THE EFFECT of HOME LAUNDER! G on SELECTED by Bachelor Of
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

LEXINGTON HOTEL COLLECTION Is Crafted to PERFECTION and Ready to Bring Into Your HOME
the new LEXINGTON HOTEL COLLECTION is crafted to PERFECTION and ready to bring into your HOME LEXINGTON HOTEL COLLECTION CHECKING IN AT HOME QUALITY IS ICONIC SLEEPING IN YOUR OWN BED IS BETTER LEXINGTON HOTEL COLLECTION WHEN YOU HAVE THE HOTEL LUXURY AT HOME Why start off your vacation with traffic jam, overbooked flights and lost luggage, when you could stay at home instead? Next time you get some time off, take a break from daily life, unplug and stage the ultimate staycation. INSPIRED BY TRAVELS READY TO BRING HOME ALREADY CHECKED IN Lexington Hotel Collection is a bedding series inspired in their own beds. The collection consists of unique, by our many hotel experiences. We’ve scoured many crispy percale; a paisley-patterned jacquard sateen with hotels for the best bedding qualities before finding the extra sheen, a woven stripe in Tenceltm that breathes feeling we have been looking for and could offer it to and last, but not least, a soft, light flannel that’s cozy. customers who want to recreate the same experience So stay at home – you are already checked in. the collection consists of unique, CRISPY PERCALE; a paisley-patterned JACQUARD SATEEN with extra sheen, a woven stripe in TENCELtm that breathes and last, but not least, a soft, LIGHT FLANNEL that’s cozy. MIX AND MATCH LEXINGTON HOTEL maintaining the same softness and Lexington Hotel Sateen Jacquard has PERCALE coziness as any other Lexington flannel. the intricate pattern on a sateen surface Percale is a closely woven plain-weave It is a confection designed with a classic which adds to its luxurious softness and fabric. -

Elegant Shoulderette ¤ 1999 by Leef Bloomenstiel
1 Elegant Shoulderette ¤ 1999 by Leef Bloomenstiel This shrug pattern can be a wel- come addition to any wardrobe. It can be worn as a dressy acces- sory, or look equally well with jeans. It is not a tight fitting shrug, but more loosely fitted with an ele- gant drape. The pattern will fit a wide range of sizes, but you must take your arm span measurement first. Stand with your arms com- fortably at your side, and measure from the top of your wrist (where you like the cuffs of your sweaters to fit) up your arm to the top of the shoulder, over the shoulder and to the middle of your back, to the nape of the neck. Write this measurement down as you will re- fer to it often. The pattern is knit sideways from the left wrist STITCH LEGEND to the right wrist. There is a garter stitch border ———————————— at both the top and bottom. The top garter K - knit stitch border is gently increased to provide a P - purl fold back collar, and the center panel is in- st - stitch creased from the arms to cover the length of sts- stitches the back from the neck, to the lower middle M1 - make one (an increase) RS - right side of the back. The directions are given for the WS - wrong side first half of the sweater, as the second half is k2tog - knit 2 sts together knitted exactly the same as the first half, with p2tog - purl 2 sts together decreases where increases were made. PM - place marker The use of a row counter is highly recommended. -

Mechanism and Formation of Woven Selvage Lines
Mechanism and Formation of Woven Selvage Lines By Sei Uchiyama, Member,TMSJ Takatsuki Institute, Toyobo Co., Ltd. Takatsuki, Osaka Pref. Basedon Journalof the TxetileMachinery Society of Japan, Vol.19, No.11, T284-289(1966); Vol.19, No. 12, T309-315 (1966); Vol.20, No. 2, T49-56 (1967) ; Vol.20 , No.2, T57-60 (1967) Abstract This article discussestheoretically the mechanismof a woven selvage line and establishesbasic knowledgeabout, among other things, its dynamic construction, the differencesbetween the selvage and the body of a fabric, the process of stabilizingthe form of a selvage. interlaced to form a selvage is x,=C. This location 1. Introduction is a function of T-,, a force which pulls the selvage- formation point to the left ; and of T+,, a force which This work is an attempt to clarify the weaving pulls that point to the right. mechanism of a selvage as part of a research into the xi=f (T-1, T+1) .........(1) function of weaving. Seldom is the selvage of a fabric Assume that, with the progress of weaving cycles, specially woven. It is a by-product, so to say, of a fabric. xi transforms into, sucessively, x2, x3 and x; and is However, it should not be ignored, because it improves stabilized on reaching xn. xi, an optional point x at that the quality of a fabric, protects its ground and facili- time, is given as a function of xi-1. That is, tates the processing and handling of the fabric. It is xi=~5i-i(xi-,) believed, therefore, that establishing a theoretical basis xi-1=~Si-2(xi-2) for obtaining a uniform selvage is an undertaking of Also, practical value and will help to expand the range of x1~x2C"' "'.xi-1Cxi+1"' "'xn=xn+j reseach into weaving. -

Domain Meson
Domain meson C9 013 19.5 Preparing for.Retirementi Crisis or ,Challenge? , Usaring'Before-the Subcommittee on:Retirement Income.. and Employment of the Select Committeeon Aging, souse of RePros'eptatiyett4-NiteiY-pifthCongress, .SeCOnd.SesSiOn, June 19, 1978 -* ERSITOTION. COngkeis of the. U.S., Wadhington, D.0. HouseAelect COkimittee.ou-Aging. - -408'.DATE .19 Jun 78 ! , ' NOT! .219-p-,-;-,lotava-i-lable=i-nAlardcopy-d-usto targinAi. legibility:of originaldoctilient 'ATAILABLE FROM Superintendent of DocuRents,W.S..Government Printing Office, Washington, D.C. ',20402.- . IDES PRICE Postage.... pc. Not AVailOble.from EpPs. DESCRIPTORS' erontology; Incoie4 *Indilidnal Needs; *Lift Older Adultsi.PersOnal AdjUstment; *Quality of *Retirement:: Self Actualization ^' ABSTRACT . The materials contained in these bearings 'represent the statements of witnesses before one of the Subcommitteesof the Committee on Aging of the House of Representatives.Witnesses pclude members of-Congreis, persons affiliated with the Adainistratipnop Aging.and,ths U.S. Civil Service Comiissidn, representativesof various labor unions, those working with several gerontologyprograa 'andmational .associations fOr retired programs, andistateand local governient officials. The statements addressthe following areas of coucerfi:prefetiremeiet planning, financial andinsurance needs, u leidure:time, health, social relations and personal safety. Specific-models and suggestions for Trerstirement educationprogr as are included in the appendices. (HLM) . .4 N T . " .' Z 4 4, . J. -

Ailoring and Dressmaklng Serles LINING A. SKIRT Or DRESS Today's
ailoring and dressmaklng serles LINING a. SKIRT or DRESS Today’s fashions and fabrics often call for linings. This raises questions among the home seamstresses regarding types of lining and how to attach these to the garment. Lining serves many purposes. It: 0 gives a professional look and adds quality adds body and/or opacity to lightweight or thin fabric 0 gives roundness to structural lines where needed 0 prevents sagging, stretch or “sitting out” in straight skirts (helps to preserve shape of garment) - gives longer service to the garment 0 helps to eliminate wrinkles A distinction should be made among four sometimes confusing terms: 1. Lining refers to a material that partially or entirely covers the inside of a garment. It is assembled separately as though it were a second garment. It . finishes the wrong side of the garment as well as serving the purposes listed (g above. For better fit and more strength it should be cut on the same grain as the outer fabric. 2. Underlining is a material which is cut in the shape of the garment pieces. The underlining sections are staystitched to the corresponding outer fabric sections before any seams are joined. This is especially good for loosely woven or thin fabrics. This treatment is usually called “double fabric con- struction.” It is also called backing or underlay. 3. Interlining is usually thought of as giving warmth to a coat as well as giving some shape. The interlining is cut to match the garment pieces and is placed between the lining and the outer fabric. -
Fabric2u- Stock Fabric Service
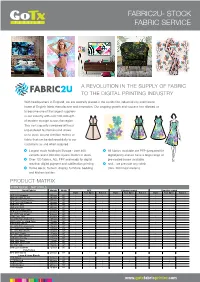
FABRIC2U- STOCK FABRIC SERVICE A REVOLUTION IN THE SUPPLY OF FABRIC TO THE DIGITAL PRINTING INDUSTRY With headquarters in England, we are centrally placed in the worlds first industrial city and historic home of English fabric manufacture and innovation. Our ongoing growth and success has allowed us to become one of the largest suppliers in our industry with over 100,000sq/ft. of modern storage across the region. This vast capacity combined with our unparalleled fast turnaround allows us to stock around 4 million metres of fabric that can be delivered daily to our customers as and when required. Largest stock holding in Europe - over 400 All fabrics available are PFP (prepared for variants and 4,000,000 square meters in stock digital print) and we have a large range of Over 120 fabrics, ALL PFP and ready for digital pre-coated bases available reactive, digital pigment and sublimation printing and... we pre-coat any fabric Home decor, fashion, display, furniture, bedding (min. 200 linear meters) and kitchen textiles PRODUCT MATRIX PRINTBASE - NATURALS Stock Fabrics Weight Width PFP Pigment coated Reactive coated Optic Non Optic Natural Optic Non Optic Natural Optic Non Optic Natural BHS 3042 Hopsack 393gsm 60" • • • • • BBD 2833 Bull Denim 393gsm 60" • • BHP 2803 Prem Panama 309gsm 60" • • • BHP 1803 Half Panama 309gsm 60" • • • • • • BDR 3111 Drill 300gsm 60" • BDR 6903 Drill 255gsm 60" • • • • • BWS 3014 Warp Satin 246gsm 56" • • • • • • • BHP 2218 Half Panama 230gsm 60" • • • • • • BC 3117 Plain 2 Fold 216gsm 60" • • BTW 2386 Twill -
C O L L E C T I O N 2 0
COLLECTION 2021 Looking back at a most unusual year, I can now see the gifts that were hidden deep within. Keeping my family and business safe, concerns for my community, my aging parents, my employees, overflowing laundry baskets, hungry teenagers, too much screen time, canceled plans, ongoing uncertainty in almost every aspect of life. With all of that, I decided to make time my gift. I spent time reflecting and walking, walking and reflecting. The result of both has been the ability to boldly take on 2021 with a refreshed spirit and renewed energy. I’ve let the challenges inspire me. Every aspect of my business was scrutinized and reviewed. Every closet in my house was cleaned and organized. From home, to the office and beyond, I tried to look at everything with a fresh eye. One of those “new normals” is the face mask. Certainly not an accessory I had ever imagined adding to the collection, but one that is here to stay for the foreseeable future. We have chosen to offer face masks in two of our favorite fabrics. Ashby is a puckered linen offered in 4 colors (white, ivory, natural and blue). Ashby masks are comfortable and give an updated modern look that blends effortlessly with any clothing, day or night. Vintage Velvet (in 18 colors) gives you a little bit of glamour and you’ll love the extra warmth in cooler climates. Both are made with 3 layers, including the decorative top layer, and inner layer of PelonTM to trap fibers and a comfortable breathable layer of 400 TC sheeting with elastic ear loops. -

Sheila Never Go As Fast As You Would Wish!) Don’T Worry – We Will Let You Know When You Can Open That Present!
Bear in Mind An electronic newsletter from Bear Threads Ltd. Volume 4 – Issue 1 January 2012 From The Editor – I hope you will enjoy this newsletter. In it there is lots of information that I think you will find helpful for the 2012! coming months and beyond. And I am looking forward to showing you all that is new at the Creative Sewing Market in Birmingham. Remember the dates are January 15‐16. Seems only yesterday we were turning the calendar to the new millennium of 2000! Indeed this is a new year and an Till Birmingham, Happy Stitching – exciting one as well, for Bear Threads. * We will soon be inaugurating a new website (things Sheila never go as fast as you would wish!) Don’t worry – we will let you know when you can open that present! *I will begin teaching again with several informative as well as fun lectures and projects. There are classes for beginner to advanced, as well as shop owners, too. BIRMINGHAM CREATIVE SEWING Please call for more information. MARKET *We have many new fabrics to entice your spring sewing. Sunday and Monday Honestly there are too many new fabrics to list here, but January 15 and 16, 2012 for teasers, we have brought back the beautiful Ecru in the Marriot Hotel – Hwy. 280 just south of I‐459 Bearissima. AND we have brought back the TRUE LAWN, in white, pink and blue. *We have a new price list that is easier to read and it lists Be sure to see Bear Threads, Ltd. first. -

Saint-Malo Place De La Poissonnerie Balade À Dinan, Au Rythme De L’Horloge Et De La Place Saint-Sauveur Lunettes Blinde
PRINTEMPS 2008 - N°1 DiverCitéEmeraude Ceux qui font le changement sur la Côte d’Emeraude QUARTIERS Le chic-mode “made in” Saint-Malo Place de la Poissonnerie Balade à Dinan, au rythme de l’horloge et de la Place Saint-Sauveur Lunettes Blinde ncent, 32 avenue Charles Bedaux, 37000 Tours chez Voir et Plus Habillée par Vero Moda Dossier chez Case LE BIO plus qu’une tendance, un phénomène à suivre ! Banque et populaire à la fois Faites Faites la différence Encart au TV Magazine du 25/04/08. Pour les mentions légales, consulter les quotidiens de référence. Impression : Imprimerie Vi Impression Encart au TV Magazine du 25/04/08. Pour les mentions légales, consulter quotidiens de référence. 5 Ceux qui font le changement QUARTIERS DES BONS MOMENTS 11 Le chic-mode “made-in” Saint-Malo SHOPPING, Place de la Poissonnerie ÇA VOUS BRANCHE ? 15 Balade à Dinan au rythme de l’Horloge et de la place Saint-Sauveur Elle attire les touristes du monde entier, son horizon, ses 19 DOSSIER rochers à marée basse qui s’étalent à perte de vue, sa LE BIO mer parfois bleue souvent émeraude, déchaînée ou paisible, son sable et ses enfants qui jouent. Telle une plus qu’une tendance pierre précieuse au fond d’un écrin, elle rayonne, les un phénomène à suivre ! brises y passent sans s’estomper, son histoire se décline à l’infini. Le rêveur y songe en toute quiétude, l’homme d’affaire y fait son business, le poète y trouve l’inspiration A VOS COUVERTS et la vie s’y engouffre. -
Fibers and Fabrics Level 1 Oregon 4-H Clothing Construction Fact Sheets: Basic Skills—Level 1
Archival copy. For current version, see: https://catalog.extension.oregonstate.edu/4-h32017 Fibers and Fabrics Level 1 Oregon 4-H Clothing Construction Fact Sheets: Basic Skills—Level 1 4-H 320-17 • October 2014 Natural and man-made fibers Fibers are the basic component of fabrics. Each type of fiber has unique characteristics, and fabrics have the same characteristics as the fibers they are made from. Learning about fibers is important because it helps you understand how the fabric will perform and what care the fabric needs. Fibers can be natural or man-made. Natural fibers Natural fibers come from natural sources, such as plants and animals. There are four natural fibers: cotton, linen, silk, and wool (figure 1). These fibers are naturally absorbent and porous. This is why fabrics made from natural fibers will be comfortable to wear in a variety of temperatures. However, natural fibers will Figure 1. Cotton is an example of a also shrink if they are not handled carefully. natural fiber. Man-made fibers The term “man-made fiber” refers to all fibers not found in nature. Man-made fibers are made from a synthetic source (chemicals, such as petroleum) or a cellulose source that has been enhanced in a lab (figure 2). Man-made fibers include nylon, polyester, olefin, rayon, acetate, triacetate, spandex, and acrylic. These fibers are highly resilient, so they resist creases. However, because they are not very absorbent or porous, they may be uncomfortable in hot or humid weather. Woven, knitted, and other fabric construction Fibers or yarns made from fibers can be used in many ways to make fabrics. -

La Chanson Illustrée : Paraissant Tous Les Dimanches / Directeur : F
La Chanson illustrée : paraissant tous les dimanches / directeur : F. Polo ; rédacteur en chef Alex. Flan Source gallica.bnf.fr / Bibliothèque nationale de France . La Chanson illustrée : paraissant tous les dimanches / directeur : F. Polo ; rédacteur en chef Alex. Flan. 1869-05-02. 1/ Les contenus accessibles sur le site Gallica sont pour la plupart des reproductions numériques d'oeuvres tombées dans le domaine public provenant des collections de la BnF. Leur réutilisation s'inscrit dans le cadre de la loi n°78-753 du 17 juillet 1978 : - La réutilisation non commerciale de ces contenus ou dans le cadre d’une publication académique ou scientifique est libre et gratuite dans le respect de la législation en vigueur et notamment du maintien de la mention de source des contenus telle que précisée ci-après : « Source gallica.bnf.fr / Bibliothèque nationale de France » ou « Source gallica.bnf.fr / BnF ». - La réutilisation commerciale de ces contenus est payante et fait l'objet d'une licence. Est entendue par réutilisation commerciale la revente de contenus sous forme de produits élaborés ou de fourniture de service ou toute autre réutilisation des contenus générant directement des revenus : publication vendue (à l’exception des ouvrages académiques ou scientifiques), une exposition, une production audiovisuelle, un service ou un produit payant, un support à vocation promotionnelle etc. CLIQUER ICI POUR ACCÉDER AUX TARIFS ET À LA LICENCE 2/ Les contenus de Gallica sont la propriété de la BnF au sens de l'article L.2112-1 du code général de la propriété des personnes publiques. 3/ Quelques contenus sont soumis à un régime de réutilisation particulier. -

Hunting Shirts and Silk Stockings: Clothing Early Cincinnati
Fall 1987 Clothing Early Cincinnati Hunting Shirts and Silk Stockings: Clothing Early Cincinnati Carolyn R. Shine play function is the more important of the two. Shakespeare, that fount of familiar quotations and universal truths, gave Polonius these words of advice for Laertes: Among the prime movers that have shaped Costly thy habit as thy purse can buy, But not expressed infancy; history, clothing should be counted as one of the most potent, rich not gaudy; For the apparel oft proclaims the man.1 although its significance to the endless ebb and flow of armed conflict tends to be obscured by the frivolities of Laertes was about to depart for the French fashion. The wool trade, for example, had roughly the same capital where, then as now, clothing was a conspicuous economic and political significance for the Late Middle indicator of social standing. It was also of enormous econo- Ages that the oil trade has today; and, closer to home, it was mic significance, giving employment to farmers, shepherds, the fur trade that opened up North America and helped weavers, spinsters, embroiderers, lace makers, tailors, button crack China's centuries long isolation. And think of the Silk makers, hosiers, hatters, merchants, sailors, and a host of others. Road. Across the Atlantic and nearly two hundred If, in general, not quite so valuable per pound years later, apparel still proclaimed the man. Although post- as gold, clothing like gold serves as a billboard on which to Revolution America was nominally a classless society, the display the image of self the individual wants to present to social identifier principle still manifested itself in the quality the world.