TAG June 18 2009 Making a Froe Essentials
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
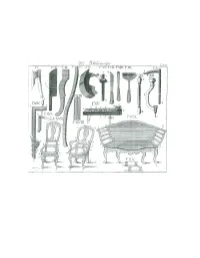
Tools of the Cabinetmaker, but Also Like the Cartwright, the Hatchet (Handbeil) and the Drawknife (Schneidemesser)
CHAPTER FIVE The Chairmaker The chairmaker bears the name in common with English chairmakers presumably because his trade is originally transplanted from England to Germany, or because several types of chairs that are made in his workshop have been common first in England. In the making of chairs, the settee (Canape), and sofa, he wields not only the plane and other tools of the cabinetmaker, but also like the cartwright, the hatchet (Handbeil) and the drawknife (Schneidemesser). I. In most regions, and especially in the German coastal cities, chairmakers make their chairs out of red beech wood, in Magdeburg out of linden wood, and in Berlin out of serviceberry wood (Elsenholz). Red beech is lacking in our area, and the cabinetmaker, who before the arrival to Berlin of chairmakers that made wooden chair frames, chose therefore serviceberry wood in place of red beech. Likewise the chairmakers, when they arrived in Berlin, found that circumstances also compelled them to build their chairs out of serviceberry wood. If the customer explicitly requires it, and will pay especially for it, they sometimes build chairs out of walnut, plum wood, pearwood, and mahogany wood, and for very distinguished and wealthy persons out of cedarwood. The chairmaker obtains the serviceberry wood partly in boards that are one to five inches thick and partly in logs. The farmer in the [town of] Mark Brandenburg brings this wood, partly in logs and also in boards, to Berlin to sell, but the strongest and best comes from Poland. If the wood has not sufficiently dried when purchased by the chairmaker it must stay some time longer and properly dry. -

Atlas Saw & Tool Technology
ATLAS SAW & TOOL TECHNOLOGY A SUBSIDIARY OF THE FLETCHER-TERRY COMPANY, LLC 888.484.1488 Picture Framing Blades SOFTWOOD | HARDWOOD | MDF | ALUMINUM FRAMES HARD AND SOFT WOOD - Our 4+1 saws tooth design is perfectly engineered for all hard and soft wood mouldings – plus all composite materials – to produce a smooth, chip free edge. This market-exclusive blade design and geometry is only available through Atlas Saw & Tool. MDF - With foil wrapped mouldings, our unique sheer face design makes this an excellent blade of choice for cutting MDF materials. POLYSTYRENE - Our hollow face design is specifically manufactured to cut polystyrene picture frame mouldings and is engineered to eliminate melted burr formation and reduce residue buildup. ALUMINUM - Using a series of saw blades with special grade of carbide and unique tooth geometry, this design is ideally suited for cutting thin walled aluminum picture frame mouldings. Suited for dry cut processing or use with mist coolant, depending on frame thickness. Engineered Plastic Blades ACRYLIC | MECHANICAL PLASTICS | PHENOLIC | FOAM BOARD ACRYLIC - Acrylic RV saw blades are engineered to reduce chipping on thin acrylic sheets and have a unique grind pattern that reduces heat and prevents melting. MECHANICAL PLASTICS - Atlas’ mechanical plastic saw blades have a unique tooth geometry design that allows for a smooth, easy cut on ultra-low melt plastics, such as nylon, polypropylene, UHMW and HDPE. PHENOLIC - Our phenolic blade design has a modified ATB grind that is ideal for cutting difficult engineered materials like paper, linen and canvas. Filled phenolic blades have a diamond grit specially designed for all grades and thicknesses of material. -

Two New Knife Kits from Hock Tools! the 8" Slicing/Carving Knife Kit
S H A R P & T O T H E P O I N T The Hock Tools Newsletter In-the-Spotlight: 2 New Knife Kits from Issue #3 / 2 0 1 5 Two New Knife Kits from Hock Tools! The 8" Slicing/Carving Knife Kit 8" Slicing/Carving Knife Kit, #KS800, $50.00 & The 8" Chef’s Knife Kit 8" Chef’s Knife Kit, #KC800, $70.00 While stainless steel cutlery can be handy, nothing cuts better in the kitchen than high-carbon tool steel. Top quality, high- carbon tool steel makes a superior cutting tool in the kitchen. Hock Tools kitchen knife kits are made from 01 tool steel, the same steel we’ve been using for decades in our plane blades, and in the knives in our own kitchen. Yes, the knife blade above is from the same steel at the same hardness that you’ve come to value and to rely on in Hock Tools woodworking blades. As a woodworker, you will appreciate how easily our new knife blade sharpens and how sharp it can get in your own kitchen. Remember that a little care will help prevent corrosion. Wash and dry after each use. Never put your knife in the dishwasher. Hone as necessary, and your new knife will be treasured for gen- erations. Begin with one, or both of these blanks. A complete set of instructions plus three pins to attach your handle are included. Top: 8" Slicing/ Carving Knife Kit, #KS800, $50.00 Bottom: 8" Chef’s Knife Kit, #KC800, $70.00 Although full instructions come with your kit, you can also find Hock Tools’ knife kit instructions on the Hock Tools website. -

Code of Practice for Wood Processing Facilities (Sawmills & Lumberyards)
CODE OF PRACTICE FOR WOOD PROCESSING FACILITIES (SAWMILLS & LUMBERYARDS) Version 2 January 2012 Guyana Forestry Commission Table of Contents FOREWORD ................................................................................................................................................... 7 1.0 INTRODUCTION ...................................................................................................................................... 8 1.1 Wood Processing................................................................................................................................. 8 1.2 Development of the Code ................................................................................................................... 9 1.3 Scope of the Code ............................................................................................................................... 9 1.4 Objectives of the Code ...................................................................................................................... 10 1.5 Implementation of the Code ............................................................................................................. 10 2.0 PRE-SAWMILLING RECOMMENDATIONS. ............................................................................................. 11 2.1 Market Requirements ....................................................................................................................... 11 2.1.1 General .......................................................................................................................................... -

An Evaluation of Modern Day Kitchen Knives: an Ergonomic and Biomechanical Approach Olivia Morgan Janusz Iowa State University
Iowa State University Capstones, Theses and Graduate Theses and Dissertations Dissertations 2016 An evaluation of modern day kitchen knives: an ergonomic and biomechanical approach Olivia Morgan Janusz Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/etd Part of the Biomechanics Commons, and the Engineering Commons Recommended Citation Janusz, Olivia Morgan, "An evaluation of modern day kitchen knives: an ergonomic and biomechanical approach" (2016). Graduate Theses and Dissertations. 14967. https://lib.dr.iastate.edu/etd/14967 This Thesis is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Graduate Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Evaluation of modern day kitchen knives: An ergonomic and biomechanical approach to design by Olivia Janusz A thesis submitted to the graduate faculty in partial fulfillment of the requirements for the degree of MASTER OF SCIENCE Major: Industrial Engineering Program of Study Committee: Richard Stone, Major Professor Michael Dorneich Stephanie Clark Iowa State University Ames, Iowa 2016 Copyright © Olivia Janusz, 2016. All rights reserved ii TABLE OF CONTENTS Page ACKNOWLEDGMENTS ………………………………. ....................................... iii ABSTRACT………………………………. ............................................................. -
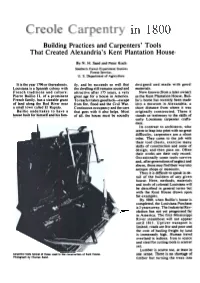
Building Practices and Carpenters' Tools That Created Alexandria's Kent Plantation House
Building Practices and Carpenters' Tools That Created Alexandria's Kent Plantation House By N. H. Sand and Peter Koch SouthernForest ExperimentStation Forest Service. U. S. Departmentof Agriculture I t is the year 1796or thereabouts. ily, and he succeeds so well that designed and made with good Louisiana is a Spanish colony with the dwelling still remains sound and materials. French traditions and culture. attractive after 175 years, a very Now known (from a later owner) Pierre Baillio II, of a prominent great age for a house in America. asthe Kent PlantationHouse, Bail- French family, has a sizeable grant To reach it takes good luck-escape lio's home has recently beenmade of land along the Red River near from fire, flood and the Civil War. into a museum in Alexandria, a a small town called EI Rapido. Continuous occupancy and the care short distance from where it was Baillio undertakes to have a that goes with it also helps. Most originally constructed. There it house built for himself and his fam- of all, the house must be soundly standsas testimony to the skins of early Louisiana carpenter crafts- men. In contrast to architects, who seemto leapinto print with no great difficulty, carpenters are a silent tribe. They come to the job with their tool chests, exercise many skins of construction and some of design, and then pass on. Often their works are their only record. Occasionally some tools survive and, after generationsof neglectand abuse,these may find their way int() antique shopsor museums. Thus it is difficult to speakin de- tail of the builders of any given house. -

Metal Cutting Band Saw Model Bs-280G
METAL CUTTING BAND SAW MODEL BS-280G Assembly & Operating manual 0 Table of contents Introduction……………………………………………………………………………………2 1. Accident prevention and safety instruction……………………………………………..3 1.1 Advice for the operator…………………………………………………………………..3 1.2 The electric equipments according to European Standard “2006/42/EC” which some integrating modifications……………………………………………………………..3 1.3 Emergencies according to European Standard “2006/42/EC”………………………4 2. Description of machine…………………………………………………………………...4 2.1 Description of machine and its components ………………………………………….4 2.2 Intended and unsuitable uses of the machine………………………………………...4 3. Main technical date………………………………………………………………..………4 4. Handling and transportation……………………………………………………………...5 5. Machine installation……………………………………………………………………….5 5.1 Machine check…………………………………………………………………………...5 5.2 Fastening of the machine……………………………………………………………….5 5.3 Saw blade assembly…………………………………………………………………….5 5.4 Electrical connection to the mains……………………………………………………..6 5.5 Cutting coolant…………………………………………………………………………...6 6. Machine start up and operation………………………………………………………….6 6.1 Operation………………………………………………………………………………....6 6.2 Cutting operation…………………………………………………………………………6 6.3 Special safety checks…………………………………………………………………...7 6.4 Measures to prevent residual risks…………………………………………………….7 7. Maintenance and repairs…………………………………………………………………8 7.1 General safety measures……………………………………………………………….8 7.2 Description of routine maintenance…………………………………………………....8 8. Information regarding environmental -

M18 FUEL™ Metal Saw New Product Launch
M18 FUEL™ Metal Saw New Product Launch Confidential Document Property of MILWAUKEE TOOL Brookfield, Wisconsin 53005 2682 2782 Discontinued (Use Up Stock) NEW FUEL WILL REPLACE PREVIOUS MODEL Confidential Document Property of MILWAUKEE TOOL Brookfield, Wisconsin 53005 M18 FUEL™ Metal Saw JAN FEB MAR APR MAY JUN JUL AUG SEP OCT NOV DEC Launch: Mar 27th 2017 FASTEST CUTTING FASTEST CUTTING . Faster cuts than any other cordless metal saw in its class . POWERSTATE™ Brushless Motor delivers maximum power under load LONGEST TOOL LIFE . POWERSTATE™ Brushless Motor delivers LONGEST TOOL LIFE longest motor life . REDLINK PLUS™ Intelligence protects tool from overload, increasing tool life . Durable hang hook reduces chance of large drops UP TO 370 CUTS IN EMT 370 CUTS IN ¾” EMT . REDLITHIUM™ XC5.0 Batteries deliver up to 40% more cuts than the competition UPC Item# Product Name 2782-20 M18 FUEL™ Metal Cutting Circular Saw- Bare 0045242502509 2782-22 M18 FUEL™ Metal Cutting Circular Saw - Kit 0045242502516 Confidential Document Property of MILWAUKEE TOOL Brookfield, Wisconsin 53005 5-7/8” METAL CIRCULAR SAW BLADE New 34T Ferrous Blade Pre-Order Date: Open Now Launch Ship Date: 3/15/2017 DRY CUTS METAL TECH™ DRY. COOL. CLEAN. DRY CUTS . Eliminates the need for lubricants, saving time and money COOL CUTS COOL CUTS . Reduces heat build-up in cut material, leaving material cool to the touch and able to be handled right away CLEAN CUTS . Eliminates burrs, leaving safer to handle material and CLEAN CUTS no need to clean up after cut THIN KERF DESIGN . -

Woodworking Saw Blades
Woodworking Saw Blades x Table of Contents – Section A Description Page AKE Series Saw Blades 29--37 A Saw Product Offerings & Options . 2 AKE Standard Thin Saws . 29 NAPGLADU Standard Saw Blades xx-xx AKE SuperSILENT Saws . 30 B Flat Top Rip Cut . 5 AKE Super Plus . 31-32 AKE Panel & Scoring Saws . 33-34 TCG Glue Joint Gang Rip Cut . 5 C TCG Solid Surface Cutting . 6 AKE Quick Reference Panel Saw Machines . 35-36 Flat Top Rip Cut . 7 Truss & Component Saw Blades . D Standard Flat Top Rip Cut . 7 Band Saw Blades 37-86 Heavy Duty Flat Top Rip Cut . 8 Ordering Instructions . 37 Flat Top Gang Rip Cut . 8 E Additional Charges . 38 TCG Gang Rip Cut . 8 TCG Glue Joint Gang Rip Cut . 9 NAPGLADU Custom Saw Blades 37-86 F ATB Glue Joint Rip Cut . 9 Ordering Instructions . 37 TCG General Purpose Rip/Cross Cut . 10 Additional Charges . 38 G ATB General Purpose Cross Cut/Rip . 10 Material/Machine Reference . 39-41 ATB Cross Cut . 11 TSP Coating . 42 H TCG Cross Cut . 12 Custom Rip Saw Blades . 43-55 ATB Trim . 13 Custom Cross Cut Rip Saw Blades . 56-66 I TCG Trim . 13 Custom Vaneered Stock Saw Blades . 67-68 Combination 4:1 Rip & Cross Cut . .14 Custom Plastic Stock Saw Blades . 69-73 4:1 Cross Cut & Miter . 14 Custom Solid Surface Saw Blades . 74 J ATB Ultra Thin Kerf . 15 Custom Miter Saw Blades . 75-76 TCG Ultra Thin Kerf . 15 Custom Non-Grain Saw Blades . 77-78 K ATB Zero Hook Portable Miter . -
Look-Up Tool: Prior Authorization HCPCS Code
bmchp.org | 888-566-0008 BMCHP Prior Authorization HCPCS Code Look-up Tool TO FIND A CODE OR WORD - While holding The Plan requires prior authorization for ALL inpatient services. down the CTRL key, press Many outpatient Medical Services require prior authorization. the F key, type in Code, then press ENTER key ALL services rendered by Out of Network providers require prior authorization with limited exceptions. For Pharmacy inquiries please see the Pharmacy section on BMCHP.org For Behavioral Health, DME, Radiology and Transportation providers, please see our Prior Authorization/Notification Requirements Matrix for authorization details and how to work with our vendors. Please refer to the Provider Manual Section 8: Utilization Management and Prior Authorization for information regarding authorizations. This is not a comprehensive list of every code available. Code updates occur periodically and may be implemented at different intervals than the updates to this code tool. This code tool is only provided as a guide for authorization status and addition or omission of a code does not guarantee payment: 1. This tool cannot confirm member eligibility. 2. This tool cannot confirm member benefits/coverage. Please refer to the Member’s Benefit Documents. 3. This tool cannot confirm payment rules, edits, fee schedules and restrictions that may affect code/claim payment even if authorization is obtained. The plan applies standard industry billing and coding rules to claims. Please refer to the Plan Payment Policies. 4. This code tool cannot confirm provider contract terms. Please reach out to your provider representative. Prior authorization or Plan notification is required for services listed in the Prior Authorization/Notification Requirements Matrix even if a specific code is not listed in the code look-up tool. -

DUTCH VILLAGE Surpluses, Which Have Saddled Taxpayers with Crippling Bills and W
Lancaster Farming, Saturday, January 3,1M7-A39 ‘PEACE’ ft U.S.-USSR TRADE. Top Stories 1986 W.S. JOURNAL - U.S. small Of RLDWIDE businesses are doing more trading (Continued from Page A3B) with the Soviets. A Maine sheep candidate for governor, Robert Casey, was one of the featured AND rancher figures he is promoting speakers. TIONAL FARM WATCH world peace by buying wool from NOVEMBER 15 the Russians. He’s Mending the The Friends of Agriculture held their second annual meeting at This national news summary is provided by ACRES, a Soviet wool with equal portions of Ronks. Allan Musselman, director, told the. group that if ag land is copyrighted information service developed by the his own cropfor a “peace fleece.” preserved, this generationmust do it. American Farm Bureau and available to Pennsylvania NOVEMBER 22 farmers on a daily basis through the Pennsylvania AG BANKS SUE U.S. SYSTEM. Papers were signed that transferred the ownership of the guernsey Farmers' Association Farm Management W. POST - Solvent from banks in bam to a Florida developer. The landmark dairy sales bam located Services. For more information the Northeast and Texas are eastof Lancaster will become ashopping centerby next spring. call(717) 761-2740 headed to court to arguefor a limit NOVEMBER 29 on how much money they can be The new tax law will cost most farmers more dollars. This ac- forced to provide to bail out cordingto Dr. Larry Jenkins, Penn Statetax specialist. A recent Penn troubled segments of the nation’s State study estimated the average farmer can expect tax increases of Farm Credit System. -

Cordless Chain Saw – Core Tool 48-Volt Max* | 16-Inch Operator’S Manual
R CORDLESS CHAIN SAW – CORE TOOL 48-VOLT MAX* | 16-INCH OPERATOR’S MANUAL A Division of Snow Joe®, LLC Model 24V-X2-CS16-CT Form No. SJ-24V-X2-CS16-CT-880E-M Improper use of the machine will invalidate the warranty, IMPORTANT! relieve the manufacturer from all liabilities. The user will Safety Instructions consequently be liable for all and any damage or injury to himself/herself or others. All Operators Must Read These General Safety Instructions Before Use WARNING! When using cordless yard tools, basic Read all safety warnings and all instructions. Failure to follow m safety precautions should always be followed to reduce the the warnings and instructions may result in electric shock, fire risk of fire, electric shock, and personal injury, including and/or serious injury. Save all warnings and instructions for the following: future reference. Work Area Safety mDANGER! This indicates a hazardous situation, which, if not followed, will result in serious injury or death. 1. Keep work area clean and well lit – Cluttered or dark areas invite accidents. mWARNING! This indicates a hazardous situation, which, 2. Do not operate power tools in explosive atmospheres, if not avoided, could result in serious injury or death. such as in the presence of flammable liquids, gases or dust – Power tools create sparks which may ignite the mCAUTION! This indicates a hazardous situation, which, dust or fumes. if not avoided, could result in minor or moderate injury. 3. Keep children and bystanders away while operating a Intended Use power tool – Distractions can cause you to lose control. This cordless chain saw was designed and manufactured for Electric Safety trimming and pruning tree limbs and branches and for cutting smaller logs up to recommended 14.5 inch (36.8 cm), not to 1.