Rivets Stainless Steel Rivet
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Threaded Insert Systems
Threaded Insert Systems Edition 04 2012 Expertise in Fastening Solutions With over 100 years experience in the design and manufacture of assembly technology, Emhart has the expertise to provide fastening solutions to a wide range of industries from Automotive, Construction, and Electronics through to sheet metal assembly and general industry. We offer consulting, technical advice, a wide range of volume parts and high quality setting equipment to meet the varying needs of our customers. 2 Emhart in Europe Emhart has experienced technical experts and application engineers available throughout Europe ready to support customers with application and assembly processes and fastener specifications. We service our European customers directly through our manufacturing and warehousing facilities around Europe or through our network of highly experienced distributors. Emhart Facilities and Distribution Network Distribution Network 3 4 Threaded Insert Systems www.emhart.eu Introduction 6 Materials 8 Finishes 9 Geometry 10 Design Solutions 11 Joint Design 12 Torque Strength 13 Product Index 14 POPNut® Aluminium 16 POPNut® Steel 19 POPNut® Stainless Steel 27 POPNut® Setting Tools 32 Power Tools 34 POP® Counter System 37 Hand Tools 38 WellNut® 39 Jack Nut® 42 Glossary & Technical Advice 45 5 POPNut® POPNut® Threaded Inserts can be installed into sheet-metal, tubing, extrusions, plastics and other materials to provide an internal thread for subsequent component assembly. POPNut® is the perfect solution for providing high quality, load bearing threads even in single thin sheets down to 0.5mm. POPNut® can be used in a variety of materials where alternative methods cannot maintain torque and pull out loads. They enable components which are assembled later in the production cycle to be adjusted and are ideally suited to applications where access is only available from one side of the workpiece. -

WARNING ARB 4X4 ACCESSORIES
TJ & TJ UNLIMITED JEEP REAR BAR & WHEEL CARRIER • PART No 565 0010 REAR BAR. • PART No 575 0012 WHEEL CARRIER. • PART No 575 0020 TOW HITCH. (ACCESSORY) • PART No 575 0030 HI-LIFT JACK ATTACHMENTS. (ACCESSORY) • PART No 575 0040 WHEEL LOCKING NUTS – SET OF 4. (ACCESSORY) WARNING NOTE THE FOLLOWING: ♦ This product must be installed exactly as per these instructions using only the hardware supplied. ♦ In the event of damage to any bull bar component, contact your nearest authorised ARB stockist. Repairs or modifications to the impact absorption system must not be attempted. ♦ Do not use this product for any vehicle make or model, other than those specified by ARB. ♦ Do not remove labels from this bull bar. ♦ This product or its fixing must not be modified in any way. ♦ The installation of this product may require the use of specialized tools and/or techniques ♦ It is recommended that this product is only installed by trained personnel ♦ These instructions are correct as at the publication date. ARB Corporation Ltd. cannot be held responsible for the impact of any changes subsequently made by the vehicle manufacturer ♦ During installation, it is the duty of the installer to check correct operation/clearances of all components ♦ Work safely at all times ♦ Unless otherwise instructed, tighten fasteners to specified torque ARB 4x4 ACCESSORIES Corporate Head Office 42-44 Garden St Tel: +61 (3) 9761 6622 Kilsyth, Victoria Fax: +61 (3) 9761 6807 AUSTRALIA 3137 Australian enquiries [email protected] North & South American enquiries [email protected] Other international enquiries [email protected] www.arb.com.au Last Rev Date: 24-04-06 Page 1 of 24 3783210 Copyright © 2005 by ARB Corporation Limited. -

PDF Product List
STRUCTURAL BOLTS MACHINE BOLTS NUTS A325 Screw Only, A193 B7 Heavy Hex Head Bolt Acorn (Cap) Nut Domestic & Import A307A Breakaway Bolt Allen Nut A325 Bolt with Nut A307B Heavy Head Bolt Cap (Acorn) Nut A325 Type 3 Bolt, Domestic F1554 Hex Machine Bolt Castle Nut A325 Interference Body Bolt (Grades 36, 55, & 105) Coupling Nut Canadian A325 Bolt w/DH Nut, Square Head Machine Bolt Coupling Nut, Reducer Hot Dip Galvanized Coupling Nut, Heavy Duty A490 Screw Only, BOLTS & SCREWS Hex Nut Domestic & Import Carriage Bolt Hex Nut, Left Hand TC A325 Assembly, Countersunk Bolt Hex Nut, Heavy Grade 4 Domestic& Import Counterbore Screw, 12 Point Hex Nut, Heavy, Grade 7 TC A490 Assembly, Elevator Bolt Hvy Double Recess Guardrail Nut Domestic & Import Flange Bolt Jack Nut Flat Head Bolt, Slotted Jam Nut STRUCTURAL NUTS Guardrail Bolt Jam Nut, Left Hand A194 2H Nut, Domestic Hanger Bolt Flange Nut A194 2H Nut, Import Lag Screw High Nut A563 Grade DH Heavy Nut, Lag Screw, 1-Way Truss Head Knurled Nut Domestic Lag Screw, Indented HWH Machine Screw Nut, Hex A563 DH Type 3 Nut Full Thread Machine Screw Nut, Small Pattern ANCO Heavy Hex Locknut Lag Screw, Square Head Machine Screw Nut, Square ANCO Finished Locknut Penta Head Bolt Palnut ANCO 2H Heavy Locknut Place Bolt Panel Nut ANCO A325 Locknut Plow Bolt, Grade 2 Slotted Nut Plow Bolt, Grade 5 Slotted Nut, Heavy STRUCTURAL WASHERS Plow Bolt, Grade 8 Square Nut F436 Hardened Washer Shaker Screen Bolt, Grade 5 Square Nut, Heavy Domestic & Import Shackle Bolt Tee Nut F436 Type 3 Washer Security Bolt Wing -

Requirements for Threaded Fastening Systems in Spaceflight Hardware
METRIC/SI (ENGLISH) NASA TECHNICAL STANDARD NASA-STD-5020A w/CHANGE 1: Office of the NASA Chief Engineer ADMINISTRATIVE/ EDITORIAL CHANGE 2019-02-11 Approved: 2018-09-04 Superseding NASA-STD-5020 (Baseline) REQUIREMENTS FOR THREADED FASTENING SYSTEMS IN SPACEFLIGHT HARDWARE APPROVED FOR PUBLIC RELEASE – DISTRIBUTION IS UNLIMITED NASA-STD-5020A w/CHANGE 1 DOCUMENT HISTORY LOG Status Document Change Approval Date Description Revision Number Baseline 2012-03-12 Initial Release Revision A 2018-09-04 Significant changes were made to this NASA Technical Standard. It is recommended that it be reviewed in its entirety before implementation. Key changes were: The format of the baseline version has been modified to provide better flow of the requirements language. This includes the order of the requirements from the baseline version. Some requirements have been merged due to redundancy or deleted. 1 2019-02-11 Editorial Changes—Corrected decision box No. 2 in Appendix A.5, Figure 8, Determining Whether a Joint Separates before Rupture When Loaded Solely in Tension, to state Pp-max ≤ 0.75*Ptu-allow (vs. “0.85”), which aligns with the previous revision and the justification in the text. Corrected the symbol for phi to ϕ (vs. (φ) in equation 47. Unbolded two equations in Appendix A.12.3. APPROVED FOR PUBLIC RELEASE – DISTRIBUTION IS UNLIMITED 2 of 114 NASA-STD-5020A w/CHANGE 1 FOREWORD This NASA Technical Standard is published by the National Aeronautics and Space Administration (NASA) to provide uniform engineering and technical requirements for processes, procedures, practices, and methods that have been endorsed as standard for NASA programs and projects, including requirements for selection, application, and design criteria of an item. -
AVK Inserts & Tools
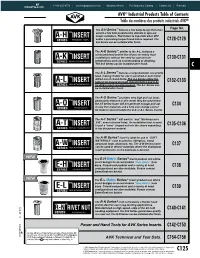
1-800-265-8772 [email protected] Spaenaur Home Full Spaenaur Catalog Contact Us Français AVK® Industrial Products Table of Contents Table des matières des produits industriels AVKMD Page No. The A-H Series™ features a hex body design that when ™ used in a hex hole produces the ultimate in spin-out A-H INSERT torque resistance. This feature is important when SPC SERIES THREADED HEX INSERTS and/or a prevailing torque thread lock is required. The C128-C129 A-H Series can be installed after finish. The A-K Series™, similar to the A-L, features a ™ minimized head profile that allows for nearly flush A-K INSERT installations without the need for special hole C130-C131 SERIES KNURLED THREADED INSERTS preparations such as countersinking or dimpling. The A-K Series can be installed after finish. C The A-L Series™ features a large diameter, low profile ™ head, making it ideal for use in punched or even hand A-L INSERT drilled out-of-round holes. The A-L Series offers the C132-C133 highest all around strength characteristics and is by SERIES KNURLED THREADED INSERTS far AVK’s most versatile product. The A-L Series can be installed after finish. The A-O Series™ provides very high pull-out loads ™ particularly effective in thin metal. May be used where A-O INSERT the AT Series insert will not generate enough pull-out C134 SERIES THREADED INSERTS in very thin materials and a hole size change cannot be made to accommodate the A-K or A-L Series inserts. -

Online Catalogue
Bresco Vehicle Services Limited Unit 14 Meadow Lane Ind. Estate, Gordon Road, Loughborough, UK LE11 1JP Tel: +44 (0)1509 610834 www.bresco.com Email: [email protected] ONLINE CATALOGUE Version 30 1st February 2021 This catalogue does not include the fasteners for modern cars which are in a separate catalogue For technical advice please contact Howard Christian by phone on +44 (0)1509 610834, or by email: [email protected] Please be aware that we frequently add new products to our website. Also, there may be blank spaces in the catalogue- these are intentional. THIS WEBSITE IS A MAIL-ORDER FACILITY TO ORDER BY PHONE OR EMAIL Phone Howard on +44 (0) 1509 610834 or Email: [email protected]. If you wish to proceed with the order, you will be asked to provide your Debit / Credit card or PayPal details . INDEX: PACKS Section Starts Page: Adhesives and Solvents 02 Consumabl es 04 Tools 05 Box es of ass orted parts 06 Badge Fixes 07 Brake / Fuel Hard ware 09 Cable and Wiring Clips and Ties 11 Clevis Pins 12 Control Cable / Rod Clips – Metal and Plastic 12 Door Trim Pad Clips 13 Durable Dot’ and ‘L ift The Dot’ Studs 15 Edge Clips (inc luding ‘D’ and ‘S’ types and Edge Panel Clip s) 16 Edge / Tongue Cable / Pipe Clips 18 Exhaust Mani fold Studs, Nuts and Hardware 20 Eyelets and Rings 21 Hose Clips 21 Insulat ed Terminals 24 Misc ellan eous Parts 26 Moulding Clips - Plast ic 27 Moulding Clips - Metal 29 Moulding Clips – Mis cellane ous 31 Moulding Clips - Reveal 31 Nuts and Washe rs - Various 31 Pipe Clips 33 Pipe Con necto rs 34 Qua rter Turn Studs -

Avk Em-3 Catalog 20011151
♦ ➧ PRODUCT INDEX NEXT PAGE ® Engineering Manual MARKET LEADERS IN BLIND THREADED INSERTS AND STUDS AVK’s Quality Management System is registered to ISO/TS16949:2002 and ISO9001:2000 AVK’s Environmental Management System is registered to ISO14001:1996 ➧ ♦ ➧ PREVIOUS PAGE PRODUCT INDEX NEXT PAGE WELCOME TO THE WORLD OF AVK AVK INDUSTRIAL PRODUCTS, located in Valencia, CA, is a member of SPS Fastener Division Group, a Precision Castparts Company. AVK manufactures blind installed threaded fasteners for transportation and general industrial markets worldwide. We feature product lines of both unified (INCH) and metric fasteners along with numerous special designs that meet customer application requirements. At AVK, we are dedicated to… “IMPROVING THE WAY WE ASSEMBLE THE WORLD™” BLIND INSTALLED THREADED INSERTS AND STUDS A blind installed threaded fastener is defined as a fastener with internal or external threads that can be installed into a panel, tube or other structure from the front side without need to see or access the backside, or “blind” side to complete the installation. Once installed the fastener remains captive to which a mating component can be attached using standard hardware. This engineering manual contains technical information on all AVK standardized product lines including sales drawings and information on installation tooling. WARRANTY LIMITED WARRANTY AND EXCLUSIVE REMEDY AVK Industrial Products division of Avibank Mfg., Inc. – which is a subsidiary of Precision Castparts (“Seller”). Seller warrants that products sold hereunder conform to industry standards specified herein and will be free from defects in materials and workmanship. THIS WARRANTY IS EXPRESSLY GIVEN IN LIEU OF ANY AND ALL OTHER EXPRESS OR IMPLIED WARRANTIES, INCLUDING ANY IMPLIED WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE, AND IN LIEU OF ANY OTHER OBLIGATION ON THE PART OR THE SELLER. -

Bolts & Nuts BOLTS
15 Bolts & Nuts BOLTS High Quality Fasteners ALB 0001 ALB 0002 ALB 0003 ALB 0004 02 Hex Nut Crimp Nut Flat Hd Spring Pin Cross Receased Flat HD Wood Screw Bolts & Nuts ALB 0005 ALB 0006 ALB 0007 ALB 0008 Hex Jam Nut Crimp Nut CSK Hd Spring Pin Wave Cross Receased Rd HD Wood Screw ALB 0009 ALB 0010 ALB 0011 ALB 0012 Self Locking Nut Nylon Insert Cage Nut Dowel Pin with Internal Thread Hex Lag Screw ALB 0013 ALB 0014 ALB 0015 ALB 0016 Self Locking Domed Cap Nut with Nylon Insert Eye Nut Dowel Pin Slotted Rd Hd Wood Screw ALB 0017 ALB 0018 ALB 0019 ALB 0020 Hex Long Nut Square Weld Nut Parallel Pin Slotted Flat Hd Wood Screw ALB 0021 ALB 0022 ALB 0023 ALB 0024 Hex Domed Cap Nut Hex Weld Nut Taper Pin Slotted Oval Hd Wood Screw ALB 0025 ALB 0026 ALB 0027 ALB 0028 Hex Flange Nut without Serration Safety Nut Taper Pin with Internal Thread Hanger Bolt ALB 0029 ALB 0030 ALB 0031 ALB 0032 Hex Serrated Flange Nut Inset Cotter Pin Drywall Screw ALB 0033 ALB 0034 ALB 0035 ALB 0036 Wing Nut Self Push Nut Snap Pin Chipboard Screw ALB 0037 ALB 0038 ALB 0039 ALB 0040 Tee Nut Circular Nut Snap Pin Raised CSK Chipboard Screw Bolts & Nuts 16 BOLTS High Quality Fasteners ALB 0041 ALB 0042 ALB 0043 ALB 0044 Slotted Pan Hd Self Tapping Screw HWF Self Drilling Screw without Washer Flat Washer Blind Rivet 02 ALB 0045 ALB 0046 ALB 0047 ALB 0048 Bolts & Nuts Slotted CSK Hd Self Tapping Screw HWF Self Drilling Screw with Washer Spring Lock Washer Blind Rivet ALB 0049 ALB 0050 ALB 0051 ALB 0052 Slotted Oval Hd Self Tapping Screw HWF Self Drilling Screw Type 17 Taper -

Precast Handbook Concrete Construction Products
BUILDING STRENGTH™ PRECAST HANDBOOK CONCRETE CONSTRUCTION PRODUCTS Safety Information Improper Use of Concrete Accessories Can Cause Severe Injury or Death Read, understand and follow the information and instructions in this publication before using any of the Dayton Superior concrete accessories displayed herein. When in doubt about the proper use or installation of any Dayton Superior concrete accessory, immedi- ately contact the nearest Dayton Superior Service Center or Technical Service Department for clarification. See back cover for your nearest location. Dayton Superior products are intended for use by trained, qualified and experienced workers only. Misuse or lack of supervision and/or inspection can contrib- ute to serious accidents or deaths. Any application other than those shown in this publication should be carefully tested before use. The user of Dayton Superior products must evaluate the product application, determine the safe working load and control all field conditions to prevent applications of loads in excess of a product’s safe working load. Safety factors shown in this publication are approximate minimum values. The data used to develop safe working loads for products displayed in this publication are a combination of actual testing and/or other industry sources. Recommended safe working loads given for the products in this publication must never be exceeded. Worn Working Parts For safety, concrete accessories must be properly used and maintained. Concrete accessories shown in this publication may be subject to wear, overloading, corrosion, deformation, intentional alteration and other factors that may affect the device’s performance. All reusable accessories must be inspected regularly by the user to determine if they may be used at the rated safe working load or should be removed from service. -

AVK Threaded Insert Catalogue
Distributed by Toll Free 1 800 563 1293 ENGINEERING MANUAL EM-6 MARKET LEADER IN BLIND THREADED INSERTS AND STUDS AVK’s Quality Management System is registered to ISO/TS16949 and ISO9001 AVK’s Environmental Management System is registered to ISO14001 RoHS AVK is committed to protecting our environment. All standard in-house plating is RoHS compliant. AVK reserves COMPLIANT the right to substitute orders placed under Non-RoHS compliant platings with a comparable Trivalent plating. WELCOME TO THE WORLD OF AVK AVK INDUSTRIAL PRODUCTS, located in Southern California, is a member of the Aerostructures Division, a Precision Castparts Company. AVK manufactures blind installed threaded fasteners for transportation and general industrial markets worldwide. We feature product lines of both unified (INCH) and metric fasten- ers along with numerous special designs that meet customer application requirements. At AVK,we are dedicated to… “IMPROVING THE WAY WE ASSEMBLE THE WORLD™” BLIND INSTALLED THREADED INSERTS AND STUDS A blind installed threaded fastener is defined as a fastener with internal or external threads that can be installed into a panel, tube or other structure from the front side without need to see or access the backside, or “blind” side to complete the installation. Once installed the fastener remains captive to which a mating component can be attached using standard hardware. This engineering manual contains technical information on all AVK standardized product lines including sales drawings and information on installation tooling. WARRANTY LIMITED WARRANTY AND EXCLUSIVE REMEDY AVK Industrial Products division of Avibank Mfg., Inc. – which is a subsidiary of Precision Castparts (“Seller”). Seller warrants that products sold hereunder conform to industry standards specified herein and will be free from defects in materials and workmanship. -

2019 PRODUCT CATALOG at S&R Fastener Company, Our Objective Is to Provide Our Customers with the Highest Quality Products and Services at the Fairest Prices
AUTOMOTIVE CLIPS SAFETY ITEMS CABINETS FASTENERS CAR DETAILING FUSES ABRASIVES TIRE REPAIR RIVETS DRAIN PLUGS/GASKETS WHEEL WEIGHTS TAPES DRILL BITS MINIATURE LAMPS AIR HOSE ELECTRICAL ITEMS BUMPER BOLTS AND SO MUCH MORE ! 2019 PRODUCT CATALOG At S&R Fastener Company, our objective is to provide our customers with the highest quality products and services at the fairest prices. This is backed by a professional sales force and professional office, warehouse, manufacturing and research/development staffs, which when combined, result in an unbeatable team to serve our customers needs. Let us know how we can help you. S & R Fastener Co., Inc. P.O. Box 849 San Antonio, FL 33576 Toll Free Phone: 877-773-2276 Toll Free Fax: 866-299-3563 Visit us online at: www.srfast.com S & R Fasteners reserves the right not to be responsible for the topicality, correctness, completeness or quality of the information provid- ed and reserves the right to change or correct information in this catalog without prior announcement. For the most updated information or to place an order online, please go to www.SRFast.com Also available from S & R Fastener Co., Inc.! International Epoxies and Sealers! A U.S. Manufacturer of Adhesives, Sealants, Foams, Coatings and Specialty Products. Seam Sealers Plastic Repair Panel Bonders Automotive Foams Coatings Attachment Tapes Service Aids Primers www.useies.com ALPHABETICAL INDEX A D AC Parts ............................................. 7 Detail Supplies.................................... 42 Abrasives ............................................ 38 Disinfectant Spray .............................. 15-4 Absorbent Pads ..................................15-5, 41-6 Door Hinge Pins, Bushing, Kits .......... 12 Acura/Honda Fastener Section .......... 22 Drain Plugs/Gaskets ...........................5 Acid Brushes ..................................... -
Engineering Manual Em-7
AVK INDUSTRIAL PRODUCTS AVK Industrial Products, a Precision Castparts Company, produces all of its blind threaded captive fasteners at its factory in Southern California which is located just miles northwest of downtown Los Angeles. We have been manufacturing high quality blind threaded captive fasteners for over 30 years. AVK FASTENERS ARE MADE IN THE U.S.A AVK’s Quality Management System is registered to ISO/TS16949 and ISO9001 AVK’s Environmental Management System is registered to ISO14001 A-L Series, A-K Series, A-H Series, A-R Series, A-S Series, A-T Series, A-O Series, R-N Series, E-L Series, E-H Series, Composi-Sert, C-S Series, C-L Series, One-Set, OST, PreSet, ENGINEERING MANUAL EM-7 SPP2 Tool, SPP3 Tool Data Master, CVI, Hi-Torquer, “Improving The Way We Assemble The World,” and Spinwall Technology are Trademarks of Avibank Mfg., Inc. A-W Series, AVK and are Registered Trademarks of Avibank Mfg., Inc. Lubriplate is a registered trademark of Lubriplate Lubricants Co. AVK sells its products through Authorized Distributors which are supported by AVK’s Factory-Trained Field Sales Staff. For additional information contact your local AVK Distributor or contact an AVK Sales Representative. DISTRIBUTED BY: 25323 RYE CANYON ROAD, VALENCIA, CALIFORNIA 91355-1271 MARKET LEADER IN BLIND THREADED INSERTS AND STUDS TELEPHONE: 661-257-2329 FAX: 661-257-8043 WEBSITE: www.avkfasteners.com AVK’s Quality Management System is registered to ISO/TS16949 and ISO9001 AVK’s Environmental Management System is registered to ISO14001 AVK RESERVES THE RIGHT TO CHANGE PRODUCT SPECIFICATIONS TO IMPLEMENT QUALITY IMPROVEMENTS OR PART PERFORMANCE.