DOCUMENT RESUME CE 034 549 Principles of Fuel and Fuel Systems
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Performance Characteristics of a Direct Injection Diesel Engine Operating on Methyl Soyoil and Methyl Tallow Esters Azmi Bin Yahya Iowa State University
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1988 Performance characteristics of a direct injection diesel engine operating on methyl soyoil and methyl tallow esters Azmi Bin Yahya Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Agriculture Commons, and the Bioresource and Agricultural Engineering Commons Recommended Citation Yahya, Azmi Bin, "Performance characteristics of a direct injection diesel engine operating on methyl soyoil and methyl tallow esters " (1988). Retrospective Theses and Dissertations. 8815. https://lib.dr.iastate.edu/rtd/8815 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. INFORMATION TO USERS The most advanced technology has been used to photo graph and reproduce this manuscript from the microfilm master. UMI films the original text directly from the copy submitted. Thus, some dissertation copies are in typewriter face, while others may be from a computer printer. In the unlikely event that the author did not send UMI a complete manuscript and there are missing pages, these will be noted. Also, if unauthorized copyrighted material had to be removed, a note will indicate the deletion. Oversize materials (e.g., maps, drawings, charts) are re produced by sectioning the original, beginning at the upper left-hand comer and continuing from left to right in equal sections with small overlaps. -

Fuel Properties Fuel Properties
1 Fuel Properties Fuel Properties 2 Why do we study about Fuel properties? Fuel Properties 3 There are some international organization who engaged in measurement and control of fuel properties SAE (Society of Automotive Engineers) decides on need for new or modified standards ASTM (American Society for Testing Materials) develops the testing procedures to measure properties API (American Petroleum Institute) works with fuel suppliers to produce fuels with appropriate properties Fuel Properties 4 What are the important properties Specific gravity Heating value Volatility Flashpoint Viscosity Pour points Impurities Octane & Cetane numbers Specific Gravity 5 Measure of density of liquid fuel It can be measured by hydrometers Density of fuel usually less than that of water, i.e. fuel floats on water Specific gravity (SG) is a dimensionless number Density of Fuel @15.60C Fuel Density (kg/l) = SpecificGravity(SG) 0 Density of Water @15.6 C Gasoline 0.72-0.78 kg Density of Fuel Diesel 0.82-0.86 L = Methanol 0.79 1kg L Ethanol 0.79 Heating value 6 Heating or calorific value • Heat or energy produced during combustion per unit mass of fuel • Gross calorific value (GCV) or Higher heating value: Assume all vapor produced during combustion is fully condensed • Net calorific value (NCV) or Lower heating value: Assume water vapor is not fully condensed Fuel Heating Value (MJ/kg) Gasoline 44 Diesel 42.5 Methanol 19.7 Ethanol 26.8 Heating Value of Fuels 7 For petroleum fuels, heating value can be estimated from fuel specific gravity Procedure: Use hydrometer to measure specific gravity at 15.60C Calculate API0 = (141.5/SG)-131.5 Some hydrometers calibrated directly in API0 Estimate heating values from equations HHV = 42860+93*(API0 -10) kJ/kg LHV = 0.7190*HHV+10000 kJ/kg Volatility 8 Volatility is A fuel’s ability to vaporize or change from liquid to vapor Fuels won’t burn till they vaporize The volatility characteristics of fuel in a spark ignition (SI) engine are of prime importance. -

Service Manual W-46 Marine Diesel Engine
-(£R/J· ((, " .... ·• 1-_,. l 1ft ~0 q "" ~to""' SERVICE MANUAL W-46 MARINE DIESEL ENGINE .. AND 15/12: BTD MARINE DIESEL GENERATOR SINGLE AND THREE PHASE PUBLICATION. N0.34907 REVISION. 2 OCTOBER. 2017 l~ rWESTERBEKE. ~ WESTERBEKE CORPORATION • 150 JOHN HANCOCK ROAD .J MYLES STANDISH INDUSTRIAL PARK• TAUNTONMA 02780 WEBSITE: WWW.WESTERBEKE.COM .. , A wARNING Exhaust gasses contain Carbon Monoxide, an odorless and colorless gas. Carbon Monoxide is poisonous and can cause unconsciousness and death. Symptoms of Carbon Monoxide exposure can include: •Dizziness • Throbbing in Temples •Nausea • Muscular Twitching •Headache • Vomiting • Weakness and Sleepiness • Inability to Think Coherently IF YOU OR ANYONE ELSE EXPERIENCE ANY OF THESE SYMPTOMS, GET OUT INTO THE FRESH AIR IMMEDIATELY. If symptoms persist, seek medical attention. Shut down the unit and do not restart until it has been inspected and repaired. A WARNING DECAL is provided by WESTERBEKE and should be fixed to a bulkhead near your engine or generator. WESTERBEKE also recommends installing CARBON MONOXIDE DETECTORS in the living/sleeping quarters of your vessel. They are inexpensive and easily obtainable at your local marine store. CALIFORNIA PROPOSITION 65 WARNING Diesel engine exhaust and some of its constituents are known to the State of California to cause cancer, birth defects, and other reproductive harm. TABLE OF CONTENTS INTRODUCTION ............................................... ...... 2 Serial Numbcr ................................................ 2 TEmNG FOR OVERHAUl .................................. .... 3 Compression Test .......................................... 3 Compression Pressure ................................... 3 ENGINE TROUBLESHOOTING (Pages 4-7) .............. 4 ENGINE DISASSEMBLY (Pages 8-15) .................... 8 Fuel lnjectiun Pump Removal ....................... 8 Order of Engine Disassembly ..................... 10 INSPECTION AID REPAIR (Pages 16-35) ........... 16 ENGINE ASSEMBLY (Pages 36-47) .................... -
Fuel Injection Basics and Governor Principles Chapter 20 OBJECTIVES
Fuel Injection Basics and Governor Principles Chapter 20 OBJECTIVES • Understand the objectives of a fuel management system. • Interpret the contents of later chapters dealing with hydromechanical and electronic engine management. • Define timing and explain the need to vary it for optimum performance and emissions. OBJECTIVES (Cont.) • Define metering and its application in a fuel system. • Explain atomization and the droplet sizings required for a direct-injected diesel engine. • Describe the factors that determine emitted droplet sizing. OBJECTIVES (Cont.) • Explain the overall objectives of an engine fuel system. • Describe the relationship between cylinder pressure and crank throw to crank axis angle. • Relate how the fuel system manages engine cylinder pressures. OBJECTIVES (Cont.) • Describe the relationship between pumping, injection, and combustion in hydromechanical and electronic engines. • Understand why “smart” injector nozzles are required on most post-2007 diesel engines. • Outline the reasons why diesel engines have to be governed. OBJECTIVES (Cont.) • Classify governors by management mode. • Interpret electronic governor performance terminology. • Interpret a flat profile diesel engine fuel map. OVERVIEW OF DIESEL FUEL INJECTION PRINCIPLES • The fuel system manages the engine. • The timing and quantity of fuel introduced into the engine cylinders determine: Engine power and engine emissions. OVERVIEW OF DIESEL FUEL INJECTION PRINCIPLES Diesel engines can be managed in two ways: 1. Hydromechanical engine management (engines managed without a computer). 2. Electronic management (engines managed by computer). Managing Fueling Outcomes • Timing • Pressurizing and atomization • Metering • Distribution Managing Fueling Outcomes • Timing, Fuel delivery timing is critical during all engine operating phases. • Typically, fuel injection begins just slightly before the piston completes its compression stroke. -

Effect of Antioxidants on Oxidation Stability of Biodiesel Derived from Vegetable and Animal Based Feedstocks
Renewable and Sustainable Energy Reviews 30 (2014) 356–370 Contents lists available at ScienceDirect Renewable and Sustainable Energy Reviews journal homepage: www.elsevier.com/locate/rser Effect of antioxidants on oxidation stability of biodiesel derived from vegetable and animal based feedstocks I.M. Rizwanul Fattah n, H.H. Masjuki, M.A. Kalam, M.A. Hazrat, B.M. Masum, S. Imtenan, A.M. Ashraful Centre for Energy Sciences, Faculty of Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysia article info abstract Article history: The increase of energy demand coped with utilization of fossil resources have engendered serious Received 7 July 2013 environmental impact. The progressively stringent worldwide emission legislation and increasing Received in revised form greenhouse gas emission require significant research effort on alternative fuels. Therefore, biodiesels 21 September 2013 are becoming important increasingly due to its ease in adaptation, environmental benefits and prospect Accepted 19 October 2013 in energy security. Biodiesel derived from vegetable oils, waste cooking oils and animal fats are long chain fatty acid alkyl esters, which contains unsaturated portions that are susceptible to oxidation. Keywords: Biodiesel oxidation is a complex process having a number of mechanisms involved. Autoxidation radical Oxidation stability chain reactions are the primary cause of biodiesel degradation that leads to formation of hydroperoxide, Biodiesel which, after that decompose to form an array of secondary oxidation products like aldehydes, ketones, Oxidative degradation carboxylic acids, oligomers, gum, sediment etc. Antioxidants are often used to inhibit biodiesel oxidative Antioxidant inhibition degradation. The present review attempts to cover the inhibition action of natural and synthetic Storage stability antioxidants, methods used to analyze biodiesel oxidation and their effect on biodiesel derived from various feedstocks. -
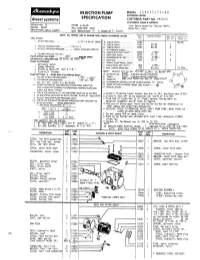
Diesel Systems INJECTION PUMP SPECIFICATION
INJECTION PUMP MODEL J D B 6 3 5 J T 2 48 8 SUPERSEDES MODEL SPECIFICATION diesel systems CUSTOMER PART NO. AR52416 CUSTOMERS’ NAME 0 ADDRESS EDITION NO. 12 DATED I-&66‘ John Deere Waterloo Tractor Works ENGINE 6404T FULL LOAD RPM 2400 Waterloo, Iowa AFPLlCATloN JD644 LOADER GOV. REGULATION 10 % ISSUED BY 6. DuPont NOTE: ALL SPEEDS ARE IN ENGINE RPM UNLESS OTHERWISE NOTED TEST STAND 1. INJECTION LINES. 3/32”l.D. BY 20”LONC 8. CHECK POINT.. 2200 80-90 9. CHECK POINT . 1500 90-94 2. TEST OIL TEMPERATURE. .110-l 15” F. IO. CHECK POINT . 2400 85-89 3. NOZZLE OPENING PRESSURE. llZSD12 NOZZLES1 2500 PSI I. SET TORQUE SCREW.. 2. CHECK SHUT-OFF (WOT). 2400 3 MAX. 4 CALIBRATING OIL (S.B. 201) 3. HIGH IDLE (WOT). 2650 11-13 4. GOVERNOR CUT.OFF.. 2700 6 MAX. ;;;~,;E;;;;s;;P;,;N‘ 162 :?!/l$$< :~$l$#?ff ’ SPEED 5. LOW IDLE . 800 15-17 PUMP ACCESSORIES 6 TRANS. PUMP PRESS. (WOT) I Delivery Valve 7. CHECK SHUT-OFF (WOT). 400 3 MAX. 2. Speed Advance 8. MIN. CRANK SPEED DEL.. 150 60 MIN. 12 MIN 3. Electric Shut-off (12V E.T.R.) 4. Push-Pull Trimmer NOTE: Return Oil to be 150-500 CC/Min. at Rated RPM. PUMP SETTINGS] t . ..lTEMS APPLY TO SERVICE ONLY] I 9. NAME PLATE. R!GHT lo, TIMED. jq?kf ’ . VlEWNG’ TRANS. PUMP END I. ROLLER TO ROLLER DIMENSION . 1.972 VI W GTRANS. PUMP ND _+.0005" CAM(Fbr FRe%tive End of Enjection)* 2. GOVERNOR LINKAGE GAP . -

Condition/Concern Recommendation/Instructions
Bulletin No.: PIP4949D Date: Aug-2014 Subject: Duramax Diesel Hard Start No Start P0087 P0088 P0191 P128E Or Injection Pump Replacement Models: 2010 - 2015 Chevrolet Express and Silverado 2010 - 2015 GMC Savana and Sierra Equipped with the 6.6L Duramax Diesel RPO codes LGH and LML This PI was superseded to update Recommendation/Instructions. Please discard PIP4949C. The following diagnosis might be helpful if the vehicle exhibits the symptom(s) described in this PI. Condition/Concern A dealer may encounter a customer concern of a hard start or a no start. DTCs P0087, P0088, P0191 or P128e may also be found. Normal SI Diagnostics may be inconclusive or lead to Fuel Injection Pump replacement. Recommendation/Instructions Complete the current SI diagnostics for any symptoms or DTCs found. If the current SI diagnostic has led to Fuel Injection Pump replacement, Fuel Pressure Regulator 1 must be inspected for magnetic metal debris. Note: Clean the area around regulator 1 before removal. It is possible that road debris could find its way to the regulator when it is removed. A small piece of dirt does not qualify the fuel system for the repairs recommended in this PI. Please see the pictures below for examples. Remove the Fuel Injection Pump / Pressure Regulator 1 for inspection. 1 The picture above is an example of a clean Pressure Regulator 1. If Pressure Regulator 1 is clean and there is no magnetic metal debris found, complete the SI repair procedure and replace the Fuel Injection Pump. 2 The pictures above are examples of Pressure Regulator 1 with the magnetic debris described If Pressure Regulator 1 is contaminated with debris as shown above, complete the following repairs: If working on a C/K Truck, it is strongly recommended to remove the engine from the vehicle and secure it to an engine stand to properly complete the repairs. -
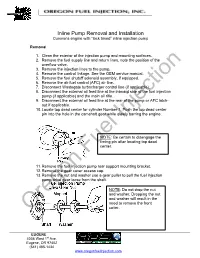
Bosch Inline Injection Pump Install, Cummins Application
Inline Pump Removal and Installation Cummins engine with “lock timed” inline injection pump Removal 1. Clean the exterior of the injection pump and mounting surfaces. 2. Remove the fuel supply line and return lines, note the position of the overflow valve. 3. Remove the injection lines to the pump. 4. Remove the control linkage. See the OEM service manual. 5. Remove the fuel shutoff solenoid assembly, if equipped. 6. Remove the air fuel control (AFC) air line. 7. Disconnect Wastegate turbocharger control line (if applicable). 8. Disconnect the external oil feed line at the inboard side of the fuel injection pump (if applicable) and the main oil rifle. 9. Disconnect the external oil feed line at the rear of the pump or AFC latch- out if applicable. 10. Locate top dead center for cylinder Number 1. Push the top dead center pin into the hole in the camshaft gear while slowly barring the engine. Injection NOTE: Be certain to disengage the timing pin after locating top dead center. Fuel 11. Remove the fuel injection pump rear support mounting bracket. 12. Remove the gear cover access cap. 13. Remove the nut and washer use a gear puller to pull the fuel injection pump drive gear loose from the shaft. NOTE: Do not drop the nut and washer. Dropping the nut and washer will result in the need to remove the front cover. Oregon EUGENE 4036 West 1st Ave. Eugene, OR 97402 (541) 485-1434 www.oregonfuelinjection.com 14. Remove the four mounting nuts. 15. Remove the fuel injection pump. Inspection 1. -
Electronically Controlled Diesel Injection Systems for Cars
ELECTRONICALLY CONTROLLED DIESEL INJECTION SYSTEMS FOR CARS DIESEL KNOW-HOW DIESEL KNOW-HOW 2 | 3 HISTORY OF THE DIESEL ENGINE Diesel engines have long been established in passenger cars. Nearly every other new vehicle has a compression-ignition engine under the hood. These engines feature high torque and running smoothness, low consumption and low emissions. Their history is more than 100 years old. Milestones of the diesel engine 1897 1936 First diesel engine is introduced First series passenger car with 1927 diesel engine 1975 Diesel injection pump is ready for Distributor-type injection pump used series production in mass-produced models In 1892, Rudolf Diesel began researching his idea for a their trucks and agricultural vehicles with the new diesel completely new internal combustion engine with self-ignition. injection system. Not until five years later was he able to present the first diesel engine to the world. Increasing application variety It was 20 up at 175 RPM. Compared to the popular engine The diesel engine found more and more areas of application. concepts of the time, such as steam-engines and gasoline Along with trucks and tractors, diesel locomotives, ships, engines, Diesel‘s design had crucial advantages: Its engine airships and even airplanes (1929 Junkers, 1930 Fiat) were burned less fuel and was able to be set up for higher outputs. equipped with compression-ignition engines. Diesel‘s invention was first implemented in stationary and ship engines. High-speed diesel engines could not be implemented Injection systems for passenger cars, the most lucrative in the beginning because, in the early days, the fuel was product field in terms of numbers, initially remained injected into the combustion chamber using compressed air. -

Lubrication of Horizontal Joiu-Nal Bearings
V / . SA!.I;RC u. s. DSPAR'i^&JT^'bl’ COMvIRRCE Letter 1 1 1-8 NATIONAL mimj OR STANDARDS Circular /' j^TaSHIHGTOlI LC-523 y ^ j> 1938 LII3RI ^i^^^FORLICATIOLTS BY S^AFF OR THE IJATIOmi KJEE.Ya OR STAHIARBS 1910-1937 Riblications of\^he National Bureau of Standards are designated "by ^ for Scientific Paper's; T, Technologic Papers; RP, Research Papers; C Circulars; M, Miscellaneous Rihlications-; aaid Letter Circulars, When still in print, these publications, v/itli the exception of Letter Circulars, may he purchased from the Superintendent of BociTrients, Govern- ment Printing Office, 1?ashington, D, C., at the prices stated, stamps not accepted. Rihlications marked 0? are out of print hut may he consulted at leading libraries, A list of government depository reference libra- ries may he obtained from Supplement to C24 July 1, 1925, to Becemher 31, 1931, pp 13-20, Letter Circulai’s are obtainable without charge from the Rational Bureau of Stondai'ds, Articles appearing in piuhlications other than those of the Bureau are also listed. These articles are usually available in the large tech- nical libraries, or photostat copies may be purdiased for a nominal fee from the United Engineering Societies Library, 29 West 39th Street, Rew York City, The Carnegie Library, Pittsbiu-gh, Pa,, or some other large technical library that carries on photostat service. Where articles appear in both outside and- Bureau publications, the Bureau publication is given first. Reference numbers are a,ssigned to facilitate the use of a subject index at the end of this Letter Circular, Ref , Series Pr ice 1 S153 OP Action of sunlight and air upon some lubricating oils, C. -

08-10 Ford Powerstroke 6.4 Diagnostics
2008– 2010 6.4L Ford Powerstroke In order to do proper diagnostics you will need a scan tool, preferably Ford IDS, and some special tools. Also note that 1 MPa (megapascal) is equal to approximately 145 PSI, 100 kpa is roughly 14.5 PSI. If you don’t have service information you can buy a subscription online at alldatadiy.com or eAutorepair.net. 6.4L High Pressure Common Rail Basic Information The high pressure fuel injection pump increases the fuel pressure up to 169.96 MPa (24,650 psi) and delivers fuel to the fuel rails through 2 high pressure lines, 1 per bank. The system pressure generated by the high pressure fuel injection pump is constantly adjusted by the powertrain control module (PCM) for every operational condition. However, due to the storage volume of the fuel rails, the injection pressure remains constant over the duration of the injection process. Each fuel rail is connected to 4 injectors through individual high pressure pipes. The injectors are controlled by the PCM and are capable of delivering exact fuel quantity based on the operational demands. The fuel injectors are operated in 3 stages: fill stage, main injection stage and end of main injection stage. The fill stage (pre-injection) reduces the combustion noise, mechanical load and exhaust emissions. When the PCM commands the fuel injector on, the piezo actuator is energized and pushes the valve piston downward. The downward force ofInjection the valve piston pushes the fuel injector valve and fuel injector valve return spring down which opens up a bore hole that connects the control piston chamber with the fuel return chamber. -

Wear in High Speed Diesel Engines Operating on Power Alcohol As Principal Fuel
WEAR IN HIGH SPEED DIESEL ENGINES OPERATING ON POWER ALCOHOL AS PRINCIPAL FUEL BY M. R. K. RAO AND Y. M. BALAKR1SHNA (Department of Internal Combustion Engineering, Indian Institute of Science, Bangalore 3) Received October 16, 1956 SUMMARY Wear tests were conducted with a single cylinder, direct injection, 5 I-I.P.-1,500 r.p.m. diesel engine for a period of 1,000 hours using power alcohol as principal fuel. During the first 500 hours of the test, an alcohol-water blend (85-15 by vol.) was inducted with the inlet air and neat alcohol was inducted during the remaining period. Throughout the test H.S.D. oil was injected in the normal way to initiate combustion. It is concluded from these tests that prolonged operation of a diesel engine with neat alcohol as the principal fuel does not lead to any adverse effect on the rate of wear. Besides, there is a noticeable reduction of engine deposits. While the presence of water is conducive to engine cleanliness it is advisable to restrict its content in the blend on account of its adverse effect on wear. I. INTRODUCTION Investigations on the use of power alcohol as fuel for high speed diesel engines have, in the past, been directed towards the combustion process and the general performance of the engine.* The present report relates to an investigation aimed at assessing the effects of prolonged operation with alcohol on engine wear. Tests were conducted for this purpose with a high speed diesel engine for a period of 1,000 hours.