AVK Threaded Insert Catalogue
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Threaded Insert Systems
Threaded Insert Systems Edition 04 2012 Expertise in Fastening Solutions With over 100 years experience in the design and manufacture of assembly technology, Emhart has the expertise to provide fastening solutions to a wide range of industries from Automotive, Construction, and Electronics through to sheet metal assembly and general industry. We offer consulting, technical advice, a wide range of volume parts and high quality setting equipment to meet the varying needs of our customers. 2 Emhart in Europe Emhart has experienced technical experts and application engineers available throughout Europe ready to support customers with application and assembly processes and fastener specifications. We service our European customers directly through our manufacturing and warehousing facilities around Europe or through our network of highly experienced distributors. Emhart Facilities and Distribution Network Distribution Network 3 4 Threaded Insert Systems www.emhart.eu Introduction 6 Materials 8 Finishes 9 Geometry 10 Design Solutions 11 Joint Design 12 Torque Strength 13 Product Index 14 POPNut® Aluminium 16 POPNut® Steel 19 POPNut® Stainless Steel 27 POPNut® Setting Tools 32 Power Tools 34 POP® Counter System 37 Hand Tools 38 WellNut® 39 Jack Nut® 42 Glossary & Technical Advice 45 5 POPNut® POPNut® Threaded Inserts can be installed into sheet-metal, tubing, extrusions, plastics and other materials to provide an internal thread for subsequent component assembly. POPNut® is the perfect solution for providing high quality, load bearing threads even in single thin sheets down to 0.5mm. POPNut® can be used in a variety of materials where alternative methods cannot maintain torque and pull out loads. They enable components which are assembled later in the production cycle to be adjusted and are ideally suited to applications where access is only available from one side of the workpiece. -

PDF Product List
STRUCTURAL BOLTS MACHINE BOLTS NUTS A325 Screw Only, A193 B7 Heavy Hex Head Bolt Acorn (Cap) Nut Domestic & Import A307A Breakaway Bolt Allen Nut A325 Bolt with Nut A307B Heavy Head Bolt Cap (Acorn) Nut A325 Type 3 Bolt, Domestic F1554 Hex Machine Bolt Castle Nut A325 Interference Body Bolt (Grades 36, 55, & 105) Coupling Nut Canadian A325 Bolt w/DH Nut, Square Head Machine Bolt Coupling Nut, Reducer Hot Dip Galvanized Coupling Nut, Heavy Duty A490 Screw Only, BOLTS & SCREWS Hex Nut Domestic & Import Carriage Bolt Hex Nut, Left Hand TC A325 Assembly, Countersunk Bolt Hex Nut, Heavy Grade 4 Domestic& Import Counterbore Screw, 12 Point Hex Nut, Heavy, Grade 7 TC A490 Assembly, Elevator Bolt Hvy Double Recess Guardrail Nut Domestic & Import Flange Bolt Jack Nut Flat Head Bolt, Slotted Jam Nut STRUCTURAL NUTS Guardrail Bolt Jam Nut, Left Hand A194 2H Nut, Domestic Hanger Bolt Flange Nut A194 2H Nut, Import Lag Screw High Nut A563 Grade DH Heavy Nut, Lag Screw, 1-Way Truss Head Knurled Nut Domestic Lag Screw, Indented HWH Machine Screw Nut, Hex A563 DH Type 3 Nut Full Thread Machine Screw Nut, Small Pattern ANCO Heavy Hex Locknut Lag Screw, Square Head Machine Screw Nut, Square ANCO Finished Locknut Penta Head Bolt Palnut ANCO 2H Heavy Locknut Place Bolt Panel Nut ANCO A325 Locknut Plow Bolt, Grade 2 Slotted Nut Plow Bolt, Grade 5 Slotted Nut, Heavy STRUCTURAL WASHERS Plow Bolt, Grade 8 Square Nut F436 Hardened Washer Shaker Screen Bolt, Grade 5 Square Nut, Heavy Domestic & Import Shackle Bolt Tee Nut F436 Type 3 Washer Security Bolt Wing -

Requirements for Threaded Fastening Systems in Spaceflight Hardware
METRIC/SI (ENGLISH) NASA TECHNICAL STANDARD NASA-STD-5020A w/CHANGE 1: Office of the NASA Chief Engineer ADMINISTRATIVE/ EDITORIAL CHANGE 2019-02-11 Approved: 2018-09-04 Superseding NASA-STD-5020 (Baseline) REQUIREMENTS FOR THREADED FASTENING SYSTEMS IN SPACEFLIGHT HARDWARE APPROVED FOR PUBLIC RELEASE – DISTRIBUTION IS UNLIMITED NASA-STD-5020A w/CHANGE 1 DOCUMENT HISTORY LOG Status Document Change Approval Date Description Revision Number Baseline 2012-03-12 Initial Release Revision A 2018-09-04 Significant changes were made to this NASA Technical Standard. It is recommended that it be reviewed in its entirety before implementation. Key changes were: The format of the baseline version has been modified to provide better flow of the requirements language. This includes the order of the requirements from the baseline version. Some requirements have been merged due to redundancy or deleted. 1 2019-02-11 Editorial Changes—Corrected decision box No. 2 in Appendix A.5, Figure 8, Determining Whether a Joint Separates before Rupture When Loaded Solely in Tension, to state Pp-max ≤ 0.75*Ptu-allow (vs. “0.85”), which aligns with the previous revision and the justification in the text. Corrected the symbol for phi to ϕ (vs. (φ) in equation 47. Unbolded two equations in Appendix A.12.3. APPROVED FOR PUBLIC RELEASE – DISTRIBUTION IS UNLIMITED 2 of 114 NASA-STD-5020A w/CHANGE 1 FOREWORD This NASA Technical Standard is published by the National Aeronautics and Space Administration (NASA) to provide uniform engineering and technical requirements for processes, procedures, practices, and methods that have been endorsed as standard for NASA programs and projects, including requirements for selection, application, and design criteria of an item. -
AVK Inserts & Tools
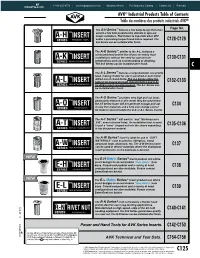
1-800-265-8772 [email protected] Spaenaur Home Full Spaenaur Catalog Contact Us Français AVK® Industrial Products Table of Contents Table des matières des produits industriels AVKMD Page No. The A-H Series™ features a hex body design that when ™ used in a hex hole produces the ultimate in spin-out A-H INSERT torque resistance. This feature is important when SPC SERIES THREADED HEX INSERTS and/or a prevailing torque thread lock is required. The C128-C129 A-H Series can be installed after finish. The A-K Series™, similar to the A-L, features a ™ minimized head profile that allows for nearly flush A-K INSERT installations without the need for special hole C130-C131 SERIES KNURLED THREADED INSERTS preparations such as countersinking or dimpling. The A-K Series can be installed after finish. C The A-L Series™ features a large diameter, low profile ™ head, making it ideal for use in punched or even hand A-L INSERT drilled out-of-round holes. The A-L Series offers the C132-C133 highest all around strength characteristics and is by SERIES KNURLED THREADED INSERTS far AVK’s most versatile product. The A-L Series can be installed after finish. The A-O Series™ provides very high pull-out loads ™ particularly effective in thin metal. May be used where A-O INSERT the AT Series insert will not generate enough pull-out C134 SERIES THREADED INSERTS in very thin materials and a hole size change cannot be made to accommodate the A-K or A-L Series inserts. -

Avk Em-3 Catalog 20011151
♦ ➧ PRODUCT INDEX NEXT PAGE ® Engineering Manual MARKET LEADERS IN BLIND THREADED INSERTS AND STUDS AVK’s Quality Management System is registered to ISO/TS16949:2002 and ISO9001:2000 AVK’s Environmental Management System is registered to ISO14001:1996 ➧ ♦ ➧ PREVIOUS PAGE PRODUCT INDEX NEXT PAGE WELCOME TO THE WORLD OF AVK AVK INDUSTRIAL PRODUCTS, located in Valencia, CA, is a member of SPS Fastener Division Group, a Precision Castparts Company. AVK manufactures blind installed threaded fasteners for transportation and general industrial markets worldwide. We feature product lines of both unified (INCH) and metric fasteners along with numerous special designs that meet customer application requirements. At AVK, we are dedicated to… “IMPROVING THE WAY WE ASSEMBLE THE WORLD™” BLIND INSTALLED THREADED INSERTS AND STUDS A blind installed threaded fastener is defined as a fastener with internal or external threads that can be installed into a panel, tube or other structure from the front side without need to see or access the backside, or “blind” side to complete the installation. Once installed the fastener remains captive to which a mating component can be attached using standard hardware. This engineering manual contains technical information on all AVK standardized product lines including sales drawings and information on installation tooling. WARRANTY LIMITED WARRANTY AND EXCLUSIVE REMEDY AVK Industrial Products division of Avibank Mfg., Inc. – which is a subsidiary of Precision Castparts (“Seller”). Seller warrants that products sold hereunder conform to industry standards specified herein and will be free from defects in materials and workmanship. THIS WARRANTY IS EXPRESSLY GIVEN IN LIEU OF ANY AND ALL OTHER EXPRESS OR IMPLIED WARRANTIES, INCLUDING ANY IMPLIED WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE, AND IN LIEU OF ANY OTHER OBLIGATION ON THE PART OR THE SELLER. -

Precast Handbook Concrete Construction Products
BUILDING STRENGTH™ PRECAST HANDBOOK CONCRETE CONSTRUCTION PRODUCTS Safety Information Improper Use of Concrete Accessories Can Cause Severe Injury or Death Read, understand and follow the information and instructions in this publication before using any of the Dayton Superior concrete accessories displayed herein. When in doubt about the proper use or installation of any Dayton Superior concrete accessory, immedi- ately contact the nearest Dayton Superior Service Center or Technical Service Department for clarification. See back cover for your nearest location. Dayton Superior products are intended for use by trained, qualified and experienced workers only. Misuse or lack of supervision and/or inspection can contrib- ute to serious accidents or deaths. Any application other than those shown in this publication should be carefully tested before use. The user of Dayton Superior products must evaluate the product application, determine the safe working load and control all field conditions to prevent applications of loads in excess of a product’s safe working load. Safety factors shown in this publication are approximate minimum values. The data used to develop safe working loads for products displayed in this publication are a combination of actual testing and/or other industry sources. Recommended safe working loads given for the products in this publication must never be exceeded. Worn Working Parts For safety, concrete accessories must be properly used and maintained. Concrete accessories shown in this publication may be subject to wear, overloading, corrosion, deformation, intentional alteration and other factors that may affect the device’s performance. All reusable accessories must be inspected regularly by the user to determine if they may be used at the rated safe working load or should be removed from service. -

Rivets Stainless Steel Rivet
Create A Turnkey Environment Purchase Partners™ can save you time and money by custom packaging and labeling your parts to fit your special needs. Whether it is · Hardware Kitting in Poly-Bags, · Special Corrugated Packaging · Bar Coding or Product Labeling Our business is dedicated to making your job easier Purchase Partners™ operates three automated packaging centers that create hardware kits by opening, indexing, and counting multiple parts in one poly-bag. Each poly bag can be customized with your logo, part number, description, bar code, etc. to take you one step closer to a complete turnkey purchase. Purchase Partners™ also operates two conveyor lines that are utilized in Special Corrugated Packaging requirements. Here we can place customized labels on corrugated cartons to meet your every specification, palletize your material on specific skid sizes to meet your pallet racking specifications, and even drop ship your product directly to your customer to streamline the supply chain. Our goal is to mainstream the procurement process as much as possible and to afford your company every advantage in your competitive marketplace. 2369 Schuetz Road Saint Louis, Missouri 63146 (314) 567-8585 (314) 567-7334 Fax www.purchasepartners.com CONSOLIDATE YOUR PURCHASES INTO ONE “TURNKEY” ORDER CUT YOUR COSTS AND TIME DRAMATICALLY NORMAL ORDER You currently purchase four items from two separate suppliers (2), pur- 17 to 3 chase poly-bags or corrugated for packaging (1), receive in three separate shipments (3), account for five separate item requirements through computer generated receivings (5), issue all items to production or a staging area (1), ar- range for the plant to consolidate the hardware into one assembled kit and produce the kit (1), return the left-over excess inventory to stock (1), pay three separate invoices (3). -
Engineering Manual Em-7
AVK INDUSTRIAL PRODUCTS AVK Industrial Products, a Precision Castparts Company, produces all of its blind threaded captive fasteners at its factory in Southern California which is located just miles northwest of downtown Los Angeles. We have been manufacturing high quality blind threaded captive fasteners for over 30 years. AVK FASTENERS ARE MADE IN THE U.S.A AVK’s Quality Management System is registered to ISO/TS16949 and ISO9001 AVK’s Environmental Management System is registered to ISO14001 A-L Series, A-K Series, A-H Series, A-R Series, A-S Series, A-T Series, A-O Series, R-N Series, E-L Series, E-H Series, Composi-Sert, C-S Series, C-L Series, One-Set, OST, PreSet, ENGINEERING MANUAL EM-7 SPP2 Tool, SPP3 Tool Data Master, CVI, Hi-Torquer, “Improving The Way We Assemble The World,” and Spinwall Technology are Trademarks of Avibank Mfg., Inc. A-W Series, AVK and are Registered Trademarks of Avibank Mfg., Inc. Lubriplate is a registered trademark of Lubriplate Lubricants Co. AVK sells its products through Authorized Distributors which are supported by AVK’s Factory-Trained Field Sales Staff. For additional information contact your local AVK Distributor or contact an AVK Sales Representative. DISTRIBUTED BY: 25323 RYE CANYON ROAD, VALENCIA, CALIFORNIA 91355-1271 MARKET LEADER IN BLIND THREADED INSERTS AND STUDS TELEPHONE: 661-257-2329 FAX: 661-257-8043 WEBSITE: www.avkfasteners.com AVK’s Quality Management System is registered to ISO/TS16949 and ISO9001 AVK’s Environmental Management System is registered to ISO14001 AVK RESERVES THE RIGHT TO CHANGE PRODUCT SPECIFICATIONS TO IMPLEMENT QUALITY IMPROVEMENTS OR PART PERFORMANCE. -
T-Slot Nuts • Material: Low Carbon Steel, 303 Stainless • Heat Treat: Case Hardened • Finish: Black Oxide • Available in Metric Sizes
WORKHOLDING COMPONENTS 6 www.jergensinc.com Adjustable Clamp Heels ................... 6.45 Nuts, Spherical Flange ..................... 6.31 Adjustable Clamp Rests ................... 6.44 Nuts, Spinner-Grip ............................ 6.31 Adjustable Step Blocks ..................... 6.55 Nuts, Stainless Steel ........................ 6.33 Assemblies, Spherical Flange .......... 6.30 Nuts, T-Slot ....................................... 6.35 Bolts, Dovetail ................................... 6.28 Plastic Pad Covers ........................... 6.16 Bolts, Swing ...................................... 6.11 Revolving Clamp Assemblies, Long Bolts, T .............................................. 6.28 Bushing Type ................................... 6.8 Bolts, T-Slot ....................................... 6.27 Revolving Clamp Assemblies, Bolts, T-Strap .................................... 6.23 Short Bushing Type ......................... 6.8 Clamp Assemblies, Double Cam ........ 6.4 Revolving Clamp Base ....................... 6.8 Clamp Assemblies, Flange Nut .......... 6.3 Rod Ends .......................................... 6.12 Clamp Assembly, Heel Pad ................ 6.2 Screw, Half Turn ................................ 6.13 Clamp Assemblies, Hook ................... 6.9 Screws, Hand Knob ............................ 6.6 Clamp Assemblies, Knob ................... 6.5 Screws, Quarter Turn ........................ 6.13 Clamp Assemblies, Miniature Flat ...... 6.2 Screws, Socket Shoulder ..........6.10-6.11 Clamp Assemblies, Miniature Radius -

Installation Instructions Instructions Before 3520WV/3520WFV/G2-3520WV Internationally Compliant Handrail Installing Handrail
Please read all Installation Instructions instructions before 3520WV/3520WFV/G2-3520WV Internationally Compliant Handrail installing handrail. Important 2” 1 1/2” 5/16” 1. Acclimate materials 24 hrs [51] [38] [9] before installation. Maintain temperature controlled environment after installation CONTINUOUS WOOD 2. Install in accordance with STAINLESS HANDRAIL manufacturer’s installation STEEL MTG. instructions. Failure to do so BRACKET W/ will void the warranty. PLASTIC BASE COVER 4 9/16” .080” [2] [115] Installation tips CONTINUOUS ALUMINUM 1. Cut covers up to 1/16” RETAINER (1.6mm) .080” [2] 7 7/8” longer to ensure a tight fit. [199] 2. Lubricate blades when cutting aluminum to reduce burrs. 3. Wood is a natural material, therefore component color may vary. Sort the parts by color (light to dark) before use. Parts may appear CONTINUOUS different when viewed IMPACT from the left or the right 1/4-20 X 3/4” BUMPER (metamerism). Keep this in 1/4-20 X 5” [6 X 19] .070” [1.8] mind when sorting parts. [6 X 127] HEX HEAD HEX HEAD BOLT W/ SERRATED SCREW W/ FLANGE NUT HANDRAIL HEIGHT PHILLIPS HEAD PER LOCAL CODE SLOT SECTION VIEW Recommended tools Safety Glasses, Tape Measure, 3/8” socket for machine screw hex bolt, 7/16” socket for wood screw hex bolt Level, Power Drill, Drill Bits - 1/4” masonry (concrete/concrete block), Power Miter Saw, 1O” Blade with 60-80 Carbide Tipped Teeth IPC.2270/REV.1 Installation Hotline • 866.EZINPRO Inprocorp.com • 800.222.5556 • 262.679.9010 World Headquarters S80 W18766 Apollo Drive, Muskego, WI 53150 USA Please read all Installation Instructions instructions before 3520WV/3520WFV/G2-3520WV Internationally Compliant Handrail installing handrail. -

Wide Selection of Fasteners & Hardware
Wide Selection of Fasteners & Hardware Available In Inch/Imperial & Metric Sizes, Made In USA & Import, Small Pack & Bulk Pack Popular Items & Brands In Stock Helping Equip Your Business A Million Different Ways Over 1 Million Products Available Online Grade Markings For Steel Bolts & Screws Mechanical Requirements Grade Nominal Size Product, Hardness, Rockwell Grade Identification Material and Treatment Designation of Product in. Proof Yield Tensile Marking Load Strength Strength Surface Core Stress ksi ksi Min ksi Min Max Min Max ASTM A307 1/4 to 4 –– –– 60 –– B69 B100 307A Gr. A low or medium carbon ASTM A307 steel 60 min 100 1/4 to 4 –– –– –– B69 B95 307B Gr. B max SAE Gr. 1 1/4 to 1-1/2 33 36 60 –– B70 B100 None specified low of medium carbon SAE Gr. 2 1/4 to 3/4 55 57 74 –– B80 B100 None specified steel, cold worked 1/4 to 1 85 92 120 30N54 C25 C34 SAE Gr. 5 1-1/8 to 74 81 105 30N50 C19 C30 1-1/2 1/4 to 1 medium carbon steel; 92 120 C25 C34 ASTM A449 1-1/8 85 74 the product is quenched 81 105 –– C19 C30 Type 1 to 1-1/2 55 and tempered 58 90 B91 B100 1-3/4 to 3 1/2 to 1 ASTM A325 85 92 120 C24 C35 1-1/8 to –– A325 Type 1 74 81 105 C19 C31 1-1/2 SAE Gr. 5.2 1/4 to 1 low carbon boron steel; 85 92 120 30N56 C26 C36 ASTM A449 the product is quenched 1/4 to 1 85 92 120 –– C25 C34 Type 2 and tempered 1/2 to 1 atmospheric corrosion 85 92 120 –– C24 C35 ASTM A325 resistant steel; A325 Type 3 1-1/8 to the product is quenched 74 81 105 –– C19 C31 1-1/2 and tempered SAE Gr. -
Thread Locking and Sealing Insulating Coating
… technologies for a reliable hold Thread locking and sealing Insulating coating TufLok®/Nytemp® Nyseal® Nystay® Nyplas® Nycote® precote Top 300® precote/3M Technical publication No.60 Fastening technology from KerbKonus is in successful application in a wide variety of different industrial sectors around the world. State-of-the-art production facilities provide our customers with the assurance of quality and reliable delivery, and sophisticated fastening solutions for every conceivable field of application are implemented by our own Research and Development Department. Close cooperation and exchange of experience and expertise on an international level ensure that our company stays at the cutting edge of technological development. With independent branches and agencies operating in a number of countries around the world, we are a truly reliable partner when it comes to secure fastening technology you can rely on. ... our products and services Alongside its renowned threaded inserts, the name KerbKonus also stands for comprehensive products and services in the field of con- necting technology. KerbKonus offers its services as a reliable con- tract coater to prepare threads for a wide range of different requi- rements: • Thread locking • Thread sealing • Insulating plastic coating Threaded inserts from KerbKonus have been thoroughly tried and tested over the years and used in a wide variety of applications to create connections you can rely on. Depending on the method of anchoring in the material, KerbKonus offers a variety of different