Politecnico Di Torino
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Alone Across the Atlantic
® 8 - DECEMBER 2013 www.kitplanes.com RV Atlantic Across in an in Swage Fittings Swage Secure? Cables Your Are the Adventure FT A Alone T REVIEW H ’S GUIDE SHOP R E H Easy Fiberglass Prep Aerodynamic Bookworm Tire Changing 101 T Soaring on Homemade Wings 2014 BUYER’S GUIDE2014 ISSUE! N • • • I HP-24 FLIG HP-24 BUYE Over 350 Planes Listed! Planes 350 Over 2014 KIT AIRCR KITPLANES DECEMBER 2013 Kit Buyer’s Guide • Transatlantic RV-8 • HP-24 Sailplane • Design to Fit • Swagelocks • Dawn Patrol • Testing to DO-160 • Home Shop Machines BELVOIR PUBLICATIONS Enjoy the Freedom of Homebuilt Aircraft Weather the Storm with SkyView’s IFR Capabilities Redundant flight instruments that automatically cross-check each other • ADS-B traffic and weather in-flight • SkyView network modules that detect wiring faults without losing capability • Li-Ion backup batteries that keep your SkyView system up when the power goes down • Autopilot with fully coupled ILS and GPS WAAS/LPV approaches. SkyView should already be your IFR platform of choice. But if that’s not enough, SkyView 7.0 introduces geo-referenced instrument approach charts, airport diagrams, and the best mapping software we’ve ever built. Go Fly! www.DynonAvionics.com 425-402-0433 [email protected] Seattle,Washington December 2013 | Volume 30, Number 12 Annual Buyer’s Guide, Part 1 26 2014 KIT AIRCRAFT BUYER’S GUIDE: The state of the kit world is sound. By Paul Dye and Mark Schrimmer. 38 KIT AIRCRAFT QUICK REFERENCE: A brief overview of available kit aircraft for 2014. Compiled by Richard VanderMeulen and Omar Filipovic. -

Fully-Integ Supplier O
Fully-integrated Supplier of Titanium Now safely and effectively etch/prepare titanium For Aerospace for anodizing without using Hydrofluoric Acid! In use since 1993, join the growing number of Applications medical, dental and jewelry users who’ve made the switch to a more environmentally sound process. AIRFRAME • ENGINES • LANDING GEAR Developed as a safe alternative to the dangers of Bar • Billet • Sheet • Plate • Ingot • Forgings • Wire • Seamless Tube Hydrofluoric acid, Multi Etch, with its pH of 6.8, has quickly become the favored safer etch to: ISO 9001 and AS9100 certified US, UK, Germany and China sales and distribution locations. •Remove surface oxides & contaminants on titanium Inventory in stock and available today. which cause dull colors and block the full color range VSMPO-AVISMA is the World’s Largest Producer of Titanium. •Erase anodizing mistakes on titanium & niobium Holding more than 300 international quality certifications and customer approvals, VSMPO-Tirus operations provide sales, distribution and service center processing of VSMPO-AVISMA titanium mill products to the aerospace, military, •Prepare platinum for soldering/welding consumer and medical markets. VSMPO has approvals at all major airframe and engine OEMs and produces titanium for every major commercial aerospace program in production today. •Enhance patterns on mokume and meteorite Anodized titanium treated with Multi Etch (top) and untreated (bottom) PO Box 890, Clarkdale, AZ 86324 [email protected], www.reactivemetals.com 928-634-3434 • 928-634-6734 fx [email protected] Fully-integrated Fully-integrated SupplierSupplier ofof TitaniumTitanium For For Aerospace Aerospace Applications Applications AIRFRAMEAIRFRAME • • ENGINES ENGINES •• LANDINGLANDING GEARGEAR BarBar • Billet • Billet • Sheet • Sheet • Plate• Plate • Ingot• Ingot • •Forgings Forgings •• WireWire • Seamless TubeTube ISO ISO9001 9001 and and AS9100 AS9100 certified certified US, US,UK, UK, Germany Germany and and China China sales sales and and distribution distribution locations. -

Leg Trentinoaa 2020Feb66dc4a6
oggetto ragioneSociale dataUltimazione importoSommeLiquidate Sostituzione accessorio per bidone aspira liquidi per le esigenze del Nucleo Cinofili Laives KOMAG 07/12/2020 57,90 Acquisto materiale per la pulizia e l'igiene del complesso canili e della cucina cani WURZA SPA 21/11/2020 118,30 Acquisto medicinali e prodotti sanitari per le cure e il mantenimento sanitario dei cani PUCE DR. LUCA FARMACIA 07/12/2020 88,11 Acquisto di n. 4 nastri adesivi antiscivolo da 25 mt per le esigenze del Reparto Comando F.LLI DE VIGILI S.N.C. DI DEVIGILI REMO & C. 13/11/2020 70,00 Acquisto materiale elettrico per le esigenze manutentive del Rep. Comando BRESSAN SNC di BRESSAN DORIA 22/10/2020 359,79 Acquisto di materiale elettrico per le esigenze manutentive del Rep. Comando BRESSAN SNC di BRESSAN DORIA 23/12/2020 254,10 Riparazione della cella frigorifera della Mos della Comp. CC di Silandro (BZ) GRANDIMPIANTI NOSELLI S.R.L. 24/12/2020 387,00 Consulenza per la redazione del capitolato tecnico relativo alla gara per l'acquisto di arredi SILVIO RISPO SAS 20/11/2020 1.500,00 Acquisto di n. 1 sedia girevole e n. 2 sedie di cortesia per le esigenze dell'Ufficio del C.te del Rep. Comando CENTRO ARREDAMENTO JUNGMANN 01/12/2020 407,38 Riparazione della cella frigorifera in dotazione alla MOS della Comp. CC di Silandro (BZ) GRANDIMPIANTI NOSELLI S.R.L. 30/09/2020 557,59 Acquisto di n. 1 scala in alluminio a 6 gradini per le esigenze della Staz. CC di Nova Ponente (BZ) WIESER MARKET DES WIESER K. -

Aircraft Manufacturers Partie 4 — Constructeurs D’Aéronefs Parte 4 — Fabricantes De Aeronaves Часть 4
4-1 PART 4 — AIRCRAFT MANUFACTURERS PARTIE 4 — CONSTRUCTEURS D’AÉRONEFS PARTE 4 — FABRICANTES DE AERONAVES ЧАСТЬ 4. ИЗГОТОВИТЕЛИ ВОЗДУШНЫХ СУДОВ COMMON NAME COMMON NAME NOM COURANT NOM COURANT NOMBRE COMERCIAL NOMBRE COMERCIAL CORRIENTE MANUFACTURER FULL NAME CORRIENTE MANUFACTURER FULL NAME ШИРОКО NOM COMPLET DU CONSTRUCTEUR ШИРОКО NOM COMPLET DU CONSTRUCTEUR РАСПРОСТРАНЕННОЕ FABRICANTE NOMBRE COMPLETO РАСПРОСТРАНЕННОЕ FABRICANTE NOMBRE COMPLETO НАИМЕНОВАНИЕ ПОЛНОЕ НАИМЕНОВАНИЕ ИЗГОТОВИТЕЛЯ НАИМЕНОВАНИЕ ПОЛНОЕ НАИМЕНОВАНИЕ ИЗГОТОВИТЕЛЯ A (any manufacturer) (USED FOR GENERIC AIRCRAFT TYPES) AERO ELI AERO ELI SERVIZI (ITALY) AERO GARE AERO GARE (UNITED STATES) 3 AERO ITBA INSTITUTO TECNOLÓGICO DE BUENOS AIRES / PROYECTO PETREL SA (ARGENTINA) 328 SUPPORT SERVICES 328 SUPPORT SERVICES GMBH (GERMANY) AERO JAEN AERONAUTICA DE JAEN (SPAIN) AERO KUHLMANN AERO KUHLMANN (FRANCE) 3XTRIM ZAKLADY LOTNICZE 3XTRIM SP Z OO (POLAND) AERO MERCANTIL AERO MERCANTIL SA (COLOMBIA) A AERO MIRAGE AERO MIRAGE INC (UNITED STATES) AERO MOD AERO MOD GENERAL (UNITED STATES) A-41 CONG TY SU'A CHU'A MAY BAY A-41 (VIETNAM) AERO SERVICES AÉRO SERVICES GUÉPARD (FRANCE) AAC AAC AMPHIBIAM AIRPLANES OF CANADA (CANADA) AERO SPACELINES AERO SPACELINES INC (UNITED STATES) AAK AUSTRALIAN AIRCRAFT KITS PTY LTD (AUSTRALIA) AEROALCOOL AEROÁLCOOL TECNOLOGIA LTDA (BRAZIL) AAMSA AERONAUTICA AGRICOLA MEXICANA SA (MEXICO) AEROANDINA AEROANDINA SA (COLOMBIA) AASI ADVANCED AERODYNAMICS AND STRUCTURES INC AERO-ASTRA AVIATSIONNYI NAUCHNO-TEKHNICHESKIY TSENTR (UNITED STATES) AERO-ASTRA -

FA36015 Bandofallimenti Luogo
Fallimento Nuova Aerventil Srl N° 542/17 Giudice Delegato: Dott.ssa Macchi Caterina Curatore: Dott. Gianluca La Rosa GIOVEDÌ 11 OTTOBRE 2018 – ORE 10.00 IN: Giovenzano di Vellezzo Bellini (PV) - Via Perlasca n. 17 Autocarro Ford cassonato, tg. CJ041XE anno 1999, completo di libretto Base d’asta: € 500,00 Calandra Famar 3 rulli, trapano a bandiera R 60 1650, troncatrice Comaca, sega a nastro, muletto, bordatrice, trapano Sermac, compressore, due saldatrici Ledica, trans pallet elettrico, carrello USAG vuoto + cassetta con utensili da lavoro, plotter HP, fotocopiatrice Minolta, di cui agli allegati fotografici, riportati e disponibili sul sito www.sivag.com Base d’asta: € 2.500,00 LUNEDÌ 8 OTTOBRE 2018 Presso la sala vendite della SIVAG in Redecesio di Segrate v. Milano 10 - ore 15.00 e seguenti Vendita per conto dell’Agenzia delle ENTRATE – RISCOSSIONE n. 86/2018 Autovettura Mercedes Classe B tg. EZ982JG, immatricolata il 12/05/2015, kw 80, cilindrata 1461cc, alimentata a gasolio, 1 chiave, completa di carta di circolazione sprovvisto di cdp, km 48.000 circa Base d’asta: € 10.000 Diritti d'asta ed oneri aggiuntivi: 16% di diritti + IVA sia su aggiudicazione che sui diritti MARTEDÌ 09 OTTOBRE 2018 - ORE 10.00 presso SIVAG Istituto Vendite Giudiziarie del Tribunale di Milano - esposizione dalle ore 09.30 di martedì 09/10/2018 Descrizione Base asta Lt Autocarro Mercedes Sprinter tg. BN051WT, immatr. 13/09/2000, kw 80, cil. 2148, gasolio, 3 chiavi, 1 Fall. I.C.P. srl € 750 completa di carta di circolazione e cdp, km 408.437 circa Autovettura BMW 320 D tg. -

Annual Report 2008 Oerlikon Annual Report 2008 Report Annual Oerlikon
Annual Report 2008 Oerlikon Annual Report 2008 Report Annual Oerlikon CHANGEINNOVATE KlimaneutralPrinted in a climate-neutral produziert durchmanner. Victor Hotz AG. DieThe bei32.59 der tons Produktion of CO2 emissions, dieses Druckgutes that were entstandenenproduced in the XX printing Tonnen of this CO document,2-Emissionen werden durchare being www.myclimate.org offset through the international kompensiert. project myclimate.org. OerlikonOerlikon business business units units in in brief brief OerlikonOerlikon Textile Textile OerlikonOerlikon Coating Coating Oerlikon Oerlikon Solar Solar OerlikonOerlikon Vacuum Vacuum OerlikonOerlikon Drive Drive Systems Systems OerlikonOerlikon Advanced Advanced Technologies Technologies KeyKey figures figures in CHFin CHF million million 2008200820072007 in CHFin CHF million million 2008200820072007 in CHFin CHF million million 2008200820072007 in CHFin CHF million million 2008200820072007 in CHFin CHF million million 2008200820072007 in CHFin CHF million million 2008200820072007 OrdersOrders received received 1 3641 364 2 6552 655 OrdersOrders received received 509509 497497 OrdersOrders received received 566566 650650 OrdersOrders received received 460460 477477 OrdersOrders received received 1 1711 171 1 1851 185 OrdersOrders received received 250250 343343 OrdersOrders on on hand hand 443443 821821 OrdersOrders on on hand hand – – – – OrdersOrders on on hand hand 429429 460460 OrdersOrders on on hand hand 6868 7878 OrdersOrders on on hand hand 183183 231231 OrdersOrders on on hand hand 194194 -

Acronimos Automotriz
ACRONIMOS AUTOMOTRIZ 0LEV 1AX 1BBL 1BC 1DOF 1HP 1MR 1OHC 1SR 1STR 1TT 1WD 1ZYL 12HOS 2AT 2AV 2AX 2BBL 2BC 2CAM 2CE 2CEO 2CO 2CT 2CV 2CVC 2CW 2DFB 2DH 2DOF 2DP 2DR 2DS 2DV 2DW 2F2F 2GR 2K1 2LH 2LR 2MH 2MHEV 2NH 2OHC 2OHV 2RA 2RM 2RV 2SE 2SF 2SLB 2SO 2SPD 2SR 2SRB 2STR 2TBO 2TP 2TT 2VPC 2WB 2WD 2WLTL 2WS 2WTL 2WV 2ZYL 24HLM 24HN 24HOD 24HRS 3AV 3AX 3BL 3CC 3CE 3CV 3DCC 3DD 3DHB 3DOF 3DR 3DS 3DV 3DW 3GR 3GT 3LH 3LR 3MA 3PB 3PH 3PSB 3PT 3SK 3ST 3STR 3TBO 3VPC 3WC 3WCC 3WD 3WEV 3WH 3WP 3WS 3WT 3WV 3ZYL 4ABS 4ADT 4AT 4AV 4AX 4BBL 4CE 4CL 4CLT 4CV 4DC 4DH 4DR 4DS 4DSC 4DV 4DW 4EAT 4ECT 4ETC 4ETS 4EW 4FV 4GA 4GR 4HLC 4LF 4LH 4LLC 4LR 4LS 4MT 4RA 4RD 4RM 4RT 4SE 4SLB 4SPD 4SRB 4SS 4ST 4STR 4TB 4VPC 4WA 4WABS 4WAL 4WAS 4WB 4WC 4WD 4WDA 4WDB 4WDC 4WDO 4WDR 4WIS 4WOTY 4WS 4WV 4WW 4X2 4X4 4ZYL 5AT 5DHB 5DR 5DS 5DSB 5DV 5DW 5GA 5GR 5MAN 5MT 5SS 5ST 5STR 5VPC 5WC 5WD 5WH 5ZYL 6AT 6CE 6CL 6CM 6DOF 6DR 6GA 6HSP 6MAN 6MT 6RDS 6SS 6ST 6STR 6WD 6WH 6WV 6X6 6ZYL 7SS 7STR 8CL 8CLT 8CM 8CTF 8WD 8X8 8ZYL 9STR A&E A&F A&J A1GP A4K A4WD A5K A7C AAA AAAA AAAFTS AAAM AAAS AAB AABC AABS AAC AACA AACC AACET AACF AACN AAD AADA AADF AADT AADTT AAE AAF AAFEA AAFLS AAFRSR AAG AAGT AAHF AAI AAIA AAITF AAIW AAK AAL AALA AALM AAM AAMA AAMVA AAN AAOL AAP AAPAC AAPC AAPEC AAPEX AAPS AAPTS AAR AARA AARDA AARN AARS AAS AASA AASHTO AASP AASRV AAT AATA AATC AAV AAV8 AAW AAWDC AAWF AAWT AAZ ABA ABAG ABAN ABARS ABB ABC ABCA ABCV ABD ABDC ABE ABEIVA ABFD ABG ABH ABHP ABI ABIAUTO ABK ABL ABLS ABM ABN ABO ABOT ABP ABPV ABR ABRAVE ABRN ABRS ABS ABSA ABSBSC ABSL ABSS ABSSL ABSV ABT ABTT -
ECCAIRS 4.2.8 Data Definition Standard
ECCAIRS 4.2.8 Data Definition Standard Aircraft make/models The ECCAIRS 4 aircrafts are based on ICAO's ADREP 2000 taxonomy. They have been organised at three hierarchical levels. Note that for ATM purposes there is a separate table 'Aircraft Type Designators' 17 September 2010 Page 1 of 157 ECCAIRS 4 Aircrafts : Flight Operations Data Definition Standard 12950000 129500100 A109 POWER (GRAND, LUH) 129500200 A119 KOALA A119 KOALA 129500300 A129 A129 129500400 EH-101 EH101 Merlin Joint Supporter A.V.ROE & COMPANY (UNITED KINGDOM) 7130000 71300100 504, REPLICA 71300200 594, 616 AVIAN 71300300 621 TUTOR 71300400 652 ANSON 71300500 683 LANCASTER 71300600 696 SHACKLETON 71300700 748 (C-91) 71301000 RJ-100 AVROLINER 71300800 RJ-70 AVROLINER 71300900 RJ-85 AVROLINER A/C INDUSTRIES - CANADA 640000 6400100 JOBMASTER 6499900 UNKNOWN AAC AMPHIBIAN AIRPLANES OF CANADA (CANADA) 100000 1000100 SEASTAR AB RADAB (SWEDEN) 11100000 111000100 WINDEX AB Sportine Aviacija (Lithuania) 13710000 137100100 LAK-17AT 137100200 LAK-19T 137100300 LAK-20M ABS AIRCRAFT (GERMANY) 120000 1200100 RF-9 ABS AIRCRAFT AG 130000 (SWITZERLAND) 1300100 RF-9 ACE 010000 100100 BABY ACE MODEL D 100200 JUNIOR ACE 100300 STALLION, SUPER STALLION 199900 UNKNOWN ACRO SPORT 090000 900100 ACRO-SPORT I 900200 ACRO-SPORT II 900300 BIPLANE 900400 NESMITH COUGAR 17 September 2010 Page 2 of 157 ECCAIRS 4 Aircrafts : Flight Operations Data Definition Standard 900500 POBER JUNIOR ACE 900600 POBER P-9 (PIXIE) 900700 POBER SUPER ACE 900800 SUPER ACRO-SPORT AD AEROSPACE LTD (UNITED KINGDOM) 160000 1600100 T-211 ADAM 020000 200100 RA-14 LOISIRS 200200 RA-15 MAJOR; RA-151 200300 RA-17 299900 UNKNOWN ADAM AIRCRAFT INDUSTRIES (UNITED STATES) 170000 1700300 A-500 The Adam A500 is a six-seat civil utility aircraft that was produced by Adam Aircraft Industries. -

13 - 15 Giugno 2019 Fiera Bergamo
Poste Italiane S.p.a. – Spedizione in Abbonamento Postale – 70% LOM/MI/4441 Anno X n. 1 Gennaio/Febbraio 2019 SUBCONTRACTING · ZULIEFER · SOUS TRAITANCE · SUBCONTRATACION ZOOM: REPORT: REPORT: TECNOLOGIA: Keep-Nut® di Specialinsert® Emilia-Romagna, prima LAMIERA, Robot FANUC protagonista negli USA regione per crescita evento in espansione programmati da tablet 13 - 15 GIUGNO 2019 FIERA BERGAMO 1° SALONE DELLA TORNITURA - BERGAMO La Vostra torneria opera nel campo della componentistica per rubinetteria, medicale, dentale, fl ange, ingranaggi, minuterie tornite, trattamenti di superfi cie...? Show Partecipate alla prima fiera italiana dedicata al mondo della tornitura! www.tornitura.show Richiedi informazioni per partecipare/visitare a: [email protected] Un evento: www.mtm-subfornitura.it Calvi Spa Via IV Novembre, 2 23807 Merate (LC) ITALIA [email protected] www.calvi.it SIDERVAL_adv_2018_MTMsubfornitura.indd 1 21/12/17 12:57 Via XI settembre, 16 - 21052 Busto Arsizio (VA) Tel. +39 0331 774377 Fax +39 0331 316000 E-mail: [email protected] Internet: http://www.provex.it ANODIZZAZIONE ALLUMINIO LAVORAZIONI MECCANICHE ALUMINIUM ANODIZING MACHINING La barca che vince ha lo stesso vento delle altre, ha solo un equipaggiamento migliore. The boat that wins has the same wind as the others, but it is better equipped. Consegne in 24 ore 24 hours deliveries FUSIONI CASTINGS PRESSOFUSIONI DIE CASTINGS LEGHE SPECIALI SPECIAL ALLOYS Dimensione impianto Plant dimensions mt. L.7,30 x H.1,50 x P.0,70 mt. L.7,30 x H.1,50 x D.0,70 FRESATURA ·· FORATURA MILLING -

ANFIA Associazione Nazionale Filiera Industria Automobilistica
INFORMAZIONE PROMOZIONALE ANFIA Associazione Nazionale Filiera Industria Automobilistica - Aziende Eccellenti Automotive COBO Spa rende le macchine semplici e affi dabili ANFIA ha la mission di sostenere la competività del settore automotive AEBI SCHMIDT ITALIA: partner ideale per lo Un gruppo di aziende, tutte leader nel proprio settore spazzamento stradale e lo sgombero neve L’industria automobilistica spes- ad un PC, PDA (iOS o Android), Nata a Torino nel 1912, offre servizi alle 260 aziende associate tra cui molte leader nel mondo Aebi Schmidt italia Srl è la fi liale so ha dimostrato che tutte le tec- per il monitoraggio o la modifi ca italiana del gruppo svizzero tede- nologie hanno una maggiore pro- di parametri. In questo modo è ANFIA - Associazione Nazionale Filiera Industria Automobilistica la competitività, la crescita sui mercati esteri e l’integrazione nei sco Aebi Schmidt che vanta un babilità di essere accettate dal possibile concentrare in un unico - è una delle maggiori Associazioni di categoria che aderiscono a sistemi di mobilità attraverso relazioni con le istituzioni nazionali e fatturato di oltre 310 milioni con mercato se soddisfano due requi- dispositivo - come ad esempio CONFINDUSTRIA e svolge da oltre 100 anni il ruolo di portavoce internazionali, attività di networking, di partecipazione a comitati 1350 dipendenti e 12 fi liali euro- siti: migliorare le condizioni di tutti un cruscotto - molte connessio- delle aziende italiane che operano ai massimi livelli nei settori della tecnico-normativi, di studio e analisi pee. Aebi Schmidt è il fornitore e devono essere facili da utilizza- ni BT e provvedere alla gestione costruzione, trasformazione ed equipaggiamento degli autoveicoli del settore, di formazione e consu- leader di tecnologie e macchinari zatrici stradali, lame sgombra- re. -
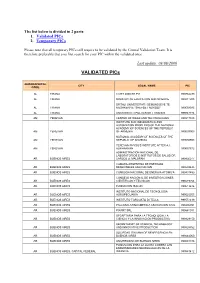
The List Below Is Divided in 2 Parts: 1
The list below is divided in 2 parts: 1. Validated PICs 2. Temporary PICs Please note that all temporary PICs still require to be validated by the Central Validation Team. It is therefore preferable that you first search for your PIC within the validated ones. Last update: 08/08/2008 VALIDATED PICs GEOGRAPHICAL CITY LEGAL NAME PIC CODE AL TIRANA CIVET 2000 SH.P.K 999784239 AL TIRANA MINISTRY OF EDUCATION AND SCIENCE 999811205 SPITALI UNIVERSITAR I SEMUNDJEVE TE AL TIRANA MUSHKERIVE "SHEFQET NDROQI" 999558035 AL TIRANA UNIVERSITETI POLITEKNIK I TIRANES 999847774 AM YEREVAN CENTER OF IDEAS AND TECHNOLOGIES 999917323 INSTITUTE FOR INFORMATICS AND AUTOMATION PROBLEMS OF THE NATIONAL ACADEMY OF SCIENCES OF THE REPUBLIC AM YEREVAN OF ARMENIA 999639903 NATIONAL ACADEMY OF SCIENCES OF THE AM YEREVAN REPUBLIC OF ARMENIA 999586553 YEREVAN PHYSICS INSTITUTE AFTER A.I. AM YEREVAN ALIKHANYAN 999637672 ADMINISTRACION NACIONAL DE LABORATORIOS E INSTITUTOS DE SALUD DR. AR BUENOS AIRES CARLOS G. MALBRAN 999830217 CAMARA ARGENTINA DE ENERGIAS AR BUENOS AIRES RENOVABLES ASOCIACION 998639445 AR BUENOS AIRES COMISION NACIONAL DE ENERGIA ATOMICA 999431450 CONSEJO NACIONAL DE INVESTIGACIONES AR BUENOS AIRES CIENTIFICAS Y TECNICAS 998619754 AR BUENOS AIRES FUNDACION ISALUD 999613616 INSTITUTO NACIONAL DE TECNOLOGIA AR BUENOS AIRES AGROPECUARIA 999525055 AR BUENOS AIRES INSTITUTO TORCUATO DI TELLA 999551439 AR BUENOS AIRES PALLIUM LATINOAMERICA ASOCIACION CIVIL 998806091 AR BUENOS AIRES PIXART SRL 999681031 SECRETARIA PARA LA TECNOLOGIA, LA AR BUENOS AIRES CIENCIA Y LA INNOVACION PRODUCTIVA 999829150 SECRETARIAT OF SCIENCE, TECHNOLOGY AR BUENOS AIRES AND INNOVATIVE PRODUCTION 999828762 SOCIEDAD ITALIANA DE BENEFICENCIA EN AR BUENOS AIRES BUENOS AIRES 999444060 AR BUENOS AIRES UNIVERSIDAD DE BUENOS AIRES 999881336 FUNDACION PARA LA LUCHA CONTRA LAS ENFERMEDADES NEUROLOGICAS DE LA AR BUENOS AIRES. -
Nuovi Orizzonti Manageriali Donne Al Timone Per La Ripresa Del Paese Osservatorio
NUOVI ORIZZONTI MANAGERIALI DONNE AL TIMONE PER LA RIPRESA DEL PAESE OSSERVATORIO I RAPPORTI NUOVI ORIZZONTI MANAGERIALI DONNE AL TIMONE PER LA RIPRESA DEL PAESE NUOVI ORIZZONTI MANAGERIALI | DONNE AL TIMONE PER LA RIPRESA DEL PAESE INDICE PREFAZIONE PAG 4 RINGRAZIAMENTI 6 OSSERVATORIO 4.MANAGER 7 INTRODUZIONE 8 EXECUTIVE SUMMARY 10 1. GENDER PARITY | ANALISI DI SCENARIO PRE EMERGENZA COVID-19 20 1.1 PER UNA DEFINIZIONE DI INCLUSIONE E DIVERSITÀ 22 1.2 ORIGINE ED EVOLUZIONE NORMATIVA DELLE MISURE E POLITICHE A SUPPORTO DELLA PARITÀ E DELLE DIVERSITÀ 23 1.3 I PRINCIPALI ATTORI 38 1.4 INCLUSION & DIVERSITY MANAGEMENT NEL SISTEMA IMPRESE 41 1.5 CONOSCERE E MISURARE LA PARITÀ DI GENERE IN ITALIA E IN EUROPA 47 1.6 GENDER GAP: LE DONNE MANAGER 66 1.7 GENDER GAP: RAPPORTI PERIODICI SULLA SITUAZIONE DEL PERSONALE MASCHILE E FEMMINILE BIENNIO 2018 | 2019 ‒ FOCUS DI RICERCA AD HOC 74 ANAGRAFICHE DI IMPRESA 78 LAVORATORI OCCUPATI | 2018-2019 80 ENTRATE 2019 85 USCITE 2019 88 ENTRATE-USCITE 2019 91 PROMOZIONI 2019 93 FORMAZIONE 2019 96 ORE FORMAZIONE 2019 101 RETRIBUZIONI ANNUE 2019 105 2. IL POST COVID-19: NUOVI SCENARI DI GENERE E THINK4WOMENMANAGERNETWORK, LA COMMUNITY DI OPEN INNOVATION 112 2.1 NUOVI SCENARI DI GENERE 114 2.2 PRESENTAZIONE DELLA PIATTAFORMA DI INCONTRO, ASCOLTO E DIALOGO CON LA MANAGERIALITÀ FEMMINILE E LE IMPRESE 123 3. LA SITUAZIONE DELLE IMPRESE | PROBLEMATICHE, SFIDE E OPPORTUNITÀ 126 3.1 COVID-19: ACCELERATORE DEI PROCESSI DI IMPRESA 128 3.1.1 LA RISPOSTA AL CAMBIAMENTO TRA SOPRAVVIVENZA, RILANCIO E INNOVAZIONE 128 3.1.2