Analytical and Simulation-Based Prediction of Surface Roughness for Micromilling Hardened HSS
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Management of Large Sets of Image Data Capture, Databases, Image Processing, Storage, Visualization Karol Kozak
Management of large sets of image data Capture, Databases, Image Processing, Storage, Visualization Karol Kozak Download free books at Karol Kozak Management of large sets of image data Capture, Databases, Image Processing, Storage, Visualization Download free eBooks at bookboon.com 2 Management of large sets of image data: Capture, Databases, Image Processing, Storage, Visualization 1st edition © 2014 Karol Kozak & bookboon.com ISBN 978-87-403-0726-9 Download free eBooks at bookboon.com 3 Management of large sets of image data Contents Contents 1 Digital image 6 2 History of digital imaging 10 3 Amount of produced images – is it danger? 18 4 Digital image and privacy 20 5 Digital cameras 27 5.1 Methods of image capture 31 6 Image formats 33 7 Image Metadata – data about data 39 8 Interactive visualization (IV) 44 9 Basic of image processing 49 Download free eBooks at bookboon.com 4 Click on the ad to read more Management of large sets of image data Contents 10 Image Processing software 62 11 Image management and image databases 79 12 Operating system (os) and images 97 13 Graphics processing unit (GPU) 100 14 Storage and archive 101 15 Images in different disciplines 109 15.1 Microscopy 109 360° 15.2 Medical imaging 114 15.3 Astronomical images 117 15.4 Industrial imaging 360° 118 thinking. 16 Selection of best digital images 120 References: thinking. 124 360° thinking . 360° thinking. Discover the truth at www.deloitte.ca/careers Discover the truth at www.deloitte.ca/careers © Deloitte & Touche LLP and affiliated entities. Discover the truth at www.deloitte.ca/careers © Deloitte & Touche LLP and affiliated entities. -
Surface Newsletter // Summer 2021 New Application 3
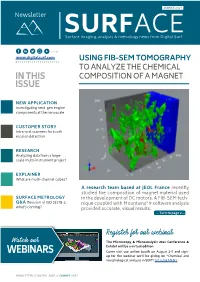
SUMMER 2021 Newsletter SURFSurface imaging, analysis & metrologyACE news from Digital Surf Join us! www.digitalsurf.com USING FIB-SEM TOMOGRAPHY TO ANALYZE THE CHEMICAL IN THIS COMPOSITION OF A MAGNET ISSUE NEW APPLICATION Investigating next-gen engine components at the nanoscale CUSTOMER STORY Intra-oral scanners for tooth erosion detection RESEARCH Analyzing data from a large- scale multi-instrument project EXPLAINER What are multi-channel cubes? A research team based at JEOL France recently studied the composition of magnet material used SURFACE METROLOGY in the development of DC motors. A FIB-SEM tech- Q&A Revision of ISO 25178-2: nique coupled with Mountains® 9 software analysis what’s coming? provided accurate, visual results. … Turn to page 2 … Register for our webinar Watch our The Microscopy & Microanalysis 2021 Conference & Exhibit will be a virtual edition. Come visit our online booth on August 2-5 and sign- WEBINARS up for the webinar we’ll be giving on “Chemical and morphological analysis in SEM”: bit.ly/3kANjN3 NEWSLETTER // DIGITAL SURF // SUMMER 2021 2 NEW APPLICATION INVESTIGATING NEXT-GEN ENGINE COMPONENTS AT THE NANOSCALE Currently, one of the major challenges in the automotive industry is the development of di- rect current (DC) electrical motors. A DC vehicle motor incorporates strong magnetic fields at the rotor location. The higher the magnetic field in a reduced volume, the better the engine efficiency factor. A research team based at JEOL France re- cently studied the composition of such a magnet using a FIB-SEM technique coupled with a specialized analysis software package. COMPOSITION OF A CERIUM- (a) ALLOYED Nd-Fe-B MAGNET The key component of the engine is the perma- nent magnet located inside the rotor assembly which must have very high efficiency. -

Development of an Experimental Platform for Architectural-Scale Robotics: the Digital Construction Platform by Julian Leland Bell
Development of an Experimental Platform for Architectural-Scale Robotics: The Digital Construction Platform by Julian Leland Bell B.S., Engineering and Public Policy, Swarthmore College, 2012 Submitted to the Department of Mechanical Engineering in Partial Fulfilment of the Requirements for the Degree of Master of Science in Mechanical Engineering at the Massachusetts Institute of Technology September 2017 2017 Massachusetts Institute of Technology. All rights reserved Signature of Author: .................................................................................................................... Department of Mechanical Engineering August 11th, 2017 Certified by: ................................................................................................................................. Neri Oxman Associate Professor of Media Arts and Sciences Thesis Co-Supervisor Certified by: ................................................................................................................................. David L. Trumper Professor of Mechanical Engineering Thesis Co-Supervisor Accepted by: ................................................................................................................................ Rohan Abeyaratne Professor of Mechanical Engineering Chairman, Committee on Graduate Students 1 2 Development of an Experimental Platform for Architectural-Scale Robotics: The Digital Construction Platform by Julian Leland Bell Submitted to the Department of Mechanical Engineering on August 18, 2017 in partial -
3. Morphological Method Based on the Alpha Shape
University of Huddersfield Repository Lou, Shan Discrete algorithms for morphological filters in geometrical metrology Original Citation Lou, Shan (2013) Discrete algorithms for morphological filters in geometrical metrology. Doctoral thesis, University of Huddersfield. This version is available at http://eprints.hud.ac.uk/id/eprint/18103/ The University Repository is a digital collection of the research output of the University, available on Open Access. Copyright and Moral Rights for the items on this site are retained by the individual author and/or other copyright owners. Users may access full items free of charge; copies of full text items generally can be reproduced, displayed or performed and given to third parties in any format or medium for personal research or study, educational or not-for-profit purposes without prior permission or charge, provided: • The authors, title and full bibliographic details is credited in any copy; • A hyperlink and/or URL is included for the original metadata page; and • The content is not changed in any way. For more information, including our policy and submission procedure, please contact the Repository Team at: [email protected]. http://eprints.hud.ac.uk/ DISCRETE ALGORITHMS FOR MORPHOLOGICAL FILTERS IN GEOMETRICAL METROLOGY SHAN LOU A thesis submitted to the University of Huddersfield in partial fulfilment of the requirements for the degree of Doctor of Philosophy The University of Huddersfield May 2013 1 COPYRIGHT STATEMENT i. The author of this thesis (including any appendices and/or schedules to this thesis) owns any copyright in it (the “Copyright”) and s/he has given The University of Huddersfield the right to use such Copyright for any administrative, promotional, educational and/or teaching purposes. -

Roughness Control and Surface Texturing in Lubrication 8H35 9H15 Keynote Speaker D
1 Web site www.metprops2019.org #Met&PropsLYON 2 Local Organising Committee CHAIR: Prof. Hassan Zahouani (University of Lyon, France - Halmstad University, Sweden) Prof. Cyril-Pailler Mattéi (University of Lyon, France) Prof. Haris procopiou (Université Paris I, Panthéon-Sorbonne, France) Prof Philippe Kapsa (CNRS, France) Dr. Roberto Vargiolu (Univesity of Lyon, France) Dr. Coralie Thieulin (University of Lyon, France) International Program Committee Prof. Liam Blunt (University of Huddersfield, UK) Prof. Christopher Brown (WPI Worcester Polytech Institute, USA) Prof. Thomas Kaiser (University of Hamburg, Germany) Prof. Mohamed El Mansori (Ecole Nationale Supérieure d'Arts et Métiers (ENSAM), France) Prof. Richard Leach (University of Nottingham, UK) Prof. Bengt-Göran, BG, Rosén (Halmstad University, Sweden) Dr. Ellen Schulz-Kornas, (Max Planck Weizmann Center for Integrative Archaeology and Anthropology, Germany) Prof. Tom R Thomas (Halmstad University, Sweden) Prof. Michael Wieczorowski (University of Poznan, Poland) Prof. Hassan Zahouani (University of Lyon - ENISE - Ecole Centrale de Lyon, France) International Scientific Committee A. Archenti, Royal Institute of Technology, Sweden K. Adachi, Tohoku University, Japan F. Blateyron, Digital Surf, France L. Blunt, University of Huddersfield, UK D. Butler, Nanyang Tech. Uni. NTU, Singapore C. Boulocher , Veagro-sup , France C. Brown, Worcester Polytechic Institute, USA M. El-Mansori, Ecole Nationale Superieure d'Arts et Metiers , France C. Evans, University of North Carolina - Charlotte, USA C. Giusca, National Physical Laboratory, UK S. Gröger, Chemnitz University of Technology, Germany W. Hongjun, Beijing Information Science & Technology University, China T. Kaiser University of Hamburg, Germany M. Kalin, University of Lubljana, Slovenia P. Kapsa, CNRS, France P. Krajnik, Chalmers University of Technology, Sweden R. -
3D Laser Scanning for Heritage Advice and Guidance on the Use of Laser Scanning in Archaeology and Architecture Summary
3D Laser Scanning for Heritage Advice and Guidance on the Use of Laser Scanning in Archaeology and Architecture Summary The first edition of 3D Laser Scanning for Heritage was published in 2007 and originated from the Heritage3D project that in 2006 considered the development of professional guidance for laser scanning in archaeology and architecture. Publication of the second edition in 2011 continued the aims of the original document in providing updated guidance on the use of three-dimensional (3D) laser scanning across the heritage sector. By reflecting on the technological advances made since 2011, such as the speed, resolution, mobility and portability of modern laser scanning systems and their integration with other sensor solutions, the guidance presented in this third edition should assist archaeologists, conservators and other cultural heritage professionals unfamiliar with the approach in making the best possible use of this now highly developed technique. This document has been prepared by Clive Boardman MA MSc FCInstCES FRSPSoc of Imetria Ltd/University of York and Paul Bryan BSc FRICS.This edition published by Historic England, January 2018. All images in the main text © Historic England unless otherwise stated. Please refer to this document as: Historic England 2018 3D Laser Scanning for Heritage: Advice and Guidance on the Use of Laser Scanning in Archaeology and Architecture. Swindon. Historic England. HistoricEngland.org.uk/advice/technical-advice/recording-heritage/ Front cover: The Iron Bridge is Britain’s best known industrial monument and is situated in Ironbridge Gorge on the River Severn in Shropshire. Built between 1779 and 1781, it is 30m high and the first in the world to use cast iron construction on an industrial scale. -

Diapositive 1
MountainsMap® SPM Surface metrology software for scanning probe microscopes Highly intuitive, state of the art imaging and analysis MountainsMap® SPM software is a best in class solution for Powered by industry-standard Mountains Technology®, SPM imaging and analysis for nanotechnology and MountainsMap® SPM runs in a highly intuitive desktop nanoscience applications . It inputs multi-channel images publishing environment that takes all of the pain out of (topography, phase, deflection, etc.) from SPM’s (AFM’s, creating a surface metrology report. The standard STM’s, NSOM’s). You can manipulate the images MountainsMap® SPM software can be enhanced by adding simultaneously, overlay any image (for example phase) on optional modules for surface stitching (the automatic the surface topography to facilitate the study of correlations, assembly of multiple surface into a single surface), grains and of course study any image independently. Intelligent and particles analysis, force spectroscopy, advanced surface filters ensure that you see high quality images of everything texture analysis, nano-contour analysis, spectral analysis and that the SPM has measured. You carry out geometric filtering, the analysis of surface evolution, wavelets analysis, analysis, analysis of roughness and surface texture, image co-localization and statistics. Report functional analysis and more, all in accordance with the latest standards and methods. Analyze Analyze Visualize Visualize Powered by Mountains Technology® Work comfortably in a desktop publishing environment with full metrological traceability Visual analysis reports Powerful automation features Working in one of six European languages, Japanese, Any step can be fine tuned at any time and all of the Korean or Mandarin Chinese, you build a visual analysis dependent steps are recalculated automatically. -
Give Your Profilometer the Very Best in Surface Analysis Software
www.digitalsurf.com Give your profilometer the very best in surface analysis software What’s inside MountainsMap® 8? Used by engineers, scientists and metrologists worldwide, MountainsMap® software is the gold standard in profile (2D) and areal (3D) surface texture analysis for use with profilometers and other surface measuring instruments. Selected dedicated features Ra Surface roughness Surface geometry Calculate roughness and surface texture Analyze surface geometry: calculate dis- parameters according to ISO 25178, ISO tances, areas, angles, step heights, volumes 4287, ISO 13565 and other standards. and much more. New in version 8: Freeform surface d (shell) analysis Advanced contour Sub-surface analysis Apply geometric dimensioning and toler- Partition regions of interest, then study them ancing (GD&T). Fit elements, calculate form in the same way as complete measured deviation and compare with CAD models. surfaces. Data correction High quality 3D views Core benefits Prepare your measured surface data for View surface topography in high quality 3D MountainsMap® 8 is based on Digital Surf’s Mountains® software platform, widely recognized analysis by removing outliers and noise. and visualize profiles, images, series etc. as the industry-standard and tool of choice for surface metrology and image analysis. It is our goal to provide high-performance yet easy-to-use tools to metrologists, researchers and engineers addressing the scientific challenges of tomorrow. Automotive Document layout Total traceability Aerospace Metallurgy Organize steps of your surface data pro- The analysis workflow lets you see and Manufacturing cessing on 1+ pages & publish them directly revert back to analysis steps applied to data Data storage Semiconductors Powerful automation Works with any profiler Materials science Green energy Automate your repetitive work and speed MountainsMap® can process data from any up your batch analysis process profilometer, 2D or 3D, contact or optical Optics Etc. -

Présentation Powerpoint
MountainsMap® Universal Modular surface imaging, analysis & metrology software for confocal microscopes - optical interferometric microscopes - scanning probe microscopes – contact and non-contact profilometers – form & vision systems – more + extensions for scanning electron microscopes - hyperspectral microscopes Incremental customizable software for microscopes and profilers Cutting edge surface imaging and overlays to speed up location of surface features Correction of measurement defects and anomalies – intelligent image enhancement State of the art analysis of surface geometry and texture at any scale Full set of optional modules for advanced applications Smart metrology report creation with powerful automation features Easy integration into any research or production environment MountainsMap Universal See everything that you measure Real time 3D imaging of surface topography Zoom in, rotate and amplify heights in real time. Define a flight plan, fly over features of interest and Apply image enhancement tools. save your flight as a video for presentations Choose the best lighting conditions & renderings. Extract 2D profiles from a 3D surface for visualization Define your own color palette. and analysis. Topography of a US coin measured using a scanning profiler equipped with a chromatic single point sensor: MountainsMap Universal® easily manages not only non-rectangular data, like this coin, but also more complex or random patterns containing measured/non- measured areas. This is essential when working with optical profilers that generate data sets with missing points or outliers. Data preparation and correction prior to analysis Normalize spatial position Level with respect to the whole surface or selected zone(s). Flip and rotate the surface. Extract regions of interest for independent analysis. Eliminate data acquisition defects Correct/remove bad lines (scanning profilers). -

Diapositive 1
MountainsMap® Imaging Topography Surface metrology software for 3D optical microscopes State of the art surface analysis with visual metrology reports Powered by industry-standard Mountains Technology®, You can use MountainsMap® Imaging Topography to MountainsMap® Imaging Topography is a best in class visualize 3D surface topography in real time, assemble solution for laboratories, research institutes and industrial multiple surfaces into a single surface to increase field of facilities that design, test or manufacture functional surfaces. view, analyze sub-surface layers in the same way as full The software provides a comprehensive solution for surfaces, and generate the latest ISO 25178 3D parameters. visualizing and analyzing surface texture and geometry and With the 3D color image optional module you can input multi- for generating detailed visual surface metrology reports. It is channel topography, color and intensity images, manipulate dedicated to 3D optical microscopes including confocal them simultaneously, and view the topography in true color. microscopes and optical interferometric microscopes (white There are also optional modules for advanced surface texture light interferometers) as well as infinite focus and digital analysis, contour analysis, grains and particles analysis, holographic microscopes. spectral analysis, statistical analysis and more. Report Analyze Analyze Visualize Visualize Powered by Mountains Technology® Highly intuitive desktop publishing environment Full metrological traceability Visual analysis reports Powerful automation features Working in one of six European languages, Japanese, Any step can be fine tuned at any time and all of the Korean or Mandarin Chinese, you build a visual analysis dependent steps are recalculated automatically. Common report frame by frame, page by page, carrying out graphical sequences of steps can be saved in a library and inserted and analytical studies of the surface under study, applying into any document at any time to gain time. -
Mountains® 7.3 Release
Fall 2015 Surface imaging, analysis & metrology news from Digital Surf ® In this issue Mountains 7.3 release: all the key features explained Whatever your microscope or profilometer, the new Mountains® What’s new in 7.3 ? 7.3 update to be released this winter has something for you. - for Surface New features include automatic detection of step heights on topography surfaces, revolutionary SEM image colorization, options for - for Scanning electron advanced profile analysis and much, much more. microscopy - for Profile analysis - for Scanning Probe Microscopy - General features p. 2 Research Using Mountains® to process STM/STS measurements p. 6 Automatic step height detection Surface metrology Q&A Profile standards are set to change: what you need to know p. 8 Read more overleaf News in brief A look back at this summer's shows p. 10 Coming soon Deconvoluting a multi-peak curve p. 11 Probing electrical structure at the Metrologists: how will the upcoming atomic scale: Mountains® helps revision of profile parameters researchers reveal hidden details standards affect you? p. 6 p. 8 Join us on Facebook, PLUS LinkedIn and YouTube! Visitors to the 2015 MRS Fall Meeting & Exhibit in Boston, Massachusetts, USA (November 29 - December 4) are invited to preview new Mountains® 7.3 features at Digital Surf's booth 704. www.digitalsurf.com 2 MOUNTAINS 7.3 WHAT’S NEW FOR SURFACE TOPOGRAPHY? FACTS Step-height calculation Just got easier! Step height calculation has never The color-code allows you to quickly been easier thanks to Mountains® find measurements related to each new automatic detection method. plane in the parameters table. -

Nanosurf Report History V6.Pdf
Digital Surf 16 rue Lavoisier, 25000 Besançon, France www.digitalsurf.fr [email protected] Tel : +33 38150 4800 Release Notes Fax : +33 38150 9224 Mountains v 6.1.5905 released on MARCH 4th, 2011 March 4th 2011 Version 6.1.5905 New features Wavelets Module Visualize the scales where phenomena occur on 2D (x, z) profiles using one or more wavelet families (in many case with a selectable index or number of coefficients): Coiflet (1-5), Daubechies (1-10), Discrete Meyer, Gauss (1-8), Mexican Hat, Morlet and Symlet (1-8). Specify the decomposition range (the upper and lower limits of the scale shown on the Y axis). User interface in Brazilian In Mountains 6.1 the user interface is available in Brazilian Portuguese bringing the number of Portugese languages supported to ten. Note that while the user interface is available in ten languages, the Help files are displayed in English when Italian, Chinese, Polish, Korean and Portuguese are selected. Force spectrocopy Module Normalize force curve baselines using the force curve normalization module. Calibrate cantilever sensitivity and specify the spring constant. Image Co-localization The main application of the module is to automatically co-localize a simultaneous AFM module topography image with one or more fluorescence images, for example in order to obtain useful information on cell morphology. Color fluorescence images by selecting one of ten laser wavelengths. Fine tune the size and rotation of the overlaid topography image if required, together with its transparency. Lead Analysis (Twist) Implements 2nd generation lead analysis in the automotive industry in accordance with Mercedes- Module Benz Engineering Standard (Measurement and Evaluation Method for the Assessment of Lead- Reduced Dynamic Sealing Surfaces, 2009), widely adopted in the automotive industry.