Diesel Fuel Injection Pump
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Service Manual W-46 Marine Diesel Engine
-(£R/J· ((, " .... ·• 1-_,. l 1ft ~0 q "" ~to""' SERVICE MANUAL W-46 MARINE DIESEL ENGINE .. AND 15/12: BTD MARINE DIESEL GENERATOR SINGLE AND THREE PHASE PUBLICATION. N0.34907 REVISION. 2 OCTOBER. 2017 l~ rWESTERBEKE. ~ WESTERBEKE CORPORATION • 150 JOHN HANCOCK ROAD .J MYLES STANDISH INDUSTRIAL PARK• TAUNTONMA 02780 WEBSITE: WWW.WESTERBEKE.COM .. , A wARNING Exhaust gasses contain Carbon Monoxide, an odorless and colorless gas. Carbon Monoxide is poisonous and can cause unconsciousness and death. Symptoms of Carbon Monoxide exposure can include: •Dizziness • Throbbing in Temples •Nausea • Muscular Twitching •Headache • Vomiting • Weakness and Sleepiness • Inability to Think Coherently IF YOU OR ANYONE ELSE EXPERIENCE ANY OF THESE SYMPTOMS, GET OUT INTO THE FRESH AIR IMMEDIATELY. If symptoms persist, seek medical attention. Shut down the unit and do not restart until it has been inspected and repaired. A WARNING DECAL is provided by WESTERBEKE and should be fixed to a bulkhead near your engine or generator. WESTERBEKE also recommends installing CARBON MONOXIDE DETECTORS in the living/sleeping quarters of your vessel. They are inexpensive and easily obtainable at your local marine store. CALIFORNIA PROPOSITION 65 WARNING Diesel engine exhaust and some of its constituents are known to the State of California to cause cancer, birth defects, and other reproductive harm. TABLE OF CONTENTS INTRODUCTION ............................................... ...... 2 Serial Numbcr ................................................ 2 TEmNG FOR OVERHAUl .................................. .... 3 Compression Test .......................................... 3 Compression Pressure ................................... 3 ENGINE TROUBLESHOOTING (Pages 4-7) .............. 4 ENGINE DISASSEMBLY (Pages 8-15) .................... 8 Fuel lnjectiun Pump Removal ....................... 8 Order of Engine Disassembly ..................... 10 INSPECTION AID REPAIR (Pages 16-35) ........... 16 ENGINE ASSEMBLY (Pages 36-47) .................... -
Fuel Injection Basics and Governor Principles Chapter 20 OBJECTIVES
Fuel Injection Basics and Governor Principles Chapter 20 OBJECTIVES • Understand the objectives of a fuel management system. • Interpret the contents of later chapters dealing with hydromechanical and electronic engine management. • Define timing and explain the need to vary it for optimum performance and emissions. OBJECTIVES (Cont.) • Define metering and its application in a fuel system. • Explain atomization and the droplet sizings required for a direct-injected diesel engine. • Describe the factors that determine emitted droplet sizing. OBJECTIVES (Cont.) • Explain the overall objectives of an engine fuel system. • Describe the relationship between cylinder pressure and crank throw to crank axis angle. • Relate how the fuel system manages engine cylinder pressures. OBJECTIVES (Cont.) • Describe the relationship between pumping, injection, and combustion in hydromechanical and electronic engines. • Understand why “smart” injector nozzles are required on most post-2007 diesel engines. • Outline the reasons why diesel engines have to be governed. OBJECTIVES (Cont.) • Classify governors by management mode. • Interpret electronic governor performance terminology. • Interpret a flat profile diesel engine fuel map. OVERVIEW OF DIESEL FUEL INJECTION PRINCIPLES • The fuel system manages the engine. • The timing and quantity of fuel introduced into the engine cylinders determine: Engine power and engine emissions. OVERVIEW OF DIESEL FUEL INJECTION PRINCIPLES Diesel engines can be managed in two ways: 1. Hydromechanical engine management (engines managed without a computer). 2. Electronic management (engines managed by computer). Managing Fueling Outcomes • Timing • Pressurizing and atomization • Metering • Distribution Managing Fueling Outcomes • Timing, Fuel delivery timing is critical during all engine operating phases. • Typically, fuel injection begins just slightly before the piston completes its compression stroke. -
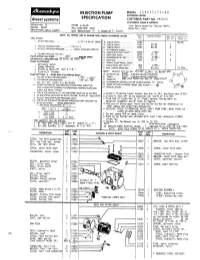
Diesel Systems INJECTION PUMP SPECIFICATION
INJECTION PUMP MODEL J D B 6 3 5 J T 2 48 8 SUPERSEDES MODEL SPECIFICATION diesel systems CUSTOMER PART NO. AR52416 CUSTOMERS’ NAME 0 ADDRESS EDITION NO. 12 DATED I-&66‘ John Deere Waterloo Tractor Works ENGINE 6404T FULL LOAD RPM 2400 Waterloo, Iowa AFPLlCATloN JD644 LOADER GOV. REGULATION 10 % ISSUED BY 6. DuPont NOTE: ALL SPEEDS ARE IN ENGINE RPM UNLESS OTHERWISE NOTED TEST STAND 1. INJECTION LINES. 3/32”l.D. BY 20”LONC 8. CHECK POINT.. 2200 80-90 9. CHECK POINT . 1500 90-94 2. TEST OIL TEMPERATURE. .110-l 15” F. IO. CHECK POINT . 2400 85-89 3. NOZZLE OPENING PRESSURE. llZSD12 NOZZLES1 2500 PSI I. SET TORQUE SCREW.. 2. CHECK SHUT-OFF (WOT). 2400 3 MAX. 4 CALIBRATING OIL (S.B. 201) 3. HIGH IDLE (WOT). 2650 11-13 4. GOVERNOR CUT.OFF.. 2700 6 MAX. ;;;~,;E;;;;s;;P;,;N‘ 162 :?!/l$$< :~$l$#?ff ’ SPEED 5. LOW IDLE . 800 15-17 PUMP ACCESSORIES 6 TRANS. PUMP PRESS. (WOT) I Delivery Valve 7. CHECK SHUT-OFF (WOT). 400 3 MAX. 2. Speed Advance 8. MIN. CRANK SPEED DEL.. 150 60 MIN. 12 MIN 3. Electric Shut-off (12V E.T.R.) 4. Push-Pull Trimmer NOTE: Return Oil to be 150-500 CC/Min. at Rated RPM. PUMP SETTINGS] t . ..lTEMS APPLY TO SERVICE ONLY] I 9. NAME PLATE. R!GHT lo, TIMED. jq?kf ’ . VlEWNG’ TRANS. PUMP END I. ROLLER TO ROLLER DIMENSION . 1.972 VI W GTRANS. PUMP ND _+.0005" CAM(Fbr FRe%tive End of Enjection)* 2. GOVERNOR LINKAGE GAP . -

Condition/Concern Recommendation/Instructions
Bulletin No.: PIP4949D Date: Aug-2014 Subject: Duramax Diesel Hard Start No Start P0087 P0088 P0191 P128E Or Injection Pump Replacement Models: 2010 - 2015 Chevrolet Express and Silverado 2010 - 2015 GMC Savana and Sierra Equipped with the 6.6L Duramax Diesel RPO codes LGH and LML This PI was superseded to update Recommendation/Instructions. Please discard PIP4949C. The following diagnosis might be helpful if the vehicle exhibits the symptom(s) described in this PI. Condition/Concern A dealer may encounter a customer concern of a hard start or a no start. DTCs P0087, P0088, P0191 or P128e may also be found. Normal SI Diagnostics may be inconclusive or lead to Fuel Injection Pump replacement. Recommendation/Instructions Complete the current SI diagnostics for any symptoms or DTCs found. If the current SI diagnostic has led to Fuel Injection Pump replacement, Fuel Pressure Regulator 1 must be inspected for magnetic metal debris. Note: Clean the area around regulator 1 before removal. It is possible that road debris could find its way to the regulator when it is removed. A small piece of dirt does not qualify the fuel system for the repairs recommended in this PI. Please see the pictures below for examples. Remove the Fuel Injection Pump / Pressure Regulator 1 for inspection. 1 The picture above is an example of a clean Pressure Regulator 1. If Pressure Regulator 1 is clean and there is no magnetic metal debris found, complete the SI repair procedure and replace the Fuel Injection Pump. 2 The pictures above are examples of Pressure Regulator 1 with the magnetic debris described If Pressure Regulator 1 is contaminated with debris as shown above, complete the following repairs: If working on a C/K Truck, it is strongly recommended to remove the engine from the vehicle and secure it to an engine stand to properly complete the repairs. -
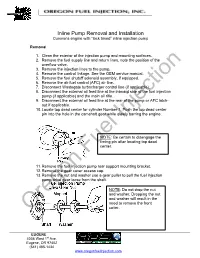
Bosch Inline Injection Pump Install, Cummins Application
Inline Pump Removal and Installation Cummins engine with “lock timed” inline injection pump Removal 1. Clean the exterior of the injection pump and mounting surfaces. 2. Remove the fuel supply line and return lines, note the position of the overflow valve. 3. Remove the injection lines to the pump. 4. Remove the control linkage. See the OEM service manual. 5. Remove the fuel shutoff solenoid assembly, if equipped. 6. Remove the air fuel control (AFC) air line. 7. Disconnect Wastegate turbocharger control line (if applicable). 8. Disconnect the external oil feed line at the inboard side of the fuel injection pump (if applicable) and the main oil rifle. 9. Disconnect the external oil feed line at the rear of the pump or AFC latch- out if applicable. 10. Locate top dead center for cylinder Number 1. Push the top dead center pin into the hole in the camshaft gear while slowly barring the engine. Injection NOTE: Be certain to disengage the timing pin after locating top dead center. Fuel 11. Remove the fuel injection pump rear support mounting bracket. 12. Remove the gear cover access cap. 13. Remove the nut and washer use a gear puller to pull the fuel injection pump drive gear loose from the shaft. NOTE: Do not drop the nut and washer. Dropping the nut and washer will result in the need to remove the front cover. Oregon EUGENE 4036 West 1st Ave. Eugene, OR 97402 (541) 485-1434 www.oregonfuelinjection.com 14. Remove the four mounting nuts. 15. Remove the fuel injection pump. Inspection 1. -
Electronically Controlled Diesel Injection Systems for Cars
ELECTRONICALLY CONTROLLED DIESEL INJECTION SYSTEMS FOR CARS DIESEL KNOW-HOW DIESEL KNOW-HOW 2 | 3 HISTORY OF THE DIESEL ENGINE Diesel engines have long been established in passenger cars. Nearly every other new vehicle has a compression-ignition engine under the hood. These engines feature high torque and running smoothness, low consumption and low emissions. Their history is more than 100 years old. Milestones of the diesel engine 1897 1936 First diesel engine is introduced First series passenger car with 1927 diesel engine 1975 Diesel injection pump is ready for Distributor-type injection pump used series production in mass-produced models In 1892, Rudolf Diesel began researching his idea for a their trucks and agricultural vehicles with the new diesel completely new internal combustion engine with self-ignition. injection system. Not until five years later was he able to present the first diesel engine to the world. Increasing application variety It was 20 up at 175 RPM. Compared to the popular engine The diesel engine found more and more areas of application. concepts of the time, such as steam-engines and gasoline Along with trucks and tractors, diesel locomotives, ships, engines, Diesel‘s design had crucial advantages: Its engine airships and even airplanes (1929 Junkers, 1930 Fiat) were burned less fuel and was able to be set up for higher outputs. equipped with compression-ignition engines. Diesel‘s invention was first implemented in stationary and ship engines. High-speed diesel engines could not be implemented Injection systems for passenger cars, the most lucrative in the beginning because, in the early days, the fuel was product field in terms of numbers, initially remained injected into the combustion chamber using compressed air. -

08-10 Ford Powerstroke 6.4 Diagnostics
2008– 2010 6.4L Ford Powerstroke In order to do proper diagnostics you will need a scan tool, preferably Ford IDS, and some special tools. Also note that 1 MPa (megapascal) is equal to approximately 145 PSI, 100 kpa is roughly 14.5 PSI. If you don’t have service information you can buy a subscription online at alldatadiy.com or eAutorepair.net. 6.4L High Pressure Common Rail Basic Information The high pressure fuel injection pump increases the fuel pressure up to 169.96 MPa (24,650 psi) and delivers fuel to the fuel rails through 2 high pressure lines, 1 per bank. The system pressure generated by the high pressure fuel injection pump is constantly adjusted by the powertrain control module (PCM) for every operational condition. However, due to the storage volume of the fuel rails, the injection pressure remains constant over the duration of the injection process. Each fuel rail is connected to 4 injectors through individual high pressure pipes. The injectors are controlled by the PCM and are capable of delivering exact fuel quantity based on the operational demands. The fuel injectors are operated in 3 stages: fill stage, main injection stage and end of main injection stage. The fill stage (pre-injection) reduces the combustion noise, mechanical load and exhaust emissions. When the PCM commands the fuel injector on, the piezo actuator is energized and pushes the valve piston downward. The downward force ofInjection the valve piston pushes the fuel injector valve and fuel injector valve return spring down which opens up a bore hole that connects the control piston chamber with the fuel return chamber. -

CAV DPA Pump Rebuild Manual.Pdf
Section Ca.6 DESCRIPTION OF THE FUEL INJECTION PUMP The injection pump is a single-cylinder, opposed- plunger, inlet-metering, distributor-type pump fitted with a mechanical flyweight-typegovernor and a hydrau- lically operated automatic advance mechanism. The pump is flange-mounted on the rear of the engine front mounting plate and is driven by the timing chain. A splined quill shaft, having a master spline at each end Fig. Ca.l Mainfuel filter air bleed points 1. Fuel cut-off tap. 2. Blanking plug. 3. Union screw. Taxi. Issue 2. 55430 THE FUEL SYSTEM (Distributor-type Injection Pump) Ca close fit, in the stationary hydraulic head. The pumping section of the rotor has a transverse bore containing twin opposed pumping plungers. These plungers are operated by means of a cam ring, carried in the pump housing, through rollers and shoes which slide in the rotor. The cam ring has four internal lobes operating in diagonally opposite pairs. The opposed plungers have no return springs but are moved outwards by fuel under pressure from the transfer pump, the flow of fuel and outward displacement of the plungers being determined by the setting of the metering valve and the speed at which the pump is rotating. As a result the rollers, which operate the plungers, do not follow the contour of the internal cam ring entirely, but will contact the cam lobes Fig. Ca.2 at points which will vary according to the amount of Fuel injection pump air bleed points plunger displacement. 1. Union nut. 2. Air bleed screw. 3. -

85 Plus TR 3/00-Q
RED LINE 85 PLUS™ is designed to improve fuel engine. New injectors were installed at the beginning of INJECTOR CLEANUP LUBRICATES FUEL SYSTEM & UPPER CYLINDER combustion and prolong the life of the fuel system. Red the test. The distance put on each truck during the test 2.2L Diesel - Pintle Nozzle On October 1, 1993, the US EPA required all diesel Line 85 Plus contains powerful thermally-stable deter- was 100,000 miles. Brake horsepower and fuel effi- 1000 fuels to contain no more than 500 ppm Sulfur. Previous gents which clean fuel injectors and the compression ciency were compared on a dynomometer before and fuels were in the range of 3,000 - 5,000 ppm. Sulfur was ring area which can become filled with partially-burned after the field test. The results showed an improvement has been relied upon by the diesel industry as a very combustion products. Lubricity additives lubricate fuel in power and efficiency of greater than 5% compared to 800 effective antiwear additive for the injection system. With One 85+ Cleanup pumps and injectors and leave a coating in the upper the fleet which used untreated #2 diesel. The data are Treatment only 500 ppm sulfur, many injection systems are cylinder, reducing friction at the critical point where the illustrated in Figures 1 and 2. This improvement in fuel 600 destined to have more rapid injection pump failure. rings change direction - providing increased power. A efficiency is not due to injector cleanup, since new injec- Many diesel injectors rely on the lubricity of the fuel to cetane booster is incorporated which will improve cold- tors were installed in both fleets before the test, but 400 prevent injector wear. -

DOCUMENT RESUME CE 034 549 Principles of Fuel and Fuel Systems
DOCUMENT RESUME ED 223 906 CE 034 549 TITLE Principles of Fuel and Fuel Systems, 8-4. Military Curriculum Materials for Vocational and Technical Education. INSTITUTION Army Ordnance Center and School, Aberdean Proving Ground, Md.; Ohio State Univ., Columbus. National Center for Research in Vocational Education. SPONS AGENCY Office of Education (DHEW), Washington, D.C. PUB DATE 78 NOTE 273p. PUB TYPE Guides Classroom Use - Materials (For Learner) (051) EDRS PRICE MF01/PC11 Plus Postage. DESCRIPTORS *Auto Mechanics; Behavioral Objectives; *Engines; *Fuels; Individualized Instruction; Learning Activities; Pacing; Postsecondary Education; Secondary Education; Tests; Textbooks; *Trade and Industrial Education IDENTIFIERS *Automotive Fuel Systems; Military Curriculum Project ABSTRACT This volume of student materials for a secondary/postsecondary level course in principles of fuel and fuel systems is one of a number of military-developed curriculum packages selected for adaptation to vocational instruction and curriculum development in a civilian setting. The purpose of the individualized, self-paced course is to provide the student with a general knowledge of the principles of fuels and the function, opercAtion, and maintenance of components utilized in fuel systems. The course is suggested for use as a subunit in an engine repair or design course. Five lessons cover these topics: introduction to fuels and fuel systems, fuel system components, carburetor circuits, gasoline fuel-injection systems, and multifue1 systems. Study texts for each lesson contain objectives, study assignment text material, review exercises, and answers to the exercises. A special section entitled "Fuel Injection" is also included. A course examination is included, but no answers are provided. (YL8) *k********************************************************************* Reproductions supplied by EDRS are the best that can be made from the original document. -
2424.76%A772AWAYS May 24, 1955 R
May 24, 1955 R. D. WELLINGTON ETAL 2,708,919 DIESEL ENGINE CONTROL SYSTEM Filed May 27, 952 3. Sheets-Sheet l W -2. A 2ZZZZ --- SEEeBet N s aZ222s 2S N 22 2S NNM i N N N N N2N22 2. 2:2SZ N 3. S e 222s, 2 - SYSS. % 6.. 2 N a. A N 2a: 22in its. teaf 7,426 2424.76%A772AWAYS May 24, 1955 R. D. WELINGTON ET AL 2,708,919 DIESEL ENGINE CONTROL SYSTEM Filed May 27, 1952 3. Sheets-Sheet 2 E; Z d Tiff S. 1SN N Bišti42.eaez A.AZelaznawn 73:52. 922 May 24, 1955 R. D. WELLINGTON ETAL 2,708,919 DIESEL ENGINE CONTROL SYSTEM Filed May 27, 1952 3. Sheets-Sheet 3 2zer A227an&INVENTORS BY 3ff %22af A772AWAYS 2,708,919 United States Patent Office Patented May 24, 1955 2 Figure 4 is a fragmentary top view of the apparatus of Figures 2 and 3. 2,708,919 Figures 5 and 6 are fragmentary sectional views taken on lines 5-5 and 6-6 of Figure 3, respectively. DESEL ENGINE CONTROL SYSTEM Figure 7 is a side elevational view of a portion of the Roger D. Wellington, Detroit, and Herbert H. Black, engine showing a modified form of the fuel modulating East Grand Rapids, Mich., assignors to General Motors mechanism. Corporatio2, Detroit, Mich., a corporation of Delaware Figure 8 is a plan view taken from line 8-8 of Figure 7. Referring now to the drawings in detail, and first to Application May 27, 1952, Serial No. -
Service Manual
SB4135E00 Jan. 2004 Service Manual B3.3 Diesel Engine Lift Trucks D20S-3(B3.3), D25S-3(B3.3), D30S-3(B3.3), D32S-3(B3.3), D33S-3(B3.3) Skid Steer Loaders 450/450Plus, 460/460Plus Important Safety Information Most accidents involving product operation, maintenance and repair are caused by failure to observe basic safety rules or precautions. An accident can often be avoided by recognizing potentially hazardous situations before an accident occurs. A person must be alert to potential hazards. This person should also have the necessary training, skills and tools to perform these functions properly. Read and understand all safety precautions and warnings before operating or performing lubrication, maintenance and repair on this product. Basic safety precautions are listed in the “Safety” section or the Service or Technical Manual. Additional safety precautions are listed in the “Safety” section of the owner/operation/maintenance publication. Specific safety warnings for all these publications are provided in the description of operations where hazards exist. WARNING labels have also been put on the product to provide instructions and to identify specific hazards. If these hazard warnings are not heeded, bodily injury or death could occur to you or other persons. Warnings in this publication and on the product labels are identified by the following symbol. WARNING Improper operation, lubrication, maintenance or repair of this product can be dangerous and could result in injury or death. Do not operate or perform any lubrication, maintenance or repair on this product, until you have read and understood the operation, lubrication, maintenance and repair information.