, slide valve nozzles incorporate an optimized spray pattern designed to improve the combustion process - this is intended to reduce overall emissions, including hydrocarbon, NOx and particulate matter. The visible smoke level is also greatly reduced as a result of the improved combustion. The manufacturer, MAN Diesel & Turbo A/S (MDT), had previously published data suggesting slide valves offered a potential for a 30% reduction in NOx emissions and 25% reduction in DPM emissions when the technology is optimized in new engines. The results from the 2008 APL Singapore slide valve retrofit demonstration, although ultimately inconclusive, seemed to suggest that the use of slide valves as an OGV main engine retrofit technology might not provide the level of emission reductions originally anticipated. In addition to the APL data, new information provided by the manufacturer also indicated that potential benefits from slide valves could be eroded as engine load is reduced. -

Starting & Tuning the New TRX2.5 Engine
Starting & Tuning the New TRX2.5 Engine Starting & Tuning the New TRX2.5 Engine By Steve Slayden* Now that the amazing new T-Maxx 2.5 truck has been released and is in the hands of many excited and enthusiastic owners, I thought it was time to give some important tips on starting, breaking-in and tuning this hot little monster for maximum performance. This piece will be useful for anyone who has just purchased a new T-Maxx 2.5 and also those of you who are looking into getting one of your own. Some of the tips may even be helpful to some of you T-Maxx veterans out there as well, so grab your gear and let's get started. Tools and Accessories: As with all Traxxas RTR vehicles the T-Maxx comes pre-assembled with radio gear already installed. The instruction packet included in the box contains some important tools and accessories that can be used to perform minor maintenance tasks and repairs. Basic hand tools such as screwdrivers, pliers, Starting & Tuning the New TRX2.5 Engine wire cutters, etc. will be necessary to perform major disassembly of the truck. There will also be some accessory items needed to keep your truck up and running. I'll run down a list of important and handy items that will make working on and tuning your new Maxx a much more pleasurable experience. Some of the tools listed below are not absolutely necessary but will make tuning quicker and easier. I've listed only the tools that would be useful for this particular segment. -
Thermodynamic Data
Thermodynamic Data It is not possible to know the absolute value of U ˆ or H ˆ for a pure substance, but you can determine the change in U ˆ ( U ˆ ) or Hˆ ( Hˆ ) corresponding to a specified change of state (temperature, pressure, and phase). The change is actually often what we want to know. A common practice is to arbitrarily designate a reference state for a substance at which U ˆ and H ˆ are arbitrarily set to be equal to zero, and then tabulate U ˆ and/or H ˆ for the substance relative to the reference state. For example, ˆ CO (g, 0C, 1 atm) CO (g,100C, 1 atm): HCO 2919 J/mol ˆ ˆ reference state HCO HCO 0 2919 J/mol We say: “The specific enthalpy of CO at 100C and 1 atm relative to CO at 0C and 1 atm is 2919 J/mol”. CHEE 221 1 Reference States and State Properties Most (all?) enthalpy tables report the reference states (T, P and State) on which the values of H ˆ are based; however, it is not necessary to know the reference state to calculate H (change in enthalpy) for the transition from one state to another. ˆ ˆ –H from state 1 to state 2 equals H 2 H 1 regardless of the reference state upon which ˆ and ˆ were based H1 H 2 – Caution: If you use different tables, you must make sure they have the same reference state This result is a consequence of the fact that H ˆ (and U ˆ ) are state properties, that is, their values depend only on the state of the species (temperature, pressure, state) and not on how the species reached its state. -

THROWBACK MODELLER September/October 2019 Issue 11 Continuing the Tradition…
THROWBACK MODELLER September/October 2019 Issue 11 Continuing the tradition…... It’s rude to ask a lady……. Exeter exhortations Always a Princess at heart 16MM HERITAGE LOCOMOTIVE OWNERS AND OPERATORS Throwback Modeller ASSOCIATION ISSUE 11 SEPTEMBER/O CTOBER 2019 I S S U E 1 1 Welcome to Issue Eleven No, no, no I was driving to only thing that re- work earlier this week listen- mains is my embar- ing to the radio and Zoe Ball rassment (and a hiked was telling me how many insurance premium). I weekends left until Christ- was most anxious to mas. What! Another year get sorted to get up to that’s flown by. I was drawn the Elsecar show - I up short by the fact that made it and had we’ve lost three 16mm char- planned to quietly run acters in the last two my Archangel Moel months, Jim, John and Brian. Tryfan. Despite my John had made his mark best efforts I couldn’t get On the subject of exhibitions through his models. Jim was her to run, and quiet went and gatherings we did hold a instrumental in hosting the out the window as the safety wet and windswept Heritage early garden meetings, es- valve lifted on the stalled Open day here again in Der- tablishing and growing the engine. by mid August (wet and early Association. Brian windswept in high sum- My guardian angel stepped made a different contribu- mer—grrrrr). It was a se- in and I’m looking forward to tion he was on the Associa- date affair as given the dropping down to see him tion Board for some of the weather it wasn’t a good and collecting the repaired time while I was Chair and outlook for people travelling loco in time for it’s next pub- then re-joined the Board distances. -
Steam Engines of Which We Have Any Knowledge Were
A T H OROUGH AND PR ACT I CAL PR ESENT AT I ON OF MODER N ST EAM ENGI NE PR ACT I CE LLEWELLY DY N . I U M . E . V i P O F S S O O F X P M L G G P U DU U V S Y R E R E ERI ENTA EN INEERIN , R E NI ER IT AM ERICAN S O CIETY O F M ECH ANI C A L EN G INEERS I LL US T RA T ED AM ER ICA N T ECH N ICA L SOCIET Y C H ICAGO 19 17 CO PY GH 19 12 19 17 B Y RI T , , , AM ER ICA N T ECH N ICAL SOCIET Y CO PY RIG H TE D IN G REAT B RITAI N A L L RIGH TS RE S ERV E D 4 8 1 8 9 6 "GI. A INT RO DUCT IO N n m n ne w e e b e the ma es o ss H E moder stea e gi , h th r it j tic C rli , which so silently o pe rates the m assive e le ctric generators in f r mun a owe an s o r the an o o mo e w one o ou icip l p r pl t , gi t l c tiv hich t m es an o u omman s our uns n e pulls the Limited a sixty il h r , c d ti t d n And t e e m o emen is so f ee and e fe in admiratio . -
Backpressure Steam Power Generation in District Energy and CHP - Energy Efficiency Considerations
Backpressure Steam Power Generation in District Energy and CHP - Energy Efficiency Considerations A 1st Law, 2nd Law and Economic Analysis of the Practical Steam Engine in a District Energy/CHP Application Joshua A. Tolbert, Ph.D. Practical Steam Energy Efficiency Engineering – How is efficiency calculated? • What is the Status Quo? – Engineers currently focus on limiting energy losses as the primary point of focus for district energy and CHP systems – Only local energy losses are typically considered causing energy efficiency opportunities to be wasted • Why? – Conventional wisdom tells us that minimizing local energy losses is ultimate goal • How should we change? – Could a different approach improve global efficiency? Motivation Common Questions: 1. How can installing an imperfect device in parallel to an isenthalpic pressure reducing valve (PRV) improve efficiency? 2. My analysis shows an incremental fuel cost with PRV parallel, how can this be more efficient? Analysis Overview • Consider a Practical Steam Engine (PSE) in a Pressure Reducing Valve (PRV) parallel district energy application • PSE operation is consistent with CHP application • Consider 1st Law, 2nd Law and economic analysis for energy efficiency • Draw conclusions Backpressure Application – Case Study Enwave Seattle - District Energy / CHP Application Assumptions Equipment • 1.5 MW (5.118 MMBtu/hr) • Practical Steam Engine (PSE) heating load is considered o Isentropic efficiency of 80% • Condensate exiting load: o Mechanical efficiency of 80% Saturate liquid at 20 psig o Generator efficiency of 95% • No heat losses in piping or • Isenthalpic PRV equipment* • 150 psig saturated steam boiler • 80% boiler and feedwater pump efficiency *Incorporating actual heat losses does not significantly affect results of analysis. -

Superheated Steam in Locomotive Service
I LL INO I S UNIVERSITY OF ILLINOIS AT URBANA-CHAMPAIGN PRODUCTION NOTE University of Illinois at Urbana-Champaign Library Large-scale Digitization Project, 2007. 0 ~0' / ~ ( ~ 1~CC~& '~f~LW "0~ "N ~ ~- ~N~TV N Q SC 2"' C' ''~~C'~ C" 4 AA.A..~ Ay ~4.A A A'-' 'A ' ~ ' ,~A~A 1 A' 'A": "I ~' ~A 9 ~AA >' 0 -A.'-- ~ A" Z 'A A' * A -A "* K~ A. A' ~. 'A A, ,~, 'U",' 4 *, A' '~'" 'A * JA A' 'A' A A K 'A 'A / A A A' 'A vas,^esta>bflibea~ ~ by ^f'A A' A ,rt~7B A 'A on, investigations~ve~Wg~on.~. A' ~ 'i* *t~.,to studysti~dy~ prob1~m~problems A sS ~4 IOAWeto eadA manu-m&i~n- 'be industrial interests 'A' of theb8tat;' -'$a te' The control of tho Engineering ExperintSerment• 'titionSl i•is is'vested vested 'A UNIVERSITY OF ILLINOIS ENGINEERING EXPERIMENT STATION BULLETIN No. 57 APRIL 1912 SUPERHEATED STEAM IN LOCOMOTIVE SERVICE (A REVIEW OF PUBLICATION NO. 127 OF THE CARNEGIE INSTITUTION OF WASHINGTON) BY W. F. M. GOSS DEAN OF THE COLLEGE OF ENGINEERING DIRECTOR OF THE ENGINEERING EXPERIMENT STATION DIRECTOR OF THE SCHOOL OF RAILWAY ENGINEERING AND ADMINISTRATION CONTENTS PAGE I. Introduction-A Summary of Conclusions .......... 3 II. Foreign Practice in the Use of Superheated Steam in Locomotive Service.............. ......... 5 III. Tests to Determine the Value of Superheating in Lo- comotive Service................ .. .. .... 14 IV. Performance of Boiler and Superheater.. ........... 20 V. Performance of the Engine and of the Locomotive as a W hole... ............ .. .. ........ 35 VI. Economy Resulting from the Use of Superheated Steam ........... -
Steam Engine Collection
STEAM ENGINE COLLECTION The New England Museum of Wireless And Steam Frenchtown Road ~ East Greenwich, R.I. International Mechanical Engineering Heritage Collection Designated September 12, 1992 The American Society of Mechanical Engineers INTRODUCTION It has been said that an operating steam engine is ‘visual music’. The New England Museum of Wireless and Steam provides the steam engine enthusiast, the mechanical engineer and the public at large with an opportunity to experience the ‘music’ when the engines are in steam. At the same time they can appreciate the engineering skills of those who designed the engines. The New England Museum of Wireless and Steam is unusual among museums in its focus on one aspect of mechanical engineering history, namely, the history of the steam engine. It is especially rich in engines manufactured in Rhode Island, a state which has had an influence on the history of the steam engine in the United States out of all proportion to its size and population. Many of the great names in the design and manufacture of steam engines received their training in Rhode Island, most particularly in the shops of the Corliss Steam Engine Co. in Providence. George H. Corliss, an important contributor to steam engine technology, founded his company in Providence in 1846. Engines that used his patent valve gear were built in large numbers by the Corliss company, and by others, both in the United States and abroad, either under license or in various modified forms once the Corliss patent expired in 1870. The New England Museum of Wireless and Steam is particularly fortunate in preserving an example of a Corliss engine built by the Corliss Steam Engine Company. -

Improve Performance and Efficiency of the Steam Power Plant
First Scientific Conference on Petroleum Resources and Manufacturing 27-28 October 2010 Brega, Libya Improve Performance and Efficiency of the Steam Power Plant Hesham G. Ibrahim1, Aly Y. Okasha2 and Ahmed G. Elkhalidy3 1Chemical Engineering Department, Faculty of Engineering, Misurata University, Al-Khoms City, Libya. Tel.: ++218-338-9965, e-mail: [email protected] 2Environmental Department, Faculty of Science, Misurata University, Al-Khoms City, Libya Tel.:++218-91-344-6102, e-mail: [email protected] 3Life Tech. Company, Manchester City, UK ABSTRACT Power plants generate electrical power by using fuels like coal, oil or natural gas. Fuel burned in the boiler to heats water to generate steam. The steam is then heated to a superheated state in the superheater. This superheated steam is used to rotate the turbine which powers the generator. Electrical energy is generated when the generator windings rotate in a strong magnetic field. After the steam leaves the turbine it is cooled to its liquid state in the condenser. The liquid is pressurized by the pump prior to going back to the boiler. This simple power plant is called (steam power plant). This cycle has a problem represent through a steam leaves the turbine, it is typically wet. The presence of water causes erosion of the turbine blades at high speed, gradually decreasing the life of turbine blades and efficiency of the turbine. That's leading to damage of turbine then shut-off plant. So, a simulation process of steam power plant done using (Hysys v.3.2) to improve the performance of plant also increasing efficiency through prevent erosion occurs and decreasing heat loses by condenser.