An Optimized LEED's Green FAB at TSMC
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Representative Legal Matters Mark W.C
Representative Legal Matters Mark W.C. Tu Represented KKR in relation to its proposed buyout of Yageo Corporation. Represented Advanced Semiconductor Engineering Inc. in its acquisition of 100 percent shares of PowerASE Technology by way of tender offer and merger. Represented Morgan Stanley, the financial advisor to Polaris Securities Corporation, in relation to its share swap with Yuanta Financial Holding Company. Represented MediaTek Inc. for acquisition of 100 percent of outstanding shares of Ralink Technology Corporation by way of a share swap. Represented Chimei Optoelectronics Corporation in relation to its merger with Innolux Corporation. Represented Morgan Stanley, the financial advisor to Taiwan International Securities Corporation (TISC), in relation to the sale of all issued and outstanding shares of TISC to Capital Securities Corporation by way of a tender offer followed by a merger. Represented E.Sun Commercial Bank in its general business and asset assumption from Chu Nan Co-operative Credit Association. Represented Prime View International Co., Ltd. in relation to its acquisition of E. Ink Corporation by way of a share exchange. Represented Morgan Stanley Private Equity in its acquisition of a stake in CTCI Corporation. Representing WIN Semiconductors Corporation in relation to its issuance of global depositary receipts. Represented E.Sun Financial Holding Company. in relation to its issuance of global depositary receipts. Represented Cathay Financial Holding Company in relation to its issuance of European convertible bonds. Represented Chunghwa Telecom Co., Ltd. in relation to its Form 20-F filing submitted to the U.S. Securities and Exchange Commission. Represented Pegatron Corporation in relation to its issuance of European convertible bonds. -

Taiwan's Top 50 Corporates
Title Page 1 TAIWAN RATINGS CORP. | TAIWAN'S TOP 50 CORPORATES We provide: A variety of Chinese and English rating credit Our address: https://rrs.taiwanratings.com.tw rating information. Real-time credit rating news. Credit rating results and credit reports on rated corporations and financial institutions. Commentaries and house views on various industrial sectors. Rating definitions and criteria. Rating performance and default information. S&P commentaries on the Greater China region. Multi-media broadcast services. Topics and content from Investor outreach meetings. RRS contains comprehensive research and analysis on both local and international corporations as well as the markets in which they operate. The site has significant reference value for market practitioners and academic institutions who wish to have an insight on the default probability of Taiwanese corporations. (as of June 30, 2015) Chinese English Rating News 3,440 3,406 Rating Reports 2,006 2,145 TRC Local Analysis 462 458 S&P Greater China Region Analysis 76 77 Contact Us Iris Chu; (886) 2 8722-5870; [email protected] TAIWAN RATINGS CORP. | TAIWAN'S TOP 50 CORPORATESJenny Wu (886) 2 872-5873; [email protected] We warmly welcome you to our latest study of Taiwan's top 50 corporates, covering the island's largest corporations by revenue in 2014. Our survey of Taiwan's top corporates includes an assessment of the 14 industry sectors in which these companies operate, to inform our views on which sectors are most vulnerable to the current global (especially for China) economic environment, as well as the rising strength of China's domestic supply chain. -

This Version of Au Optronics Corp's Form 20-F, As
NOTE: THIS VERSION OF AU OPTRONICS CORP’S FORM 20-F, AS FILED WITH THE UNITED STATES SECURITIES AND EXCHANGE COMMISSION (“SEC”) ON HTML FORMAT ON MAY 3, 2011, HAS BEEN CONVERTED FROM HTML BACK TO MICROSOFT WORD. PLEASE VISIT THE SEC’S WEBSITE AT www.sec.gov FOR THE FILED VERSION OF AU OPTRONICS CORP’S FORM 2O-F, INCLUDING THE EXHIBITS. WorldReginfo - b24d0578-faa5-4ed6-8a00-edfe430d82e2 UNITED STATES SECURITIES AND EXCHANGE COMMISSION Washington, D.C. 20549 FORM 20-F (Mark One) REGISTRATION STATEMENT PURSUANT TO SECTION 12(b) OR (g) OF THE SECURITIES EXCHANGE ACT OF 1934 OR ANNUAL REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the fiscal year ended December 31, 2010 OR TRANSITION REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the transition period from ________________ to ________________ OR SHELL COMPANY REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 Date of event requiring this shell company report ________________ Commission file number: 001-31335 (Exact name of Registrant as specified in its charter) AU OPTRONICS CORP. TAIWAN, REPUBLIC OF CHINA (Translation of Registrant’s name into English) (Jurisdiction of incorporation or organization) 1 LI-HSIN ROAD 2 HSINCHU SCIENCE PARK HSINCHU, TAIWAN REPUBLIC OF CHINA (Address of principal executive offices) Andy Yang 1 Li-Hsin Road 2 Hsinchu Science Park Hsinchu, Taiwan Republic of China Telephone No.: +886-3-500-8800 Facsimile No.: +886-3-564-3370 Email: [email protected] (Name, Telephone, Email and/or Facsimile number and Address of Company Contact Person) Securities registered or to be registered pursuant to Section 12(b) of the Act. -

Albert Shih ASSOCIATE
Albert Shih ASSOCIATE Litigation Palo Alto [email protected] 650-849-3022 FOCUS AREAS EXPERIENCE Albert Shih is an associate in the Palo Alto office of Wilson Sonsini Goodrich & Rosati, Litigation where his practice focuses on intellectual property litigation and counseling. He has litigated Patent Litigation more than 25 patent cases before federal district courts, the International Trade Commission, and Judicial Arbitration and Mediation Services, including a $31 million judgment obtained for his client in the field of telecommunication protocol. He also regularly advises clients on company intellectual property strategy, technology transactions, licensing negotiation, FRAND-rate setting for standard-essential patents, and patent prosecution matters. Prior to law school, Albert was a design engineer at Intel, where he taught courses at Intel University on chipset design. His field experience and knowledge allow him to understand and appreciate the unique business and technical perspective associated with leaders and innovators in the field of mobile telecommunication protocol, baseband processor, liquid crystal display, semiconductor fabrication, digital signal processors, digital receivers and tuners, image sensors, Internet security software, and various digital and analog circuit designs. Educated in Taiwan and Singapore in his early years, Albert is fluent in Mandarin Chinese. CREDENTIALS Education J.D., Loyola Law School, Los Angeles B.S., Electrical Engineering, University of Michigan, Ann Arbor Associations and Memberships Member, American Bar Association, Intellectual Property Section Member, American Intellectual Property Law Association Member, Asia Pacific Intellectual Property Association Member, International Trade Commission Trial Lawyer Association Honors Named to the 2015-2018 editions of the "Rising Stars" list published by Northern California Super Lawyers Admissions State Bar of California U.S. -

Taiwan's Outward Foreign Direct Investment
Taiwan’s Outward Foreign Direct Investment (OFDI) into the European Union Qualitative Report EIAS Report October 2018 Policy Analysis Qualitative Report 1 Table of Contents ACKNOWLEDGEMENTS ....................................................................................................................................3 LIST OF ABBREVIATIONS ..................................................................................................................................4 1 - INTRODUCTION ........................................................................................................................................ 5 2 - BARRIERS TO TRADE AND INVESTMENT .................................................................................................... 5 2.1 - LINGUISTIC AND CULTURAL BARRIERS.................................................................................................... 6 2.2 - LABOUR LAW AND LABOUR RELATIONS.................................................................................................. 6 2.3 - KNOWLEDGE OF INVESTMENT INCENTIVES............................................................................................. 6 2.4 - BUREAUCRACY AND VISAS...................................................................................................................... 7 2.5 - LACK OF REGULATORY CONVERGENCE.................................................................................................... 7 3 - BILATERAL AGREEMENTS OF TAIWAN ....................................................................................................... -

UNITED STATES INTERNATIONAL TRADE COMMISSION Washington, D.C
UNITED STATES INTERNATIONAL TRADE COMMISSION Washington, D.C. In the Matter of CERTAIN LIQUID CRYSTAL DISPLAY DEVICES, INCLUDING MONITORS, TELEVISIONS, MODULES, AND COMPONENTS THEREOF Investigation Nos. 337-TA-741/749 COMMISSION DETERMINATION NOT TO REVIEW AN INITIAL DETERMINATION TERMINATING THE INVESTIGATION AS TO U.S. PATENT NO. 6,121,941; TERMINATION OF INVESTIGATION AGENCY: U.S. International Trade Commission. ACTION: Notice. SUMMARY: Notice is hereby given that the U.S. International Trade Commission has determined not to review initial determinations ("ID") (Order No. 31) granting ajoint motion to terminate the above-captioned investigation with respect to U.S. Patent No. 6,121,941. The investigation is terminated in its entirety. FOR FURTHER INFORMATION CONTACT: Jia Chen, Office ofthe General Counsel, U.S. International Trade Commission, 500 E Street, S.W., Washington, D.C. 20436, telephone (202) 708-4737. Copies of non-confidential documents filed in connection with this investigation are or will be available for inspection during official business hours (8:45 a.m. to 5:15 p.m.) in the Office ofthe Secretary, U.S. International Trade Commission, 500 E Street, S.W., Washington, D.C. 20436, telephone (202) 205-2000. General information concerning the Commission may also be obtained by accessing its Internet server at http://www, usitc. gov. The public record for this investigation may be viewed on the Commission's electronic docket (EDIS) at http://edis. usitc. gov. Hearing-impaired persons are advised that information on this matter can be obtained by contacting the Commission's TDD terminal on (202) 205-1810. SUPPLEMENTARY INFORMATION: The Commission instituted Inv. -

This Version of Au Optronics Corp's Form 20-F, As
NOTE: THIS VERSION OF AU OPTRONICS CORP’S FORM 20-F, AS FILED WITH THE UNITED STATES SECURITIES AND EXCHANGE COMMISSION (“SEC”) ON HTML FORMAT ON MARCH 21, 2016, HAS BEEN CONVERTED FROM HTML BACK TO MICROSOFT WORD. PLEASE VISIT THE SEC’S WEBSITE AT www.sec.gov FOR THE FILED VERSION OF AU OPTRONICS CORP’S FORM 2O-F, INCLUDING THE EXHIBITS. WorldReginfo - abec82fc-d68f-4cd7-bd57-1c650be1bbc6 UNITED STATES SECURITIES AND EXCHANGE COMMISSION WASHINGTON, D.C. 20549 FORM 20-F (Mark One) REGISTRATION STATEMENT PURSUANT TO SECTION 12(b) OR (g) OF THE SECURITIES EXCHANGE ACT OF 1934 OR ANNUAL REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the fiscal year ended December 31, 2015 OR TRANSITION REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the transition period from to OR SHELL COMPANY REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 Date of event requiring this shell company report Commission file number: 001-31335 (Exact name of Registrant as specified in its charter) AU OPTRONICS CORP. TAIWAN, REPUBLIC OF CHINA (Translation of Registrant’s name into English) (Jurisdiction of incorporation or organization) 1 LI-HSIN ROAD 2 HSINCHU SCIENCE PARK HSINCHU, TAIWAN REPUBLIC OF CHINA (Address of principal executive offices) Benjamin Tseng Chief Financial Officer 1 Li-Hsin Road 2 Hsinchu Science Park Hsinchu, Taiwan Republic of China Telephone No.: +886-3-500-8800 Facsimile No.: +886-3-564-3370 Email: [email protected] (Name, Telephone, Email and/or Facsimile number and Address of Company Contact Person) Securities registered or to be registered pursuant to Section 12(b) of the Act. -
2019 Public Supplier List
2019 Public Supplier List The list of suppliers includes original design manufacturers (ODMs), final assembly, and direct material suppliers. The volume and nature of business conducted with suppliers shifts as business needs change. This list represents a snapshot covering at least 95% of Dell’s spend during fiscal year 2020. Corporate Profile Address Dell Products / Supplier Type Sustainability Site GRI Procurement Category Compal 58 First Avenue, Alienware Notebook Final Assembly and/ Compal YES Comprehensive Free Trade Latitude Notebook or Original Design Zone, Kunshan, Jiangsu, Latitude Tablet Manufacturers People’s Republic Of China Mobile Precision Notebook XPS Notebook Poweredge Server Compal 8 Nandong Road, Pingzhen IoT Desktop Final Assembly and/ Compal YES District, Taoyuan, Taiwan IoT Embedded PC or Original Design Latitude Notebook Manufacturers Latitude Tablet Mobile Precision Notebook Compal 88, Sec. 1, Zongbao Inspiron Notebook Final Assembly and/ Compal YES Avenue, Chengdu Hi-tech Vostro Notebook or Original Design Comprehensive Bonded Zone, Manufacturers Shuangliu County, Chengdu, Sichuan, People’s Republic of China Public Supplier List 2019 | Published November 2020 | 01 of 40 Corporate Profile Address Dell Products / Supplier Type Sustainability Site GRI Procurement Category Dell 2366-2388 Jinshang Road, Alienware Desktop Final Assembly and/ Dell YES Information Guangdian, Inspiron Desktop or Original Design Xiamen, Fujian, People’s Optiplex All in One Manufacturers Republic of China Optiplex Desktop Precision Desktop -
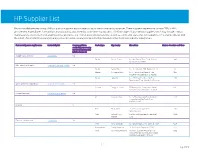
HP Supplier List
HP Supplier List Below is an alphabetized listing of HP production suppliers and information about their sustainability practices. These suppliers represent more than 95% of HP’s procurement expenditures for materials, manufacturing, and assembly at the time of publication. This list includes final assembly suppliers, which may include contract manufacturers, electronic manufacturing service providers, and original design manufacturers, as well as commodity and component suppliers. HP is sharing this list with the intent of promoting transparency and progress in raising social and environmental standards in the electronics industry supply chain. Final assembly parent supplier name Sustainability link Company publishes Product type City, Country Site address Number of workers on HP lines sustainability report using the Global Reporting (GRI) Initiative framework AU Optronics Corporation Sustainability Yes Display Suzhou, China No. 398, Suhong Zhong Road, Suzhou 890 Industrial Park, 215021 BOE Technology Group Co. Corporate Social Responsibility Yes Display Beijing, China No.118 Jinghaiyilu, BDA, Beijing, 100176 50 Display Chongqing, China No. 7, Yunhan Road, Shuitu Hi Tech 950 Industrial Park, Beibei District, 400700 Display Hefei, China No.2177, Great East Road, Xin Zhan 150 Development Zone, Hefei, An Hui Province Cheng Uei Precision Industry Co. Corporate Responsibility Yes Scanner Dongguan, China FIT Industry Park, Yinhe Industrial Area, 1013 Qingxi, Dongguan Guangdong Province Compal Electronics Sustainable Development Yes PC Kunshan, -
UMC IS... Spokesman Fab 8E Chitung Liu No
United Microelectronics Corporation 2001 Annual Report United Microelectronics Corporation 2001 Annual Report UMC IS... Spokesman Fab 8E Chitung Liu No. 17, Li-Hsin Rd. Investor Relations Division Director Science-Based Industrial Park 886 (2) 2700 6999 Hsin-Chu City, Taiwan 300, R.O.C. [email protected] 886 (3) 567 9797 Deputy Spokesman Fab 8F Sandy Yen No. 3, Li-Hsin Rd. VI Senior Manager of the Chairman Science-Based Industrial Park Office Hsin-Chu City, Taiwan 300, R.O.C. 886 (2) 2700 6999 886 (3) 578 2258 [email protected] Fab 12A Louis Chien No. 18, Nan-Ke Rd. II Director of Finance Division Science-Based Industrial Park 886 (2) 2700 6999 Hsin-Shi, Tainan County [email protected] Taiwan 744, R.O.C. 886 (6) 505 4888 Main Office No. 3, Li-Hsin Rd. II Securities Dealing Institute Science-Based Industrial Park National Securities Corp. Hsin-Chu City, Taiwan 300, R.O.C. 3F, No. 53, Po-Ai Rd. 886 (3) 578 2258 Taipei, Taiwan 100, R.O.C. 886 (2) 2381 6288 www.nsc.com.tw Taipei Office 3F, No. 76, Sec. 2, Tunhwa S. Rd. Taipei, Taiwan 106, R.O.C. ADR Depositary and Registrar 886 (2) 2700 6999 Citibank, N.A. Fab 6A Depositary Receipts Services 111 Wall Street, 20F, Zone 7 No. 10, Innovation Rd. I New York, NY 10005, U.S.A. Science-Based Industrial Park 1 (877) 248 4237 (Toll-free) Hsin-Chu County, Taiwan 300, R.O.C. 1 (201) 324 3284 886 (3) 578 2259 Fab 8A Stockholder Service Representatives are available Monday through Friday, No. -

Federal Register/Vol. 77, No. 64/Tuesday, April 3, 2012/Notices
Federal Register / Vol. 77, No. 64 / Tuesday, April 3, 2012 / Notices 20047 fail or refuse to sign their return receipt, Washington entitled Certain Computer and and parties who receive a copy of the T. 22 N., R. 11 W., accepted March 22, 2012 Computer Peripheral Devices and decision by regular mail which is not ADDRESSES: A copy of the plats may be Components Thereof and Products certified, return receipt requested, shall obtained from the Land Office at the Containing the Same, DN 2889; the have until May 3, 2012 to file an appeal. Bureau of Land Management, Oregon/ Commission is soliciting comments on 2. Parties receiving service of the Washington State Office, 333 SW. 1st any public interest issues raised by the decision by certified mail shall have 30 Avenue, Portland, Oregon 97204, upon complaint or complainant’s filing under days from the date of receipt to file an required payment. A person or party section 210.8(b) of the Commission’s appeal. who wishes to protest against a survey Rules of Practice and Procedure (19 CFR 3. Notices of appeal transmitted by must file a notice that they wish to 210.8(b)). electronic means, such as facsimile or protest (at the above address) with the FOR FURTHER INFORMATION CONTACT: email, will not be accepted as timely Oregon/Washington State Director, James R. Holbein, Secretary to the filed. Bureau of Land Management, Portland, Commission, U.S. International Trade Parties who do not file an appeal in Oregon. Commission, 500 E Street SW., accordance with the requirements of 43 FOR FURTHER INFORMATION CONTACT: Kyle Washington, DC 20436, telephone (202) CFR part 4, subpart E, shall be deemed Hensley, (503) 808–6124, Branch of 205–2000. -

FTSE TWSE Taiwan 50
2 FTSE Russell Publications 19 August 2021 FTSE TWSE Taiwan 50 Indicative Index Weight Data as at Closing on 30 June 2021 Constituent Index weight (%) Country Constituent Index weight (%) Country Constituent Index weight (%) Country Advantech 0.47 TAIWAN First Financial Holding 0.76 TAIWAN Realtek Semiconductor 0.8 TAIWAN Airtac International Group 0.53 TAIWAN Formosa Chemicals & Fibre 0.97 TAIWAN Shanghai Commercial & Savings Bank 0.49 TAIWAN ASE Technology Holding 1.28 TAIWAN Formosa Petrochemical 0.48 TAIWAN Silergy 0.78 TAIWAN Asia Cement 0.39 TAIWAN Formosa Plastics Corp 1.67 TAIWAN Taishin Financial Holdings 0.53 TAIWAN Asustek Computer Inc 0.87 TAIWAN Fubon Financial Holdings 1.81 TAIWAN Taiwan Cement 0.88 TAIWAN AU Optronics 0.66 TAIWAN Hon Hai Precision Industry 4.45 TAIWAN Taiwan Cooperative Financial Holding 0.68 TAIWAN Cathay Financial Holding 1.48 TAIWAN Hotai Motor 0.65 TAIWAN Taiwan Mobile 0.56 TAIWAN Chailease Holding 0.85 TAIWAN Hua Nan Financial Holdings 0.59 TAIWAN Taiwan Semiconductor Manufacturing 47.57 TAIWAN Chang Hwa Commercial Bank 0.35 TAIWAN Largan Precision 1.06 TAIWAN Uni-president Enterprises 1.17 TAIWAN China Steel 1.63 TAIWAN MediaTek 4.74 TAIWAN United Microelectronics 2.06 TAIWAN Chunghwa Telecom 1.44 TAIWAN Mega Financial Holding 1.19 TAIWAN Wan Hai Lines 1.19 TAIWAN CTBC Financial Holding 1.37 TAIWAN Nan Ya Plastics 1.56 TAIWAN Yageo 0.85 TAIWAN Delta Electronics 2.18 TAIWAN Nan Ya Printed Circuit Board 0.27 TAIWAN Yang Ming Marine Transport 0.91 TAIWAN E.Sun Financial Holding 1.05 TAIWAN Nanya Technology 0.22 TAIWAN Yuanta Financial Holding 1.04 TAIWAN Evergreen Marine 1.71 TAIWAN Novatek Microelectronics 0.95 TAIWAN Far Eastern New Century Corporation 0.42 TAIWAN Pegatron 0.47 TAIWAN Far EasTone Telecommunications 0.34 TAIWAN President Chain Store 0.49 TAIWAN Feng TAY Enterprise 0.36 TAIWAN Quanta Computer 0.78 TAIWAN Source: FTSE Russell 1 of 2 19 August 2021 Data Explanation Weights Weights data is indicative, as values have been rounded up or down to two decimal points.