United States Patent, 0 'Ice
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-

Diborane (B2H6) 2 Heavier Boron Hydrides in the Form of Volatile Liquids Such As
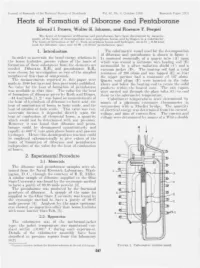
Even in the absence of contamination, diborane is so reactive that it will slowly decompose by itself, forming H gas and Diborane (B2H6) 2 heavier boron hydrides in the form of volatile liquids such as Storage and Delivery B5H9 and sublimable solids such as B10H14. These heavier hydrides are delivered with the gas and can cause Air Products supplies a wide range of gases and chemicals contamination of the process and fouling of the delivery system that are used for integrated circuit, flat panel display and components. Figure 1 shows the internals of the first stage of photovoltaic device manufacturing. Understanding the proper a two-stage gas regulator that was fouled by B10H14 deposits. storage and handling requirements of these specialty materials is essential to obtain consistent results and to ensure the highest level of process safety. In this technical bulletin, we will provide the user with some of the knowledge required for its effective storage and use. Figure 1: Picture of the first stage of diborane mixture regulator Diborane (formula B2H6) is a colorless, spontaneously fouled with solid decomposition products. flammable (pyrophoric) gas. It burns rapidly in air and reacts vigorously with water with the evolution of heat. The gas has The gas-phase decomposition rate of diborane was shown to a distinct, noxious odor and is extremely toxic by inhalation or increase with concentration and with temperature. Pure by skin exposure. Because of these hazards, it is essential diborane is so reactive in its pure state that it may only be that all gas handling systems used for diborane be tightly stored or transported if surrounded with dry ice to prevent rapid sealed and carefully leak checked. -

276262828.Pdf
FUNDAMENTAL STUDIES OF CATALYTIC DEHYDROGENATION ON ALUMINA-SUPPORTED SIZE-SELECTED PLATINUM CLUSTER MODEL CATALYSTS by Eric Thomas Baxter A dissertation submitted to the faculty of The University of Utah in partial fulfillment of the requirements for the degree of Doctor of Philosophy Department of Chemistry The University of Utah May 2018 Copyright © Eric Thomas Baxter 2018 All Rights Reserved T h e U n iversity of Utah Graduate School STATEMENT OF DISSERTATION APPROVAL The dissertation of Eric Thomas Baxter has been approved by the following supervisory committee members: Scott L. Anderson , Chair 11/13/2017 Date Approved Peter B. Armentrout , Member 11/13/2017 Date Approved Marc D. Porter , Member 11/13/2017 Date Approved Ilya Zharov , Member 11/13/2017 Date Approved Sivaraman Guruswamy , Member 11/13/2017 Date Approved and by Cynthia J. Burrows , Chair/Dean of the Department/College/School of Chemistry and by David B. Kieda, Dean of The Graduate School. ABSTRACT The research presented in this dissertation focuses on the use of platinum-based catalysts to enhance endothermic fuel cooling. Chapter 1 gives a brief introduction to the motivation for this work. Chapter 2 presents fundamental studies on the catalytic dehydrogenation of ethylene by size-selected Ptn (n = 4, 7, 8) clusters deposited onto thin film alumina supports. The model catalysts were probed by a combination of experimental and theoretical techniques including; temperature-programmed desorption and reaction (TPD/R), low energy ion scattering spectroscopy (ISS), X-ray photoelectron spectroscopy (XPS), plane wave density-functional theory (PW-DFT), and statistical mechanical theory. It is shown that the Pt clusters dehydrogenated approximately half of the initially adsorbed ethylene, leading to deactivation of the catalyst via (coking) carbon deposition. -

Identification of Diborane(4) with Bridging B–H–B Bonds
Chemical Science View Article Online EDGE ARTICLE View Journal | View Issue Identification of diborane(4) with bridging B–H–B bonds† Cite this: Chem. Sci.,2015,6, 6872 Sheng-Lung Chou,a Jen-Iu Lo,a Yu-Chain Peng,a Meng-Yeh Lin,a Hsiao-Chi Lu,a Bing-Ming Cheng*a and J. F. Ogilvieb The irradiation of diborane(6) dispersed in solid neon at 3 K with tunable far-ultraviolet light from a Received 17th July 2015 synchrotron yielded a set of IR absorption lines, the pattern of which implies a carrier containing two Accepted 14th August 2015 boron atoms. According to isotope effects and quantum-chemical calculations, we identified this new DOI: 10.1039/c5sc02586a species as diborane(4), B2H4, possessing two bridging B–H–B bonds. Our work thus establishes a new www.rsc.org/chemicalscience prototype, diborane(4), for bridging B–H–B bonds in molecular structures. Introduction The B–H–B linkage in these compounds is considered to be an atypical electron-decient covalent chemical bond.7 Creative Commons Attribution 3.0 Unported Licence. The structure that B2H6 adopts in its electronic ground state According to calculations, diborane species possessing less and most stable conformation contains two bridging B–H–B than 6 hydrogen atoms and bridging B–H–Bbondscan 8–13 bonds, and four terminal B–H bonds. Although Bauer, from exist, but all possible candidates are transient species, experiments with the electron diffraction of gaseous samples in difficult to prepare and to identify. Since the pioneering work the laboratory of Pauling and Brockway, favoured a structure of involving absorption spectra of samples at temperatures less 14,15 diborane(6) with a central B–B bond analogous to that of than 100 K, many free radicals and other unstable 16–20 ethane,1 Longuet-Higgins deduced the bridged structure for compounds dispersed in inert hosts have been detected. -

Chapter 9 Hydrogen
Chapter 9 Hydrogen Diborane, B2 H6• is the simplest member of a large class of compounds, the electron-deficient boron hydrid Like all boron hydrides, it has a positive standard free energy of formation, and so cannot be prepared direct from boron and hydrogen. The bridge B-H bonds are longer and weaker than the tenninal B-H bonds (13: vs. 1.19 A). 89.1 Reactions of hydrogen compounds? (a) Ca(s) + H2Cg) ~ CaH2Cs). This is the reaction of an active s-me: with hydrogen, which is the way that saline metal hydrides are prepared. (b) NH3(g) + BF)(g) ~ H)N-BF)(g). This is the reaction of a Lewis base and a Lewis acid. The product I Lewis acid-base complex. (c) LiOH(s) + H2(g) ~ NR. Although dihydrogen can behave as an oxidant (e.g., with Li to form LiH) or reductant (e.g., with O2 to form H20), it does not behave as a Br0nsted or Lewis acid or base. It does not r with strong bases, like LiOH, or with strong acids. 89.2 A procedure for making Et3MeSn? A possible procedure is as follows: ~ 2Et)SnH + 2Na 2Na+Et3Sn- + H2 Ja'Et3Sn- + CH3Br ~ Et3MeSn + NaBr 9.1 Where does Hydrogen fit in the periodic chart? (a) Hydrogen in group 1? Hydrogen has one vale electron like the group 1 metals and is stable as W, especially in aqueous media. The other group 1 m have one valence electron and are quite stable as ~ cations in solution and in the solid state as simple 1 salts. -

Diborane (B2H6)
Safety Data Sheet Material Name: DIBORANE SDS ID: MAT06650 * * * Section 1 - PRODUCT AND COMPANY IDENTIFICATION * * * Material Name: DIBORANE Manufacturer Information MATHESON TRI-GAS, INC. General Information: 1-800-416-2505 150 Allen Road, Suite 302 Emergency #: 1-800-424-9300 (CHEMTREC) Basking Ridge, NJ 07920 Outside the US: 703-527-3887 (Call collect) Chemical Family metal, hydrides Synonyms MTG MSDS 111; BOROETHANE; BOROHYDRIDE; BIBORON HEXAHYDRIDE; DIBORANE(6); UN 1911; B2H6; RTECS: HQ9275000 Product Use industrial Usage Restrictions none known * * * Section 2 - HAZARDS IDENTIFICATION * * * EMERGENCY OVERVIEW Color: colorless Physical Form: gas Odor: irritating odor Health Hazards: potentially fatal if inhaled, respiratory tract burns, skin irritation, eye irritation Physical Hazards: May explode when heated. Flammable gas. May cause flash fire. ____________________________________________________________ Page 1 of 11 Issue Date: 12/15/2009 Revision: 1.0200 Print Date: 2/8/2010 Safety Data Sheet Material Name: DIBORANE SDS ID: MAT06650 POTENTIAL HEALTH EFFECTS Inhalation Short Term: burns, difficulty breathing, headache, dizziness, blurred vision, lung congestion, kidney damage, liver damage, death Long Term: same as effects reported in short term exposure Skin Short Term: irritation (possibly severe) Long Term: no information is available Eye Short Term: irritation (possibly severe) Long Term: no information is available Ingestion Short Term: no information on significant adverse effects Long Term: no information is available * * * Section 3 - COMPOSITION / INFORMATION ON INGREDIENTS * * * CAS Component Percent 19287-45-7 DIBORANE 100.0 * * * Section 4 - FIRST AID MEASURES * * * Inhalation If adverse effects occur, remove to uncontaminated area. Give artificial respiration if not breathing. If breathing is difficult, oxygen should be administered by qualified personnel. -

Diborane - Wikipedia, the Free Encyclopedia Page 1 of 5
Diborane - Wikipedia, the free encyclopedia Page 1 of 5 Diborane From Wikipedia, the free encyclopedia Diborane is the chemical compound consisting of Diborane boron and hydrogen with the formula B2H6. It is a colorless gas at room temperature with a repulsively sweet odor. Diborane mixes well with air, easily forming explosive mixtures. Diborane will ignite spontaneously in moist air at room temperature. Synonyms include boroethane, boron hydride, and diboron hexahydride. Diborane is a key boron compound with a variety of applications. The compound is classified as "endothermic," meaning that its heat of formation, ΔH°f is positive (36 kJ/mol). Despite its thermodynamic instability, diborane is kinetically robust and exhibits an extensive chemistry, much of it entailing loss of hydrogen. IUPAC name Diborane(6) Identifiers Contents CAS number 19287-45-7 PubChem 29529 ■ 1 Structure and bonding ChemSpider 27451 ■ 2 Production and synthesis RTECS number HQ9275000 ■ 3 Reactions SMILES ■ 4 Reagent in organic synthesis BB ■ 5 History InChI ■ 6 Other uses 1/B2H4/c1-2/h1-2H2 ■ 7 Safety InChI key ■ 8 References ■ 9 Further reading QSJRRLWJRLPVID- UHFFFAOYAD ■ 10 External links Properties Molecular formula B2H6 Molar mass 27.67 g/mol Structure and bonding Appearance colorless gas Density 1.18 g/L (15 °C) Diborane adopts a D2h structure containing four 1.216 g/L (25 °C) terminal and two bridging hydrogen atoms. The Melting point model determined by molecular orbital theory −165.5 °C, 108 K, -266 °F indicates that the bonds between boron and the Boiling point terminal hydrogen atoms are conventional 2-center, 2- -92.4 °C, 181 K, -134 °F electron covalent bonds. -

Non-Metallic Elements; Compounds Thereof; {Metalloids Or Compounds Thereof Not Covered by Subclass C01c}
CPC - C01B - 2021.08 C01B NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; {METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C} Definition statement This place covers: The chemical elements of hydrogen, halogen (fluorine, chlorine, bromine, iodine and astatine), oxygen, sulfur, phosphorus, silicon, nitrogen, boron, selenium, tellurium, and noble gases (helium, neon, argon, krypton, xenon and radon). Compounds solely composed of any of the elements listed above. Carbon and compounds of carbon with any of the elements listed above, with the proviso that said compounds cannot contain a carbon atom having direct bonding to another carbon atom, a carbon atom having direct bonding to a hydrogen atom or a halogen atom, or a carbon atom having direct bonding to a nitrogen atom by a single or double bond. Compounds composed solely of one or more metal atoms and hydrogen. Peroxides and salts of peroxyacids. Magnesium, calcium, strontium, or barium sulfides or polysulfides. Alkali metal sulfides or polysulfides. Thiosulfates, dithionites and polythionates. Compounds containing selenium or tellurium. Azides, metal amides and nitrites. Carbamic acid and salts thereof. Binary compounds containing a metal and either N, C or P. Salts of the oxyacids of halogen or phosphorus. Compounds consisting only of carbon atoms, e.g. fullerenes, carbon nanotubes. Phosgene and thiophosgene. Compounds containing silicon such as silicates, silicon oxides or colloidal silica, e.g. dispersions, gels, hydroorganosols, organosols. Compounds containing boron. Substances having molecular sieve properties, but not having base-exchange properties. Substances having a combination of molecular sieve and base-exchange properties, e.g. crystalline zeolites. Synthesis, treatment or modification of any of the elements or compounds above by: • chemical means, i.e. -

Ammonia Borane Composites for Solid State Hydrogen Storage and Calcium-Ammonia Solutions in Graphite
Ammonia borane composites for solid state hydrogen storage and calcium-ammonia solutions in graphite Atahl Nathanson This thesis is in accordance with the requirements of the University College London for the degree of Engineering Doctorate February 2014 I Ammonia borane composites for solid state hydrogen storage and calcium-ammonia solutions in graphite Submitted for the degree of Doctor of Engineering February 2014 Abstract The dual problems of worlds growing population, increasing energy demand and global warming, necessitate an alternative to fossil fuels. Hydrogen is plentiful and has a high energy density but storage in high pressure tanks is complex and presents safety concerns. Ammonia borane (AB) is one of the most promising solid state hydrogen storage materials due to its high releasable hydrogen content (13.1 wt%), stability in air, and low toxicity. On heating, however, pure AB releases hydrogen only after long nucleation times and is accompanied by the liberation of gaseous impurities including borazine and ammonia; additionally, extensive material expansion and foaming occurs. AB composites with polyethylene oxide, polystyrene and imogolite have been synthesized. It is concluded that the decomposition of AB is best ameliorated by providing access to functional groups that catalyse alternative dehydrogenation routes. Lowering the onset of hydrogen loss to below the melting temperature limits the overall foam and expansion. The two dimensional confined motion of liquid ammonia in a multi staged ternary calcium ammonia graphite intercalation compound was studied with respect to temperature. Hopping diffusion at 300K gives way to rotation below 100K. The dynamics of this confined calcium ammonia solution are observed as similar to the three dimensional counterpart. -

Diborane Interactions with Pt7/Alumina: Preparation Of
Diborane Interactions with Pt7/alumina: Preparation of Size-Controlled Borated Pt Model Catalysts with Improved Coking Resistance Eric T. Baxter,† Mai-Anh Ha,‡ Ashley C. Cass, † Huanchen Zhai,‡ Anastassia N. Alexandrova,‡,§,* and Scott L. Anderson†,* † Department of Chemistry, University of Utah, ‡ Department of Chemistry & Biochemistry, University of California, Los Angeles, § California NanoSystems Institute, Los Angeles, CA 90095. Abstract Bimetallic catalysts provide the ability to tune catalytic activity, selectivity, and stability. Model catalysts with size-selected bimetallic clusters on well-defined supports offer a useful platform for studying catalytic mechanisms, however, producing size-selected bimetallic clusters can be challenging. In this study, we present a way to prepare bimetallic model (PtnBm/alumina) cluster catalysts by depositing size-selected Pt7 clusters on an alumina thin film, then selectively adding boron by exposure to diborane and heating. The interactions between Pt7/alumina and diborane were probed using temperature-programmed desorption/reaction (TPD/R), X-ray photoelectron spectroscopy (XPS), low energy ion scattering (ISS), plane wave density functional theory (PW-DFT), and molecular dynamic (MD) simulations. It was found that the diborane exposure/heating process does result in preferential binding of B in association with the Pt clusters. Borated Pt clusters are of interest because they are known to exhibit reduced affinity to carbon deposition 1 in catalytic dehydrogenation. At high temperatures, theory, -
Heats of Formation of Diborane and Pentaborane Edward 1
Journal of Research of the National Burea u of Standards Vo!' 61, No. 4, October 1958 Research Paper 2901 Heats of Formation of Diborane and Pentaborane Edward 1. Pros en, Walter H. Johnson, and Florence Y. Pergiel The heats of formation of diboranc and pentabora ne ha ve been determined by measure ments of t he heatH of deco mposition in to a morphous boron and hydrogen in a calorimeter. The heats of formation at 25° C, from amorphous boron and hydrogen, are 6.73 ± O.52 kcal/ mole for dibora nc (gas) >l nd 12.99 ± O.39 for pentaborane (gas). 1. Introduction The calorimetric vessel used for the d ecomposition of diborane and pentaborane is shmvn in figure l. In order Lo ascer tain the bond energy relations in It consisted essentially of a quartz tube (A) upon t he boron hydrides, precise values of the heats of which was wound a nichrome wire h eating co il (B ) forma bon of these substances from the elemen ts are surrounded by a silver radiation shield (C) a nd a necded. Dibora ne, BzH6, and pentaborane, B5H 9, vacuum jack et (D ). The heating coil had a total were chosen for inves tigation as two of the simplest res istance of ] 90 ohms and was tapped (E) so that members of t hi s class of compounds. the upper portion h ad a resistance of. 127 ohms. The measurem en ts reported in t his paper were Quartz wool plugs (F ) were inserted m t be tube made in 1948 but have not bee n previously published. -

What Is Mass 28? • N • CO • C H (Ethylene) • H B (Diborane)
Daniel C. Harris Quantitative Chemical Analysis Seventh Edition Chapter 22 Mass spectrometry Copyright © 2007 by W. H. Freeman and Company What is mass 28? •N2 •CO •C2H4 (ethylene) •H6B2 (diborane) http://webbook.nist.gov/chemistry/mw-ser.html 1 Instrumentation Instrumentation 2. Mass selection: 3 step program: • Magnetic sector • Quadrupole 1.Ionize • Time-of-flight (TOF) 2.Mass select • Ion trap 3.detect • Fourier transform ion cyclotron resonance • Ion Mobility NB: REQUIRE VACUUM CHAMBER Instrumentation – magnetic sector Instrumentation - quadrupole 2 Instrumentation - quadrupole Instrumentation - TOF Instrumentation – ion trap Instrumentation – FT-ICR 3 Instrumentation – FT-ICR Instrumentation – ion mobility Instrumentation – STEP 3: detector – STEP 1: Ion Source – Electron impact Standard 70 eV electron impact ionization http://webbook.nist.gov/chemistry/mw-ser.html 4 – STEP 1: Ion Source – STEP 1: Ion Source - MALDI How to make elephants fly STEP 1: Ion Source - ESI STEP 1: Ion Source - ESI 5 1. Isotopes 3 ways to get more out of a mass spectrum: What does the mass spectrum of C look like? 1. Isotopes (quantitation) 2. Exact mass (resolution + accuracy) 3. Fragmentation (MS/MS) 1. Isotopes 1. Isotopes What does the mass spectrum of C look like? What does the mass spectrum of C look like? What does the mass spectrum of C60 look like? Elemental clues from isotope distributions http://www2.sisweb.com/mstools/isotope.htm http://www2.sisweb.com/mstools/isotope.htm 6 1. Isotopes 1. Isotopes What does the mass spectrum of C look like? Chemical clues from isotope distributions What does the mass spectrum of C60 look like? Water Elemental clues from isotope distributions Chemical clues from isotope distributions Kinetic isotope effect 1. -

Midas Diborane
® Midas SENSOR CARTRIDGE SPECIFICATIONS Diborane (B2H6) MIDAS-S-B2H, MIDAS-E-B2H Gas Measured Diborane B H Cross Sensitivities 2 6 Each Midas® sensor is potentially cross sensitive to other gases and Cartridge Part Number MIDAS-S-B2H 1 year standard warranty this may cause a gas reading when exposed to other gases than MIDAS-E-B2H 2 year extended warranty those originally designated. The table below presents typical readings Sensor Technology 3 electrode electrochemical cell that will be observed when a new sensor cartridge is exposed to the cross sensitive gas (or a mixture of gases containing the cross Measuring Range (ppm) B H 0 – 0.4ppm 2 6 sensitive species). Minimum Alarm 1 Set Point 0.050ppm Gas / Vapor Chemical Concentration Reading Repeatability < ± 2% of measured value Formula applied (ppm) (ppm B2H6) Linearity < ± 10% of Full Scale Ammonia NH3 108 <0.1 Arsine AsH 0.2 0.1 Response Time t62.5 < 15 seconds 3 Sensor Cartridge Life Expectancy ≥ 24 months under typical application conditions Carbon Dioxide CO2 5,000 0 Operating Temperature 0°C to +40°C (32°F to 104°F) Carbon Monoxide CO 85 0 Effect of Temperature Zero: < ± 0.0002ppm / °C (0°C to 40°C) Chlorine Cl 0.85 -0.15 Sensitivity: < ± 1% of measured value / °C 2 Disilane Si H 0.27 0.12 Operating Humidity (continuous) 10 – 95% rH (non-condensing) 2 6 Effect of Humidity Zero: Initial short term drift at abrupt RH change Germane GeH4 0.94 0.1 (< 0.0075ppm / % rH) Hydrogen H 3100 0 Sensitivity: < ± 0.5% of measured value / % rH 2 Operating Pressure 90 – 110kPa Hydrogen Chloride