Contaminated Nickel Scrap Processing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

History of the Chlor-Alkali Industry
2 History of the Chlor-Alkali Industry During the last half of the 19th century, chlorine, used almost exclusively in the textile and paper industry, was made [1] by reacting manganese dioxide with hydrochloric acid 100–110◦C MnO2 + 4HCl −−−−−−→ MnCl2 + Cl2 + 2H2O (1) Recycling of manganese improved the overall process economics, and the process became known as the Weldon process [2]. In the 1860s, the Deacon process, which generated chlorine by direct catalytic oxidation of hydrochloric acid with air according to Eq. (2) was developed [3]. ◦ 450–460 C;CuCl2 cat. 4HCl + O2(air) −−−−−−−−−−−−−−→ 2Cl2 + 2H2O(2) The HCl required for reactions (1) and (2) was available from the manufacture of soda ash by the LeBlanc process [4,5]. H2SO4 + 2NaCl → Na2SO4 + 2HCl (3) Na2SO4 + CaCO3 + 2C → Na2CO3 + CaS + 2CO2 (4) Utilization of HCl from reaction (3) eliminated the major water and air pollution problems of the LeBlanc process and allowed the generation of chlorine. By 1900, the Weldon and Deacon processes generated enough chlorine for the production of about 150,000 tons per year of bleaching powder in England alone [6]. An important discovery during this period was the fact that steel is immune to attack by dry chlorine [7]. This permitted the first commercial production and distribu- tion of dry liquid chlorine by Badische Anilin-und-Soda Fabrik (BASF) of Germany in 1888 [8,9]. This technology, using H2SO4 for drying followed by compression of the gas and condensation by cooling, is much the same as is currently practiced. 17 “chap02” — 2005/5/2 — 09Brie:49 — page 17 — #1 18 CHAPTER 2 In the latter part of the 19th century, the Solvay process for caustic soda began to replace the LeBlanc process. -

Energy and Exergy Analyses of Different Aluminum Reduction Technologies
sustainability Article Energy and Exergy Analyses of Different Aluminum Reduction Technologies Mazin Obaidat 1, Ahmed Al-Ghandoor 1, Patrick Phelan 2, Rene Villalobos 2 and Ammar Alkhalidi 3,* ID 1 Department of Industrial Engineering, The Hashemite University, Az-Zarqa 13133, Jordan; [email protected] (M.O.); [email protected] (A.A.-G.) 2 Ira A. Fulton Schools of Engineering, Arizona State University, Tempe, AZ 85287, USA; [email protected] (P.P.); [email protected] (R.V.) 3 Energy Engineering Department, German Jordanian University, Amman 11180, Jordan * Correspondence: [email protected]; Tel.: +962-7-9611-2506 Received: 23 February 2018; Accepted: 11 April 2018; Published: 17 April 2018 Abstract: This paper examines and compares different aluminum reduction technologies found in the literature as alternatives to the current Hall–Heroult technology. The main inefficiencies in the current Hall–Heroult technology were identified and the advantages of the different proposed technologies over the Hall–Heroult technology were determined. The comparison between the different technologies, namely Hall–Heroult, wetted drained cathode, inert anode, and carbothermic, was based on energy and material requirements, and environmental impact. In order to combine all of the evaluation criteria into one numerical value, the exergy concept was utilized as a decision tool. The results emphasize that in order to analyze any conversion system, the exergy of energy, material, environmental impact, and their associated chain production should be taken into consideration. Keywords: exergy; aluminum; Hall–Heroult; inert anode; wetted drained cathode; carbothermic 1. Introduction Aluminum’s unique properties of low density and corrosion resistance make it a very important metal and a metal of choice to modern manufacturing. -

ELECTROWINNING of TITANIUM from TITANIUM TETRACHLORIDE: PILOT PLANT EXPERIENCE and PRODUCTION PLANT PROJECTIONS George Gobel, Jo
ELECTROWINNING OF TITANIUM FROM TITANIUM TETRACHLORIDE: PILOT PLANT EXPERIENCE AND PRODUCTION PLANT PROJECTIONS George Gobel, John Fisher and Linden E. Snyder The Dow Chemical Company, Midland, Michigan Howmet Turbine Components Corporation, Whitehall, Michigan Introduction High purity electrolytic titanium is being successfully produced on a pilot plant basis by D-H Titanium Company, a joint venture of The Dow Chemical Company and Howmet Turbine Components Corporation. The technology is an out growth of work originating at the U.S. Bureau· of Mines, Boulder City, Nevada. [l] The project is aimed at commercialization of this prior bench-scale research. Full-scale prot_otype components are being operated in a single ,anode 5,000 AMP cell producing approximately 45 kg./day of metal. Construction of industrial scale multiple anode cells is presently'underway that will culminate in opera tion of a one half to one million kg. per year demonstration plant in 1981. Previous research in the field has been extensive. Major efforts at prototype scale-up have been conducted by the New Jersey Zinc Co. (2 land Titanium Metals Corporation o.f America. [3] In both processes the diaphragm, which is required to ~nable selective oxidation of the chloride ion, was generated in the cell. A substantial fraction of the cathodic current was directed to a screen or perforate plate that divided the cell into anolyte and catholyte areas. As metal deposited restricting the plate openings an efficient semipermeable membrane was set-up which excluded Ti+2, Ti+3 interactions at the anode and cathode. High purity titanium was produced by both companies, how ever, the methods employed had several 'inherent shortcomings. -

Electrolysis of Water - Wikipedia 1 of 15
Electrolysis of water - Wikipedia 1 of 15 Electrolysis of water Electrolysis of water is the decomposition of water into oxygen and hydrogen gas due to the passage of an electric current. This technique can be used to make hydrogen gas, a main component of hydrogen fuel, and breathable oxygen gas, or can mix the two into oxyhydrogen, which is also usable as fuel, though more volatile and dangerous. It is also called water splitting. It ideally requires a potential difference of 1.23 volts to split water. Simple setup for demonstration of Contents electrolysis of water at home History Principle Equations Thermodynamics Electrolyte selection Electrolyte for water electrolysis Pure water electrolysis Techniques Fundamental demonstration Hofmann voltameter Industrial High-pressure High-temperature An AA battery in a glass of tap water Alkaline water with salt showing hydrogen Polymer electrolyte membrane produced at the negative terminal Nickel/iron Nanogap electrochemical cells Applications Efficiency Industrial output Overpotential Thermodynamics https://en.wikipedia.org/wiki/Electrolysis_of_water Electrolysis of water - Wikipedia 2 of 15 See also References External links History Jan Rudolph Deiman and Adriaan Paets van Troostwijk used, in 1789, an electrostatic machine to make electricity which was discharged on gold electrodes in a Leyden jar with water.[1] In 1800 Alessandro Volta invented the voltaic pile, and a few weeks later the English scientists William Nicholson and Anthony Carlisle used it for the electrolysis of water. In 1806 -
5. Electrolytic Processes
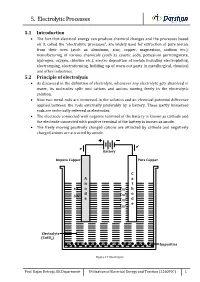
5. Electrolytic Processes 5.1 Introduction • The fact that electrical energy can produce chemical changes and the processes based on it, called the “electrolytic processes”, are widely used for extraction of pure metals from their ores (such as aluminum, zinc, copper, magnesium, sodium etc.), manufacturing of various chemicals (such as caustic soda, potassium permanganate, hydrogen, oxygen, chlorine etc.), electro deposition of metals including electroplating, electrotyping, electroforming, building up of worn-out parts in metallurgical, chemical and other industries. 5.2 Principle of electrolysis • As discussed in the definition of electrolyte, whenever any electrolyte gets dissolved in water, its molecules split into cations and anions moving freely in the electrolytic solution. • Now two metal rods are immersed in the solution and an electrical potential difference applied between the rods externally preferably by a battery. These partly immersed rods are technically referred as electrodes. • The electrode connected with negative terminal of the battery is known as cathode and the electrode connected with positive terminal of the battery is known as anode. • The freely moving positively charged cations are attracted by cathode and negatively charged anions are attracted by anode. - e- e Battery Impure Copper Pure Copper C A a n t SO4- o Cu+ h d + o SO4- Cu e Cu+ d e Cu+ Electrolyte (CuSO4) Impurities Figure 5.1 Electrolysis Prof. Rajan Detroja, EE Department Utilization of Electrical Energy and Traction (2160907) 1 5. Electrolytic Processes • In cathode, the positive cations take electrons from negative cathode and in anode, negative anions give electrons to the positive anode. For continually taking and giving electrons in cathode and anode respectively, there must be flow of electrons in the external circuit of the electrolytic. -

Electrolytic Concentration of Caustic Soda Carl Rene Vander Linden Iowa State College
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1950 Electrolytic concentration of caustic soda Carl Rene Vander Linden Iowa State College Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Chemical Engineering Commons Recommended Citation Vander Linden, Carl Rene, "Electrolytic concentration of caustic soda " (1950). Retrospective Theses and Dissertations. 14031. https://lib.dr.iastate.edu/rtd/14031 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. INFORMATION TO USERS This manuscript has been reproduced from the microfilm master. UMI films the text directly from the original or copy submitted. Thus, some thesis and dissertation copies are in typewriter face, while others may be from any type of computer printer. The quality of this reproduction is dependent upon the quality of the copy submitted. Broken or indistinct print, colored or poor quality illustrations and photographs, print bleedthrough, substandard margins, and improper alignment can adversely affect reproduction. In the unlikely event that the author did not send UMI a complete manuscript and there are missing pages, these will be noted. Also, if unauthorized copyright material had to be removed, a note will indicate the deletion. Oversize materials (e.g., maps, drawings, charts) are reproduced by sectioning the original, beginning at the upper left-hand comer and continuing from left to right in equal sections with small overiaps. -

Industrial Process Industrial Process
INDUSTRIAL PROCESS INDUSTRIAL PROCESS SESSION 4 Electrolysis SESSION 4 Electrolysis Session 4 Electrolysis Illustration of an electrolysis apparatus used in a school laboratory. In chemistry and manufacturing, electrolysis is a method of using a direct electric current (DC) to drive an otherwise non-spontaneous chemical reaction. Electrolysis is commercially highly important as a stage in the separation of elements from naturally occurring sources such as ores using an electrolytic cell. The voltage that is needed for electrolysis to occur is called the decomposition potential. Contents 1 History 2 Overview o 2.1 Process of electrolysis o 2.2 Oxidation and reduction at the electrodes o 2.3 Energy changes during electrolysis o 2.4 Related techniques 3 Faraday's laws of electrolysis o 3.1 First law of electrolysis o 3.2 Second law of electrolysis 1 4 Industrial uses 5 Competing half-reactions in solution electrolysis 6 Electrolysis of water 7 Electrocrystallization 8 Experimenters History The word electrolysis comes from the Greek ἤλεκτρον [ lektron] "amber" and λύσις [lýsis] "dissolution". 1785 – Martinus van Marum's electrostatic generator was used to reduce tin, zinc, and antimony from their salts using electrolysis.[1] 1800 – William Nicholson and Anthony Carlisle (view also Johann Ritter), decomposed water into hydrogen and oxygen. 1807 – Potassium, sodium, barium, calcium and magnesium were discovered by Sir Humphry Davy using electrolysis. 1833 - Michael Faraday develops his two laws of electrolysis, and provides a mathematical -

Electrolysis
Electricity Current and the transport of charge Electrolysis DETERMINATION OF THE FARADAY CONSTANT Production of hydrogen by means of electrolysis and determining the volume of the hydrogen V. Determining the charge Q by measuring the current as a function of time I(t). Calculating the Faraday constant F. UE3020700 07/15 UD BASIC PRINCIPLES Electrolysis is the name given to the splitting or dissocia- tion of a chemical bond due to the action of an electric current. The process of electrical conduction is associat- ed with decomposition of the substance in question such that the charge transported Q and the quantity in moles n of material which has undergone dissociation are propor- tional to one another. The constant of proportionality is called the Faraday constant F and is a fundamental phys- ical constant. To be more precise regarding the proportionality between the charge Q and the number of moles n of dissociated material, we actually need to take into account a multiplier z, the valen- cy number for the dissociated ions. The following is true: (1) Q F n z Once that quantity is known, the Faraday constant can there- fore be determined by measuring the charge Q and the num- ber of moles n involved in an electrolytic process. In this experiment, the electrolysis of water will cause a certain quantity of hydrogen and oxygen to be produced. In order to determine the quantity of charge Q transported during this process, the change in electric current over time I(t) will be measured and then the charge Q can be derived by integration: (2) Q I() t dt . -

METALS PRODUCTION Theodore R. Beck Electrochemical Technology
METALS PRODUCTION F- /J Theodore R. Beck Electrochemical Technology Corp. Abstract Existing procedures for design of electrochemical plants can be used for design of lunar processes taking into consideration the differences in environmental conditions. These differences include: 1/6 Earth gravity, high vacuum, solar electrical and heat source, space radiation heat sink, long days and nights, and different availabilityand economics of materials, energy, and labor. Techniques have already been developed for operation of relatively small scale hydrogen-oxygen fuel cell systems used in the U.S. lunar landing program. Design and operation of lunar aqueous electrolytic process plants appears to be within the state-of-the-art. Finding or developing compatible materials for construction and designing of fused-magma metal winning cells will present a real engineering challenge. 111-41 Introduction Electrochemical processes are candidates for exploiting lunar rocks to obtain oxygen, metals of construction, and by-product glasses and ceramic materials. Since the Apollo landings, NASA has supported some preliminary studies on electrochemical processing of lunar rocks. One of the first was a laboratory investigation at the Bureau of Mines by Kesterke on electrowinning of oxygen from • o 1 sthcate rocks. Electrolyses were performed with volcanic scoria, fluxed with fluorides to obtain operating temperatures in the range of 1050° to 1250°C, and a current of about 50 amperes. Oxygen was obtained at a current efficiency of about 55%. Solid cathode deposits were formed consisting of metal dendrites of iron, aluminum, silicon, etc., in an electrolyte matrix. Waldron. Ersffeld, and Criswell reviewed the role of chemical engineering in space manufacturing in 1979. -

Hypochlorite Generation from a Water Softener Spent Brine
water Article Hypochlorite Generation from a Water Softener Spent Brine Daniela Sánchez-Aldana 1,2 , Noe Ortega-Corral 3,*, Beatriz A. Rocha-Gutiérrez 2, Lourdes Ballinas-Casarrubias 2,*, Eneidy J. Pérez-Domínguez 2, Guadalupe Virginia Nevárez-Moorillon 2 , Luis A. Soto-Salcido 2, Salvador Ortega-Hernández 1, Guadalupe Cardenas-Félix 1 and Guillermo González-Sánchez 4 1 Centro de Desarrollo e Innovación Tecnológica, Industrializadora de Cárnicos Strattega S.A. de C.V. Km. 7.5 Carretera a Cuauhtémoc, Colonia Las Ánimas, Chihuahua 31450, Mexico; [email protected] (D.S.-A.); [email protected] (S.O.-H.); [email protected] (G.C.-F.) 2 Facultad de Ciencias Químicas, Universidad Autónoma de Chihuahua, Chihuahua 31124, Mexico; [email protected] (B.A.R.-G.); [email protected] (E.J.P.-D.); [email protected] (G.V.N.-M.); [email protected] (L.A.S.-S.) 3 Festa-Hidrogel S. A. de C.V. República de Colombia No. 219 Col Panamericana, Chihuahua, Chihuahua C.P. 31107, Mexico 4 Centro de Investigación en Materiales Avanzados, S.C. Miguel de Cervantes 120, Complejo Industrial Chihuahua, Chihuahua 31136, Mexico; [email protected] * Correspondence: [email protected] (N.O.-C.); [email protected] (L.B.-C.); Tel.: +52-614-236-6000 Received: 13 September 2018; Accepted: 1 November 2018; Published: 26 November 2018 Abstract: Industries that require water with low hardness consume large amounts of NaCl for water softening. In this work, water softener spent brines were recovered and used as raw material in an electrolysis cell with cationic exchange membrane (CEM) to yield both sodium hypochlorite and sodium hydroxide amounts, which are the most common disinfectants used to sanitize production areas. -

Basic Concepts in Electrochemistry
1/23/2019 CEE 597T Electrochemical Water and Wastewater Treatment BASIC CONCEPTS IN ELECTROCHEMISTRY What is electrochemistry? ■ Electrochemistry is defined as the branch of chemistry that examines the phenomena resulting from combined chemical and electrical effects. ■ Chemical transformation occurring owing to the external applied electrical current or leading to generation of electrical current is studied in electrochemistry. 1 1/23/2019 Electrochemical Cell An electrochemical cell typically consists of ■ Two electronic conductors (also called electrodes) ■ An ionic conductor (called an electrolyte) ■ the electron conductor used to link the electrodes is often a metal wire, such as copper wiring Types of Cell Galvanic or Voltaic Electrolytic process Processes Reactions in which chemical changes Chemical reactions that result in the occur on the passage of an electrical production of electrical energy. Galvanic current. Electrolytic cells are driven by cells convert chemical potential energy an external source of electrical energy. into electrical energy. A flow of electrons drives non- The energy conversion is achieved by spontaneous (ΔG ≥ 0) redox reactions. spontaneous (ΔG < 0) redox reactions producing a flow of electrons. 2 1/23/2019 Galvanic (Voltaic) Cells The operation of a galvanic (or voltaic) cell is opposite to that of an electrolytic cell. In a galvanic cell, electrical energy is produced by a chemical redox reaction, instead of a chemical reaction being produced by electricity. The classic example of a redox reaction for a galvanic cell is the reaction between aqueous solutions of zinc (Zn) and copper (Cu): In this cell, the zinc is oxidized, and the copper is reduced. Initially, this produces a flow of electrons across a wire connected to the two separate electrode solutions, but as the zinc solution becomes positively charged from losing electrons and the copper solution becomes negatively charged from gaining them, that flow stops. -

Sodium Hydroxide Production from Sodium Carbonate and Bicarbonate Solutions Using Membrane Electrolysis: a Feasibility Study
University of Wollongong Research Online Faculty of Engineering and Information Faculty of Engineering and Information Sciences - Papers: Part A Sciences 1-1-2014 Sodium hydroxide production from sodium carbonate and bicarbonate solutions using membrane electrolysis: A feasibility study Alexander R. Simon University of Wollongong, [email protected] Takahiro Fujioka University of Wollongong, [email protected] William Price University of Wollongong, [email protected] Long Nghiem University of Wollongong, [email protected] Follow this and additional works at: https://ro.uow.edu.au/eispapers Part of the Engineering Commons, and the Science and Technology Studies Commons Recommended Citation Simon, Alexander R.; Fujioka, Takahiro; Price, William; and Nghiem, Long, "Sodium hydroxide production from sodium carbonate and bicarbonate solutions using membrane electrolysis: A feasibility study" (2014). Faculty of Engineering and Information Sciences - Papers: Part A. 2129. https://ro.uow.edu.au/eispapers/2129 Research Online is the open access institutional repository for the University of Wollongong. For further information contact the UOW Library: [email protected] Sodium hydroxide production from sodium carbonate and bicarbonate solutions using membrane electrolysis: A feasibility study Abstract This study demonstrates the feasibility of producing NaOH from coal seam gas (CSG) brine by membrane electrolysis. Keywords feasibility, sodium, hydroxide, production, carbonate, bicarbonate, solutions, membrane, study, electrolysis Disciplines