Valero: Houston Refinery Uses Plant-Wide Assessment to Develop an Energy Optimization and Management System
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Exhibits and Financial Statement Schedules 149
Table of Contents UNITED STATES SECURITIES AND EXCHANGE COMMISSION Washington, D.C. 20549 FORM 10-K [ X] ANNUAL REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the fiscal year ended December 31, 2011 OR [ ] TRANSITION REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the transition period from to Commission File Number 1-16417 NUSTAR ENERGY L.P. (Exact name of registrant as specified in its charter) Delaware 74-2956831 (State or other jurisdiction of (I.R.S. Employer incorporation or organization) Identification No.) 2330 North Loop 1604 West 78248 San Antonio, Texas (Zip Code) (Address of principal executive offices) Registrant’s telephone number, including area code (210) 918-2000 Securities registered pursuant to Section 12(b) of the Act: Common units representing partnership interests listed on the New York Stock Exchange. Securities registered pursuant to 12(g) of the Act: None. Indicate by check mark if the registrant is a well-known seasoned issuer, as defined in Rule 405 of the Securities Act. Yes [X] No [ ] Indicate by check mark if the registrant is not required to file reports pursuant to Section 13 or Section 15(d) of the Act. Yes [ ] No [X] Indicate by check mark whether the registrant (1) has filed all reports required to be filed by Section 13 or 15(d) of the Securities Exchange Act of 1934 during the preceding 12 months (or for such shorter period that the registrant was required to file such reports), and (2) has been subject to such filing requirements for the past 90 days. -

Valero Port Arthur Refinery Presents $750000 to Local Children's Charities
FOR IMMEDIATE RELEASE: VALERO PORT ARTHUR REFINERY PRESENTS $750,000 TO LOCAL CHILDREN’S CHARITIES Despite tournament’s cancellation, community support endures PORT ARTHUR, Texas, October 9, 2020 — The COVID-19 pandemic canceled the Valero Texas Open, like it did so many prominent events across the country, but it didn’t stop the tournament’s legacy of giving back. Business partners, sponsors and individual donors of the tournament and related events including the Valero Benefit for Children still contributed more than $14 million in net proceeds for charitable organizations across the United States, including those in the Port Arthur area. The Valero Port Arthur Refinery will distribute $750,000 to local charities with funds raised through the Valero Energy Foundation and the 2020 Valero Texas Open and Benefit for Children. “This is really positive news for our local nonprofit organizations, many of whom are facing challenges as a result of the pandemic,” said Mark Skobel, Vice President and General Manager of the Valero Port Arthur Refinery. “We know how important it is to continue supporting these agencies and the work they do for the children in our community.” The 2020 Valero Benefit for Children local recipients are: • Port Arthur Independent School District • Gulf Coast Health Center • YMCA of Southeast Texas • Communities in Schools of Southeast Texas • CASA of Southeast Texas • Southeast Texas Food Bank • Garth House, Mickey Mehaffy Children’s Advocacy Program • Richard Shorkey Education and Rehabilitation Center “We are blessed by our long-standing relationships with our tournament and Benefit for Children top sponsors,” said Joe Gorder, Valero Chairman and Chief Executive Officer. -

Suncor Energy – Annual Report 2005
Suncor05ARcvr 3/8/06 1:33 PM Page 1 SUNCOR ENERGY INC. 2005 ANNUAL REPORT > growing strategically Suncor’s large resource base, growing production capacity and access to the North American energy market are the foundation of an integrated strategy aimed at driving profitable growth, a solid return on capital investment and strong returns for our shareholders. A staged approach to increasing our crude oil production capacity allows Suncor to better manage capital costs and incorporate new ideas and new technologies into our facilities. production 50,000 bpd 110,000 bpd (capacity) resources Third party bitumen 225,000 bpd Mining 260,000 bpd 350,000 bpd 500,000 bpd In-situ 500,000 – 550,000 bpd OUR PLANS TO GROW TO HALF A MILLION BARRELS PER DAY IN 2010 TO 2012* x Tower Natural gas Vacuum 1967 – Upgrader 1 1998 – Expand Upgrader 1, Vacuum Tower Future downstream integrat 2001 – Upgrader 2 Other customers 2005 – Expand Upgrader 2, 2008 – Further Expansion of Upgrader 2 2010-2012 – Upgrader 3 Denver refinery ion Sarnia refinery markets To provide greater North American markets reliability and flexibility to our feedstock supplies, we produce bitumen through our own mining and in-situ recovery technologies, and supplement that supply through innovative third-party agreements. Suncor takes an active role in connecting supply to consumer demand with a diverse portfolio of products, downstream assets and markets. Box 38, 112 – 4th Avenue S.W., Calgary, Alberta, Canada T2P 2V5 We produce conventional natural Our investments in renewable wind tel: (403) 269-8100 fax: (403) 269-6217 [email protected] www.suncor.com gas as a price hedge against the energy are a key part of Suncor’s cost of energy consumption. -

Chevron Unocal Analysis
ANALYSIS OF PROPOSED CONSENT ORDER TO AID PUBLIC COMMENT IN THE MATTER OF CHEVRON CORPORATION AND UNOCAL CORPORATION, FILE NO. 051-0125 I. Introduction The Federal Trade Commission (“Commission” or “FTC”) has issued a complaint (“Complaint”) alleging that the proposed merger of Chevron Corporation (“Chevron,” formerly ChevronTexaco Corporation) and Unocal Corporation (“Unocal”) (collectively “Respondents”) would violate Section 7 of the Clayton Act, as amended, 15 U.S.C. § 18, and Section 5 of the Federal Trade Commission Act, as amended, 15 U.S.C. § 45, and has entered into an agreement containing consent order (“Agreement Containing Consent Order”) pursuant to which Respondents agree to be bound by a proposed consent order (“Proposed Consent Order”). The Proposed Consent Order remedies the likely anticompetitive effects arising from Respondents’ proposed merger, as alleged in the Complaint. II. Description of the Parties and the Transaction A. Chevron Chevron is a major international energy firm with operations in North America and about 180 foreign countries in Europe, Africa, South America, Central America, Indonesia, and the Asia-Pacific region. Its petroleum operations consist of exploring for, developing and producing crude oil and natural gas; refining crude oil into finished petroleum products; marketing crude oil, natural gas, and various finished products derived from petroleum; and transporting crude oil, natural gas, and finished petroleum products by pipeline, marine vessels, and other means. The company operates light petroleum refineries for products such as gasoline, jet fuel, kerosene and fuel oil at Pascagoula, Mississippi; El Segundo, California; Richmond, California; Salt Lake City, Utah; and Kapolei, Hawaii. Chevron is a major refiner and marketer of gasoline that meets the requirements of the California Air Resources Board (“CARB”). -
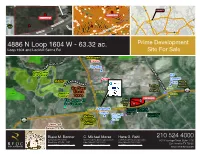
10 4886 N Loop 1604 W
1 02 2 4 9 1 2 0 26 8 10 0 24 4 1 1 0 024 22 1 1024 9 8 6 Hope Center Church 1 9 022 8 1 8 1 0 L 0 2 1 2 L Budget Blinds, Lush Rooftop, Amore Cafe, 1 0 0 L 0 E 8 L Rodrigo Pinheiro BJJ, Pure Fun, Picks Bar, E M 1 M 1022 0 U 0 The Brazilian Capoeira Academy: San Antonio 4 2 9 9 U 4 9 O 2 10 9 2 O L 4 1 L 0 2 10 1 0 00 1 1 2 0 0 4 1 Æþ281 10 022 1 10 00 10 2 06 1020 1 1 8 0 1 06 0 0 0 0 1 1 0 1100 4 !$" 2 # 16 SUBJECT 10 1014 BBQ 2 012 00 1 1 1 0 0 08 Outfitters 4 10 B 2 9 9 2 1000 Not100 Available B Ridge Shopping 99 8 990 Center 996 9 994 9 Not Available 2 9 1604 86 UV 9 1 8 1 4 0 1 0 3355 4 0 !$" 2 # 2 1 4 3 4 0 1 4 0 6 4 0 3 1 0 2 D 8 9 8 1604 R 4 82 9 S 3 UV S 0 E 1 CC UV53 0 A 3 1 0 0 W 1 0 90 4 2 98 9 2 6 0 98 0 8 2 992 Teralta 6 2 10 281 1 0 994 Æþ P V 1 6 218 O 84 8 UV 9 16 O I 80 9 UV L A 9 88 4 Corporate N 9 82 4 9 96 98 1100 98 00 9 #$!" S 10 98 A 32 A D 9 H 10 R Park A S S 02 V CE 10 1604 AC 04 AN 10 UV O W 1008 6 v 4 0 60 10 978 537 1 1 1 UV 0 0 0 OP 10 8 0 O 0 6 6 L 2 1 9 97 W 10 N 01 7 4 10 1 8 1604 60 1 1 0 UV W 6 OP 3 04 98 441100 LO 6 P 16 #$!" N LOO 6 L 4 12 101 N 9 97 L 10 O 76 014 O 1 1 C 0 345 C 3 K UV 8 1604 980 K UV H 0 v 102 1018 H H.E.B Federal IL 9 8 2 8 I 102 2 L 2 441100 02 7 L 1 - 9 #$!" 368 1020 S 9 UV L 8 Credit Union E 0 - 4 S 4 102 L 4 3355 University Oaks 102 26 8 9 $!" 10 30 # E 10 6 M 4 8 L 2 A 9 9 10 0 8 M 32 1 6 Camp Bullis Church of Christ R 9 A 1034 D 9 8 8 8 R 8 Subject D 103 K 421 1 8 1036 A UV 04 K 0 8 O A 2 Y 2 Ft Elevation Lines 4 0 O T 9 7 1 I 7 9 Y 1 BACON RD S 8 0 BACON RD T 4 R 100 Year FEMA Floodplain I 2 E S 1 1 Prime Development V 0 I R 0 1604 4 N 6 1100 E 2 97 151 " 4 UV #$! 6 U 9 UV 8 [email protected] PPIVG Paints 990 0 N Apria CBD 4886 N LoopU 1604 W - 63.32 ac. -
Who Is Most Impacted by the New Lease Accounting Standards?
Who is Most Impacted by the New Lease Accounting Standards? An Analysis of the Fortune 500’s Leasing Obligations What Do Corporations Lease? Many companies lease (rather than buy) much of the equipment and real estate they use to run their business. Many of the office buildings, warehouses, retail stores or manufacturing plants companies run their operations from are leased. Many of the forklifts, trucks, computers and data center equipment companies use to run their business is leased. Leasing has many benefits. Cash flow is one. Instead of outlaying $300,000 to buy five trucks today you can make a series of payments over the next four years to lease them. You can then deploy the cash you saved towards other investments that appreciate in value. Also, regular replacement of older technology with the latest and greatest technology increases productivity and profitability. Instead of buying a server to use in your data center for five years, you can lease the machines and get a new replacement every three years. If you can return the equipment on time, you are effectively outsourcing the monetization of the residual value in the equipment to an expert third-party, the leasing company. Another benefit of leasing is the accounting, specifically the way the leases are reported on financial statements such as annual reports (10-Ks). Today, under the current ASC 840 standard, leases are classified as capital leases or operating leases. Capital leases are reported on the balance sheet. Operating leases are disclosed in the footnotes of your financial statements as “off balance sheet” operating expenses and excluded from important financial ratios such as Return on Assets that investors use to judge a company’s performance. -

PBF Energy Inc. 2017 Annual Report 2017 At-A-Glance
PBF Energy Inc. 2017 Annual Report 2017 At-A-Glance PBF Energy (“PBF”) is a growth-oriented independent petroleum refiner and supplier of unbranded petroleum products. We are committed to the safe, reliable and environmentally responsible operations of our five domestic oil refineries, and related assets, with a combined processing capacity of approximately 900,000 barrels per day (bpd) and a weighted-average Nelson Complexity Index of 12.2. PBF Energy also owns approximately 44% of PBF Logistics LP (NYSE: PBFX). PBF Logistics LP, headquartered in Parsippany, New Jersey, is a fee-based, growth-oriented master limited partnership formed by PBF Energy to own or lease, operate, develop and acquire crude oil and refined petroleum products, terminals, pipelines, storage facilities and similar logistics assets. Nelson Complexity Chalmette Refinery The Chalmette Refinery, in Louisiana, is a 189,000 bpd, dual-train coking refinery with a Nelson Complexity Index of 12.7 and is capable of processing both light and heavy crude oil. The facility is strategically positioned on the Gulf Coast with strong logistics connectivity that offers flexible raw material sourcing and product distribution opportunities, including the potential to export products. 12.7 Nelson Complexity Delaware City Refinery The Delaware City refinery has a throughput capacity of 190,000 bpd and a Nelson Complexity Index of 11.3. As a result of its configuration and petroleum refinery processing units, Delaware City has the capability to process a diverse heavy slate of crudes with a high concentration of high sulfur crudes making it one of the largest and most complex refineries on the East Coast. -

Diversity in Corporate Governance
DIVERSITY IN CORPORATE GOVERNANCE A Quantitive Analysis of Diversity and Inclusion in Texas’ Fortune 1000 Companies March 2018 DIVERSITY IN CORPORATE GOVERNANCE A Quantitative Analysis of Diversity and Inclusion in Texas’ Fortune 1000 Companies with an analysis comparing data from 2016 to 2018 and an analysis of the Oil & Gas Industry March 2018 FOREWORD In the last twenty years there has been an abundance of evidence showing that diversity promotes growth, creativity, and business innovation. We have also seen the disastrous consequences of homogenous thinking, as revealed during the national economic recession of 2008. We are fortunate to live in Texas, one of the most diverse states in the country, and that diversity offers us the potential for growing our markets, improving the ways we work, and leaving better lives for future generations. However, today this potential for growth and improvement is still not fully realized. We at the National Diversity Council invite you to review and contemplate this research on diversity in the corporate governance of Texas companies. In this report you will find that our workforce is highly diverse, but women and People of Color are not succeeding at comparable rates to their white and male peers. The executive leadership and board membership of our most successful companies are still largely homogenous, as demonstrated by the lack of racial, ethnic, and gender diversity in those leadership positions. Though all companies need to implement organizational and structural changes, we can improve the economic and social successes in our state and nation by working together to increase diversity and inclusion in our corporations. -

Suncor Energy – Annual Report 2006
Suncor Energy Inc. Annual Report 2006 Annual Report 2006 FIRST IN oil sands STILL taking the lead Box 38, 112 – 4th Avenue S.W., Calgary, Alberta, Canada T2P 2V5 tel: (403) 269-8100 fax: (403) 269-6217 [email protected] www.suncor.com Corporate Officers* Richard L. George Sue Lee President and Chief Executive Officer Senior Vice President, Human Resources and Communications You don’t stand out from J. Kenneth Alley the competition by moving Senior Vice President Kevin D. Nabholz and Chief Financial Officer Executive Vice President, with the current. Major Projects M. (Mike) Ashar In 1967, we pioneered commercial development of the oil sands. Executive Vice President, Janice B. Odegaard Since then, Suncor Energy Inc. has distinguished itself as a major North Refining and Marketing – U.S.A. Vice President, Associate General Counsel and Corporate Secretary American energy producer, with a strategy focused on the oil sands of David W. Byler northern Alberta – one of the world’s largest petroleum resource basins. Executive Vice President, Thomas L. Ryley Strong integration of upstream production and downstream market Natural Gas and Renewable Energy Executive Vice President, connections, a broad customer base and a focus on technology, Energy Marketing and Refining – Canada Bart W. Demosky innovation and sustainability are all hallmarks of the Suncor story. Vice President and Treasurer Jay Thornton Senior Vice President, Terrence J. Hopwood Business Integration Senior Vice President and General Counsel Steven W. Williams Executive Vice President, Oil Sands Offices shown are positions held by the officers in relation to businesses of Suncor Energy Inc. and its subsidiaries. -
2019 Stewardship and Responsibility Report
Stewardship and Responsibility Report AUGUST 2019 VALERO ENERGY CORPORATION Stewardship and Responsibility Report Valero Energy Corporation (NYSE: VLO), through its subsidiaries (collectively, “Valero”), is an Contents international manufacturer, distributor and marketer of transportation fuels and petrochemical products. A Letter from 4 Valero’s refining segment includes its refining the CEO operations and associated marketing activities and logistics assets. Valero is the largest global Valero Vision and independent petroleum refiner. The company owns 5 refineries located in the United States, Canada and Guiding Principles the United Kingdom. Map of Operations 6 Valero sells its products in the wholesale rack or bulk markets in the U.S., Canada, the U.K., Ireland Environmental, 8 and Latin America. Approximately 7,000 outlets Social and carry Valero’s brand names, including Valero, Governance (ESG) Beacon, Diamond Shamrock and Shamrock in the U.S.; Ultramar in Canada; and Texaco in the U.K. and Safety 10 Ireland. The company’s ethanol segment includes its Environment 18 ethanol operations and associated marketing activities and logistics assets, with plants Community 30 throughout the U.S. Midwest. Valero is the world’s second-largest corn ethanol producer. Employees 42 Valero’s renewable diesel segment includes the Governance 50 operations of Diamond Green Diesel, a joint venture with Darling Ingredients Inc., producing renewable 56 diesel fuel at a plant in Louisiana. Diamond Green The Social Benefit Diesel is the world’s second-largest renewable of Valero’s Products diesel producer. Summary of Awards 57 2 VALERO ENERGY CORPORATION REFINING ETHANOL RENEWABLE DIESEL Largest global World’s World’s 2nd largest independent 2nd largest renewable diesel producer* refiner corn ethanol *in joint venture with producer Darling Ingredients Inc. -

Suncor Energy – Annual Report 2007
21NOV200307345694 SUNCOR ENERGY INC. 2007 ANNUAL REPORT SUNCOR ENERGY is an integrated energy company strategically focused on developing one of the world’s largest petroleum resource basins – Canada’s Athabasca oil sands. In 2007, we celebrated the 40 th anniversary of launching the commercial oil sands industry. In 2008, we expect to take the next major steps on our journey to producing more than half a million barrels of oil per day in 2012. 4 message to shareholders 9 our scorecard 10 management’s discussion and analysis 11 suncor overview and strategic priorities 13 consolidated financial analysis 16 liquidity and capital resources 18 significant capital project update 19 oil sands crown royalties 21 risk factors affecting performance 26 critical accounting estimates 32 change in accounting policies 33 recently issued canadian accounting standards 34 oil sands 38 natural gas 41 refining and marketing 44 outlook 46 non-gaap financial measures 49 management’s statement of responsibility for financial reporting 50 management’s report on internal control over financial reporting 51 independent auditors’ report 53 summary of significant accounting policies 58 consolidated financial statements and notes 91 quarterly summary 94 five-year financial summary 96 share trading information 97 supplemental financial and operating information 100 investor information 101 directors and corporate officers This annual report contains forward-looking statements, including statements about future plans for production growth, that are based on our assumptions and that involve risks and uncertainties. Actual results may differ materially. See page 48 for additional information. All financial information is reported in accordance with Canadian generally accepted accounting principles (GAAP) and in Canadian dollars unless noted otherwise. -

Mergers, Manipulation and Mirages: How Oil Companies Keep Gasoline Prices High, and Why the Energy Bill Doesn’T Help
Buyers Up · Congress Watch · Critical Mass · Global Trade Watch · Health Research Group · Litigation Group Joan Claybrook, President March 2004 Mergers, Manipulation and Mirages: How Oil Companies Keep Gasoline Prices High, and Why the Energy Bill Doesn’t Help Summary The United States has allowed multiple large, vertically integrated oil companies to merge over the last five years, placing control of the market in too few hands. The result: uncompetitive domestic gasoline markets. Large oil companies can more easily control domestic gasoline prices by exploiting their ever-greater market share, keeping prices artificially high long enough to rake in easy profits but not so long that consumers reduce their dependence on oil (after all, if prices went up too high for too long, then we’d seek alternatives to oil). The largest five oil companies operating in the United States (ExxonMobil, ChevronTexaco, ConocoPhillips, BP and Royal Dutch Shell) now control: · 14.2% of global oil production (nearly as much as the entire Middle East members of the OPEC cartel). · 48% of the domestic oil production (which is significant given the fact that the U.S. is the 3rd largest oil producer in the world). · 50.3% of domestic refinery capacity. · 61.8% of the retail gasoline market. · These same five companies also control 21.3% of domestic natural gas production. It is therefore little wonder why these top companies enjoyed after-tax profits of $60 billion in 2003 alone. These figures are in stark contrast to just a decade ago, when the top five oil companies controlled only: · 7.7% of global crude oil production.