Mechanochemical and Size Reduction Machines for Biorefining
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

From Base Metals and Back – Isamills and Their Advantages in African Base Metal Operations
The Southern African Institute of Mining and Metallurgy Base Metals Conference 2013 H. de Waal, K. Barns, and J. Monama From base metals and back – IsaMills and their advantages in African base metal operations H. de Waal, K. Barns, and J. Monama Xstrata IsaMill™ technology was developed from Netzsch Feinmahltechnik GmbH stirred milling technology in the early 1990s to bring about a step change in grinding efficiency that was required to make Xstrata’s fine-grained lead/zinc orebodies economic to process. From small-scale machines suited to ultrafine grinding, the IsaMill™ has developed into technology that is able to treat much larger tonnages, in coarser applications, while still achieving high energy efficiency, suited for coarser more standard regrind and mainstream grinding applications. The unique design of the IsaMillTM, combining high power intensity and effective internal classification, achieves high energy efficiency and tight product distribution which can be effectively scaled from laboratory scale to full-sized models. The use of fine ceramic media also leads to significant benefits in downstream flotation and leaching operations. These benefits are key drivers for the adoption of the technology into processing a diverse range of minerals worldwide, and offer major opportunities for power reduction and improved metallurgy for the African base metal operations. Keywords: IsaMill, regrind, energy efficiency, inert grinding. Introduction The development of the IsaMillTM, by MIM (now GlencoreXstrata) and Netzsch Feinmahltechnik GmbH, was initiated to enable the development of the fine-grained ore deposits at Mt Isa and McArthur River in Northern Australia. To liberate the valuable minerals and so produce a saleable concentrate this ultrafine-grained ore needed to be ground to a P80 of 7 μm. -

Optimisation of an Industrial Scale Ball Mill Using an Online Pulp and Ball
OPTIMISATION OF AN INDUSTRIALTown SCALE BALL MILL USING AN ONLINE PULP AND BALL LOADCape SENSOR of Thesis submitted in fulfilment of the degree of Master of Science University Pratish Keshav KSHPRA001 _______________ May 2013 Page | 1 The copyright of this thesis vests in the author. No quotation from it or information derived from it is to be published without full acknowledgementTown of the source. The thesis is to be used for private study or non- commercial research purposes only. Cape Published by the University ofof Cape Town (UCT) in terms of the non-exclusive license granted to UCT by the author. University ABSTRACT The secondary milling circuit at Waterval UG2 Concentrator had undergone a circuit change with the commissioning of the IsaMill, a horizontally stirred mill, in parallel with the secondary ball mill. The operation treats the PGM bearing UG2 ore type and produces a final concentrate enriched with PGM’s. The concept was to treat the finer silicate rich fraction in the IsaMill and the coarser chromite rich fraction through the ball mill. This circuit is typical of a UG2 plant in which maximum silicate with minimal chromite breakage is targeted. As a result of the circuit change an opportunity for optimisation around the industrial scale ball mill was considered for this study. Of concern in this study were new operating conditions for the mill in the changed circuit at which improved performance could be obtained. Another objective was to investigate if a difference in breakage response for the silicate and chromite fractions could be identified for different operating conditions in the ball mill. -

Developments in Permanent Stainless Steel Cathodes Within the Copper Industry
DEVELOPMENTS IN PERMANENT STAINLESS STEEL CATHODES WITHIN THE COPPER INDUSTRY K.L. Eastwood and G.W. Whebell Xstrata Technology Hunter Street Townsville, Australia 4811 [email protected] ABSTRACT The ISA PROCESS™ cathode plate is characterised by its copper coated suspension bar, coupled with a blade employing austenitic stainless steel alloy 316L. The blade material has become the mainstay of the technology and has been closely copied by competing cathode designs. Improvement to the cathode plate design remains a key area for research, and ongoing developments by Xstrata Technology’s ISA PROCESS™ have recently been commercialised. Two such developments are the ISA Cathode BR™ and ISA 2000 AB Cathode. The ISA BR cathode is a lower resistance cathode that has proven to enhance operating efficiencies. The AB cathode was designed to improve stripping inefficiencies in the ISA 2000 technology. These developments have now had time to mature and their long term performance will be discussed. Rising material costs and the desire to extend the operating boundaries of the standard 316L cathode plate has triggered a number of significant advances. These involve the use of different stainless steels as alternatives in some operational situations. The technical aspects and results of commercial trials on this development will also be discussed in this paper. INTRODUCTION The introduction of permanent stainless steel cathode technology was pioneered in the copper industry by IJ Perry and colleagues in 1978, with the introduction of the ISA PROCESSTM in the Townsville Copper Refinery, Perry [1]. While a number of parallel processes have emerged since its introduction, ISA Process Technology (IPT) has continued to be the mainstay electrolytic copper process with consistent improvements and superior operational performance. -
Choosing & Using a Milling Machine
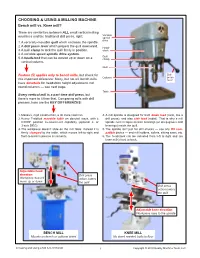
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

Energy Efficiency Analysis of Copper Ore Ball Mill Drive Systems
energies Article Energy Efficiency Analysis of Copper Ore Ball Mill Drive Systems Piotr Bortnowski, Lech Gładysiewicz, Robert Król and Maksymilian Ozdoba * Department of Mining and Geodesy, Faculty of Geoengineering, Mining and Geology, Wroclaw University of Science and Technology, 50-421 Wroclaw, Poland; [email protected] (P.B.); [email protected] (L.G.); [email protected] (R.K.) * Correspondence: [email protected] Abstract: Milling is among the most energy-consuming technological stages of copper ore processing. It is performed in mills, which are machines of high rotational masses. The start of a mill filled to capacity requires appropriate solutions that mitigate the overloading. One method for increasing the energy efficiency of ball mills is to optimize their drive systems. This article looks at two variants of drive systems with efficiencies higher than the already existing solutions. The first variant is a low-speed synchronous motor with permanent magnets without a gearbox, and the second variant is an asynchronous high-efficiency motor with a gearbox and a fluid coupling. The energy performance analysis of the three solutions was based on the average energy consumption indicator per mass unit of the milled material and on the energy consumption per hour. The investigations required models of the drive systems and analyses with the use of the Monte Carlo methods. The highest energy efficiency is observed in the case of the solution based on the permanent magnet motor. However, the drive system with the high-speed motor offers a gentle start-up possibility owing to the fluid coupling. -
Evolution of the Isamill™ Into Magnetite Processing
EVOLUTION OF THE ISAMILL™ INTO MAGNETITE PROCESSING Greg Rasmussen, Xstrata Technology Pty Ltd Tommy Do , Ernest Henry Mining Michael Larson, Xstrata Technology Pty Ltd Katie Barns, Xstrata Technology Pty Ltd Xstrata Technology • Mount Isa Mines (MIM), a large Australian mining company, was acquired by Xstrata in 2003 who then merged with Glencore in 2013 • MIM internal technology group was re-named Xstrata Technology (XT) and became an independent technology developer and supplier to the global minerals industry with 250 staff worldwide • The equipment and processes which are marketed by XT are developed in our own operations • XT offers full-package solutions including: • Equipment and processes • Engineering • Commissioning and Training • Dedicated after-market support IsaMill™ Technology Development ™ • Development of IsaMill driven by inability Broken Hill to efficiently treat fine grained orebodies • Late 1980s, Xstrata required 7µm grind for new Pb/Zn orebodies in Australia • Conventional mining technologies tested (1975-1990), but 0 40 micron − Too high power consumption to achieve target size McArthur River − Ball/tower mills ineffective below 20-30μm − Negative influence of steel grinding on flotation 0 40 micron IsaMill™ Technology Development A technology was found... • Horizontal Bead Mills − Used in industries other than mining (pharmaceuticals, paint, food, etc.) − Small, batch scale − Very expensive and exotic media types • Cross-over into mining required: − Much larger scale − Continuous operation − Ability to use cheap, -

Isamill™ Technology Used in Efficient Grinding Circuits
1 IsaMill™ Technology Used in Efficient Grinding Circuits B.D. Burford1 and L.W. Clark2 High intensity stirred milling is now an industry accepted method to efficiently grind fine and coarse particles. In particular, the IsaMill™, which was invented for, and transformed the fine grinding industry, is now being included in many new comminution circuits in coarser applications. While comminution has always been regarded as important from a processing perspective, the pressure being applied by environmental concerns on all large scale power users, now make highly energy efficient processes more important than ever. The advantages that were developed in fine grinding in the early IsaMill™ installations have been carried over into coarse grinding applications. These advantages include a simple grinding circuit that operates in open circuit with a small footprint, the ability to offer sharp product size classification, as well as the use of inert media in a high energy intensive environment. This paper will examine the use of IsaMill™ technology in fine grinding (P80 below 15 micron), and examine the use of the technology in conventional grinding applications (P80 20 - 150 µm). Recent installations will be examined, including fine and coarse grinding applications, as well as the recent test work that was undertaken using an IsaMill™ in a primary grinding circuit, and the resulting circuit proposal for this site. While comminution has been relatively unchanged for the last century, the need to install energy efficient technology will promote further growth in IsaMill™ installations, and result in one of the biggest challenges to traditional comminution design. 1. Senior Process Engineer, Xstrata Technology, L4, 307 Queen Street, Brisbane 4000, Qld, Australia 2. -
THE NEW KEENE ROCK CRUSHERS ROLLER MILL Produc T Report
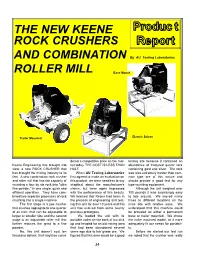
THE NEW KEENE Produc t ROCK CRUSHERS Report AND COMBINATION By AU Testing Laboratories ROLLER MILL Base Mount Trailer Mounted Electric Driven dered a competitive price on the mar- testing site because it contained an Keene Engineering has brought into ket today. THE COST IS LESS THAN abundance of fractured quartz rock view, a new ROCK CRUSHER that HALF. containing gold and silver. The rock has brought the mining industry to its When AU Testing Laboratories was also extremely harder than com- feet. A new combination rock crusher first agreed to make an evaluation on mon type ore of this nature and and roller mill that has the capacity of this product, we were needless to say should provide a good test for any crushing a four by six rock into "ultra skeptical about the manufacturer's type crushing equipment. fine powder," in one single, quick and claims, but were again impressed Although the unit weighed over efficient operation. They have com- with the performance of this beauty. 700 pounds it was surprisingly easy bined two separate processes of rock We learned that Keene had been in to tote around. We moved many crushing into a single machine. the process of engineering and test- times to different locations on the The first stage is a jaw crusher ing this unit for over 10 years and this mine site with relative ease. We that crushes aggregate to one quarter unit has evolved from some twenty understood that this machine could of an inch, that can be adjustable to previous prototypes. be provided on either a permanent larger or smaller size and the second We loaded the unit with its base or trailer mounted. -

Milling Studies in an Impact Crusher I: Kinetics Modelling Based on Population Balance Modelling
minerals Article Milling Studies in an Impact Crusher I: Kinetics Modelling Based on Population Balance Modelling Ngonidzashe Chimwani 1,* and Murray M. Bwalya 2 1 Institute of the Development of Energy for African Sustainability (IDEAS), Florida Campus, University of South Africa (UNISA), Private Bag X6, Johannesburg 1710, South Africa 2 School of Chemical and Metallurgical Engineering, University of the Witwatersrand, Johannesburg 2050, South Africa; [email protected] * Correspondence: [email protected]; Tel.: +27-731838174 Abstract: A number of experiments were conducted on a laboratory batch impact crusher to investi- gate the effects of particle size and impeller speed on grinding rate and product size distribution. The experiments involved feeding a fixed mass of particles through a funnel into the crusher up to four times, and monitoring the grinding achieved with each pass. The duration of each pass was approximately 20 s; thus, this amounted to a total time of 1 min and 20 s of grinding for four passes. The population balance model (PBM) was then used to describe the breakage process, and its effectiveness as a tool for describing the breakage process in the vertical impact crusher is assessed. It was observed that low impeller speeds require longer crushing time to break the particles significantly whilst for higher speeds, longer crushing time is not desirable as grinding rate sharply decreases as the crushing time increases, hence the process becomes inefficient. Results also showed that larger particle sizes require shorter breakage time whilst smaller feed particles require longer breakage time. Keywords: impact crusher; comminution; milling parameters; population balance mode Citation: Chimwani, N.; Bwalya, M.M. -
Avoiding Slopping in Top-Blown BOS Vessels
ISSN: 1402-1757 ISBN 978-91-7439-XXX-X Se i listan och fyll i siffror där kryssen är LICENTIATE T H E SI S Department of Chemical Engineering and Geosciences Division of Extractive Metallurgy Mats Brämming Avoiding Slopping in Top-Blown BOS Vessels BOS Top-Blown Slopping in Mats Brämming Avoiding ISSN: 1402-1757 ISBN 978-91-7439-173-2 Avoiding Slopping Luleå University of Technology 2010 in Top-Blown BOS Vessels Mats Brämming Avoiding Slopping in Top-blown BOS Vessels Mats Brämming Licentiate Thesis Luleå University of Technology Department of Chemical Engineering and Geosciences Division of Extractive Metallurgy SE-971 87 Luleå Sweden 2010 Printed by Universitetstryckeriet, Luleå 2010 ISSN: 1402-1757 ISBN 978-91-7439-173-2 Luleå 2010 www.ltu.se To my fellow researchers: “Half a league half a league, Half a league onward, All in the valley of Death Rode the six hundred: 'Forward, the Light Brigade! Charge for the guns' he said: Into the valley of Death Rode the six hundred. 'Forward, the Light Brigade!' Was there a man dismay'd ? Not tho' the soldier knew Some one had blunder'd: Theirs not to make reply, Theirs not to reason why, Theirs but to do & die, Into the valley of Death Rode the six hundred.” opening verses of the poem “The Charge Of The Light Brigade” by Alfred, Lord Tennyson PREFACE Slopping* is the technical term used in steelmaking to describe the event when the slag foam cannot be contained within the process vessel, but is forced out through its opening. This phenomenon is especially frequent in a top-blown Basic Oxygen Steelmaking (BOS) vessel, i.e. -

Tamarack Area Facilities Task 3
TAMARACK AREA FACILITIES TASK 3 - PHASE 2 REPORT Historical Archive Research and Mapping From Hubbell Beach through Tamarack City C&H Historic Properties of Torch Lake Prepared for: MICHIGAN DEPARTMENT OF ENVIRONMENTAL QUALITY Reclamation and Redevelopment Division 55195 US Highway 41 Calumet, Michigan 49913 Prepared by: MICHIGAN TECHNOLOGICAL UNIVERSITY Carol MacLennan, Principal Investigator With John Baeten, Emma Schwaiger, Dan Schneider, Brendan Pelto Industrial Archaeology and Heritage Program Department of Social Sciences October 2014 Contract No. Y4110 1 TABLE OF CONTENTS Section 1: Introduction …………………………………………………………………………………….5 Section 2: Narratives and Timelines ……………….……………...………………………………11 Ahmeek Mill Facilities1 - Narrative & Timeline ...……………...………………………………….12 Tamarack Reclamation Plant2 – Narrative & Timeline ………….……………………………..23 Lake Chemical Co. – Narrative & Timeline …………………………………………………………..46 Building Narratives ………………………………………………………………………………………..…55 Ahmeek Stamp Mill ………………………………………………..……………………………….58 Ahmeek Pump House ...……………………………………………………………………………60 Ahmeek Power House ……………………………………………………………………………..62 Ahmeek Transformer House ……………………………………………………………………64 Ahmeek Boiler House …...…………………………………………………………………………65 Tamarack Regrinding Plant ……………………………………………………………………..67 Tamarack Electric Sub-Station ...………………………………………………………………69 Tamarack Classifying Plant ..……………………………………………………………………70 Tamarack Flotation Plant ………………………………………………………………………..72 Tamarack Leaching Plant ...……………………………………………………………………...74 Tamarack Stamp -

Working with Watermills" Lesson Explores How Watermills Have Helped Harness Energy from Water Through the Ages
IEEE Lesson Plan: W or k i ng w i t h W at e r m i ll s Explore other TryEngineering lessons at www.tryengineering.org Lesson Focus Lesson focuses on how watermills generate power. Student teams design and build a working watermill out of everyday products and test their design in a basin. Student watermills must be able to sustain three minutes of rotation. As an extension activity, older students may design a gear system that is powered by the watermill. Students then evaluate the effectiveness of their watermill and those of other teams, and present their findings to the class. Lesson Synopsis The "Working with Watermills" lesson explores how watermills have helped harness energy from water through the ages. Students work in teams of "engineers" to design and build their own watermill out of everyday items. They test their watermill, evaluate their results, and present to the class. A g e L e v e l s 8-18. Objectives Learn about engineering design. Learn about planning and construction. Learn about teamwork and working in groups. Anticipated Learner Outcomes As a result of this activity, students should develop an understanding of: structural engineering and design problem solving teamwork Lesson Activities Students learn how watermills have been used throughout the ages to harness the power of water. Students work in teams to develop a their own watermill out of everyday items, then test their watermill, evaluate their own watermills and those of other students, and present their findings to the class. Working with Watermills Provided by IEEE as part of TryEngineering www.tryengineering.org © 2018 IEEE – All rights reserved.