Wet Processing of Cotton / Spandex Fabric
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Care Label Recommendations
CARE LABEL RECOMMENDATIONS RECOMMENDED CARE FOR APPAREL PRODUCTS Fiber content, fabric construction, color, product construction, finish applications and end use are all considered when determining recommended care. Following are recommended care instructions for Nordstrom Products, however; the product must be tested to confirm that the care label is suitable. GARMENT/ CONSTRUCTION/ FIBER CONTENT FABRICATION CARE LABEL Care ABREVIATION EMBELLISHMENTS Knits and Sweaters Acetate/Acetate Blends Knits / Sweaters K & S Dry Clean Only DCO Acrylic Sweater K & S Machine Wash Cold, Gentle Cycle With Like Colors Only Non-Chlorine Bleach If Needed MWC GC WLC ONCBIN TDL RP CIIN Tumble Dry Low, Remove Promptly Cool Iron If Needed Acrylic Gentle Or Open Construction, Chenille K & S Turn Garment Inside Out Or Loosely Knit Machine Wash Cold, Gentle Cycle With Like Colors TGIO MWC GC WLC ONCBIN R LFTD CIIN Only Non-Chlorine Bleach If Needed Reshape, Lay Flat To Dry Cool Iron If Needed Acrylic / Rayon Blends Sweaters / Gentle Or Open K & S Professionally Dry Clean Construction, Chenille Or Loosely Knit Short Cycle, No Steam PDC SC NS Acrylic / Wool Blends Sweaters with Embelishments K & S Hand Wash Cold, Separately Only Non-Chlorine Bleach If Needed, No Wring Or Twist Reshape, Lay Flat To Dry Cool Iron If Needed HWC S ONCBIN NWOT R LFTD CIIN DNID Do Not Iron Decoration Acrylic / Wool Blends Sweaters K & S Hand Wash Cold, Separately Only Non-Chlorine Bleach If Needed Roll In Towel To Remove Excess Moisture Reshape, Lay Flat To Dry HWC S ONCBIN RITTREM -

Convertible Mittens by Stacy Schlyer Comp 110712.Pub
Convertible Mittens The best part about cold materials and tools weather is fashionable • ¼ yard stretch fabric (see Tips) accessories. These mittens will keep your • Two Ǫފ- to ½ފ-diameter buttons hands cozy and stylish, • Elastic cording and flip out of the way • Sewing shears when you need your fingers to use your touch • All-purpose polyester thread phone, keys, etc. It’s a • Size 80/12 Ballpoint needle perfect (and clever!) opportunity to reclaim • Hand-sewing needle an old sweater or knit garment. Keep your fingers happy this winter! Tips This pattern is designed This pattern is designed for knit fabrics that have a to create a pair of teen/ Created by Stacy Schlyer great deal of stretch. Ideal adult mittens—one size materials include sweater fits most. knits, interlocks, most fleeces, and thermal knits. If your hands are smaller or larger, or if your fabric Reclaimed sweaters are is less stretchy than those also a good choice, but recommended, reduce or avoid using felted sweater enlarge the pattern seam material as it will not have allowances as needed. enough stretch. 1 Convertible Mittens step one x Cut four Main Mitten pieces—two right, two left—using the template on page 7. x Cut four Mitten Cover pieces using the template on page 8. xTFoldips f theor Se ½ wyarding Kofn ivinylts in half, right sides together. Place Usthee bag a sma patternll zigz onag thestit cvinylh with Ithente rbaglock shandle, polar onfle ethece ,fold, fusingor se apatternms. Th weightsis will al ltoow hold it ina nplaced ma whileny swe youate cut.r kn its them to stretch, preventing do not ravel, so it is not the stitches from popping. -

6351 Cape.Pages
SABRINA INTERMEDIATECAPE #6351 www.portlandfashioninstitute.com View A: Circle View B: Square ONE SIZE INTERMEDIATE SEWING View A: Circle View B: Square YOUR CLASSROOM IN A BOOK SABRINA CAPE #6351 This is an Intermediate pattern. To use this pattern, you should know how to thread a sewing machine and a serger and have sewn some garments. If not, look for our Learn to Sew or Apparel Construction series of patterns. Need to practice your knit stitches? Look for our Sewing Knits 1: Knit Top patterns. In this pattern, you will learn: After this pattern, try: Types of knit fabric Intermediate Sewing: Pants & Jeans, Casual Jacket, Types of stitches to use on knits. Perfect Shirt How to prepare your fabric. Intermediate Knits: Sweaters, knit tops, knit dresses How to put buttonholes & buttons into knits Intermediate Mens: Pants & Slacks, Dress Shirts How to complete a project that you will be happy to wear! Activewear: Raglan Hoodie, Yoga & Sweatpants, Sports Bra/ Middie Advanced: Lingerie, Dresses, Tailored Jacket, Couture Jacket Look for this symbol throughout the pattern for helpful TIPS from Portland Fashion Institute -- all aimed to make your sewing easier and give you a professional finish. Portland Sewing (c) 2014 page 2 KNOW BEFORE YOU BUY 1 PONTE. A stable double knit fabric made of a blend of rayon TYPES OF and polyester fibers. It has a super smooth hand, low luster KNITS sheen and a full-bodied drape in prints or solids with less than SWEATSHIRT FLEECE. Flat vertical ribs on right side; soft, brushed 15% stretch crossgrain. It is used for structured knit apparel such surface on wrong side. -
Stitch Setting Chart
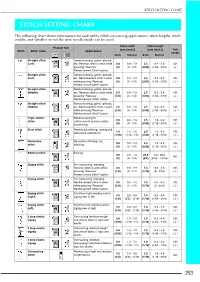
STITCH SETTING CHART STITCH SETTING CHART The following chart shows information for each utility stitch concerning applications, stitch lengths, stitch widths, and whether or not the twin needle mode can be used. Stitch width Stitch length Presser foot [mm (inch.)] [mm (inch.)] Twin Stitch Stitch name Applications needle Auto. Manual Auto. Manual Straight stitch General sewing, gather, pintuck, (Left) etc. Reverse stitch is sewn while 0.0 0.0 - 7.0 2.5 0.2 - 5.0 OK pressing “Reverse/ (0) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Left) etc. Reinforcement stitch is sewn 0.0 0.0 - 7.0 2.5 0.2 - 5.0 OK while pressing “Reverse/ (0) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Middle) etc. Reverse stitch is sewn while 3.5 0.0 - 7.0 2.5 0.2 - 5.0 OK pressing “Reverse/ (1/8) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Middle) etc. Reinforcement stitch is sewn 3.5 0.0 - 7.0 2.5 0.2 - 5.0 OK while pressing “Reverse/ (1/8) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Triple stretch General sewing for 0.0 0.0 - 7.0 2.5 1.5 - 4.0 OK stitch reinforcement and decorative (0) (0 - 1/4) (3/32) (1/16 - 3/16) ( J ) topstitching Stem stitch Reinforced stitching, sewing and 1.0 1.0 - 3.0 2.5 1.0 - 4.0 OK decorative applications (1/16) (1/16 - 1/8) (3/32) (1/16 - 3/16) ( J ) Decorative Decorative stitching, top 0.0 0.0 - 7.0 2.5 1.0 - 4.0 OK stitch stitching (0) (0 - 1/4) (3/32) (1/16 - 3/16) ( J ) Basting stitch Basting 0.0 0.0 - 7.0 20.0 5.0 - 30.0 NO (0) (0 - 1/4) (3/4) (3/16 - 1-3/16) Zigzag stitch For overcasting, mending. -
Fibers and Fabrics; TX335 .A1 U6 NO
KitlQRr Bureau of Standards Reference book' no' to ygjgtv |Oi Admin. Bldg. taken from the library, gmp STATES Ite.WMENT OF COMMERCE PUBLICATION A11ID3 Db3SbD All103063560 Blandford, Josephlne/FIbers and fabrics; TX335 .A1 U6 NO. 1, 1970 C.1 NBS-PUB-R 1 ^TES ‘‘•‘‘'/I'ti'i'.1'1' 1: BBB8 MB A Consumer’s Guide from the Mational Bureau of Standards NBS CIS 1 IIIIShSs Fibers and Fabrics by Josephine M. Blandford and Lois M. Gurel INFORMATION ABOUT NATURAL AND MAN-MADE FIBERS AND FABRICS TO MEET YOUR PARTICULAR NEEDS. NBS CONSUMER INFORMATION SERIES 1 Editor: James E. Payne Issued November 1970 U.S. DEPARTMENT OF COMMERCE Maurice H. Stans, Secretary Rocco C. Siciliano, Under Secretary Myron Tribus, Assistant Secretary for Science and Technology NATIONAL BUREAU OF STANDARDS A Consumer’s Lewis M. Branscomb, Director GUIDE FROM THE) NATIONAL BUREAU OF STANDARDS For sale by the Superintendent of Documents, U.S. Government Printing Office, U.S. DEPARTMENT Washington, D.C. 20402. OF COMMERCE Price 65 cents. NATIONAL BUREAU OF STANDARDS APR 1 0 1971 FOREWORD Technology is changing not only the products you buy, but the marketplace as well. Unfortunately, this is not an unmixed blessing. Products are constantly being improved, but designs are complicated, quality is vari¬ able, and good advice is hard to get. Modern stores and merchandising bring you a wide variety of products; but the large number of choices and the lack of dependable infor¬ mation often make shopping a confusing and frustrating experience. A generation ago the merchant was likely to be a friend of the family. -

Inari Tee Dress & Crop
The ‘Ticket’ Collection Inari Tee Dress & Crop Tee The pattern includes two variations: A loose-fitting tee dress and a cropped A-line tee. Both variations have short sleeves with a rolled-up effect. The dress is slightly cocoon- shaped, with an uneven hemline and vents at the sides. Finish the neckline with a facing or with a neckband. SS15-06-061-02 © Named Clothing Finland Oy / www.namedclothing.com / [email protected] Materials & supplies: • Fabric for dress: 135 - 255 cm / 1½ - 2¾ yd • Fabric for tee: 90 - 150 cm / 1 - 1¾ yd • (Neckband fabric: 10 cm / 4”) • (Fusible interfacing for the facings: 20 cm / ¼ yd) • (Clear elastic: 30 cm / 12”) Choose a light- to medium-weight, soft fabric. The fabric can be non-stretch or slightly stretchy. Finish the neckline with a neckband if your fabric is soft or has stretch. Use the neckline facing if your fabric is non-stretch and firm. If you finish the neckline with the neckband, choose a knit fabric, such as jersey or rib-knit, for the band. SIZES EUR 32 34 36 38 40 42 44 46 US 0 2 4 6 8 10 12 14 UK 4 6 8 10 12 14 16 18 FABRIC REQUIREMENTS - TEE DRESS Fabric width (cm) Centimeters 150 cm 135 135 135 140 140 140 145 145 115 cm 145 145 145 235 240 245 250 255 Fabric width (in.) Yards 60” 1½ 1½ 1½ 1½ 1½ 1½ 1½ 1½ 45” 1½ 1½ 1½ 2½ 2¾ 2¾ 2¾ 2¾ FABRIC REQUIREMENTS - CROP TEE Fabric width (cm) Centimeters 150 cm 90 90 90 90 95 95 95 95 115 cm 90 90 90 145 150 150 150 150 Fabric width (in.) Yards 60” 1 1 1 1 1 1 1 1 45” 1 1 1 1½ 1¾ 1¾ 1¾ 1¾ FINISHED MEASUREMENTS Metric Centimeters Bust 85 89 93 97 101 105 109 113 Waist 93,5 98 102 106 110 114 118 122 Hip 94,5 98,5 102 106 110 113,5 117,5 121,5 Bicep 34 35 36 37 38 39 40 41 Imperial Inches Bust 33½ 35 36½ 38¼ 39¾ 41¼ 43 44½ Waist 36¾ 38½ 40¼ 41¾ 43¼ 45 46½ 48 Hip 37¼ 38¾ 40¼ 41¾ 43¼ 44¾ 46¼ 47¾ Bicep 13½ 13¾ 14¼ 14½ 15 15¼ 15¾ 16¼ • 2 • Measuring instructions A. -

NYC Garment District Locations by Street 35Th Street
NYC Garment District Locations By Street Shop Address Phone Description Notes: 35th Street Open to Public - Fashion Sew Fast Sew Easy 147 W. 35th St., Suite 807 (212) 268-4321 Patterns, sewing kits Source Book Open to Public - Fashion American Sewing Supply 224 W. 35th St., Suite 500B (212) 239-3695 Professional supplies and equipment for tailors etc Source Book Open to Public - Fashion Safa Fabrics 237 W. 35th St. Ground Floor (212) 239-3415 Laces, tapestry, silk, brocade Source Book No Minimums: Big in stock inventory all colors many skins including: Leathers,Suedes, Metallics, pearlized, Exotics, Embosses, Furs Shearling , Novelty leathers Laser and Open to Public - Fashion Global Leathers 253 W. 35th St., 9th Floor (212) 244-5190 Perforated. Source Book Imported high quality fabric for dress, lining, satin; Open to Public - Fashion Nousha Tex, Sunmaid 253 W. 35th St., Ground Floor (212) 268-7770 Converter and importer of fine fabrics, woven Source Book No sales minimum. Leather and suede skins dealer. Importer, leather dealer. The source for the world's most beautiful leather. Supplier of leather, suede in lambskin, cowhide, pigskin, pearlized, printed, perforated, embossed, Tibet lamb, snakeskins, exotics, leather and fur trim providing garment accessories, home furnishing and suede Open to Public - Fashion Leather Suede Skins, Inc. 261 W. 35th St., 11th Floor (212) 967-6616 skins. Available for immediate delivery from stock. Source Book Jobber of lining, interlining, fusable, fusing fabrics; Open to Public - Fashion Moon Tex 261 W. 35th St., Ground Floor (212) 631-0970 embroidered Source Book NYC_Garment District_Shop List RI Sewing Network NYC Garment District Locations By Street Shop Address Phone Description Notes: 36th Street Open to Public - Fashion Gettinger Feather Corp. -

Handle and Comfort Characteristics of Cotton Core Spun Lycra and Polyester/ Lycra Fabrics for Application As Blouse Nirmala Varghese and G
Volume 8, Issue 4, Spring2014 Handle and Comfort Characteristics of Cotton Core Spun Lycra and Polyester/ Lycra Fabrics for Application as Blouse Nirmala Varghese and G. Thilagavathi Department of Apparel & Fashion Technology PSG College of Technology Tamil Nadu, India ABSTRACT Stretchable plain woven fabrics are developed with 60s cotton core spun Lycra and polyester Lycra twisted yarn (91D) in weft with cotton, silk and polyester in warp. The influence of fabric specifications on thermal comfort, low stress mechanical properties, primary and total hand value is analyzed. The results indicated that cotton core spun Lycra woven with polyester warp provided higher value of thermal conductivity, air permeability and water vapor permeability. The woven stretch fabrics produced with polyester warp, cotton core spun Lycra and polyester Lycra in weft has excellent aesthetic and drape properties. These fabrics have higher tensile resilience, tensile strain, lower shear rigidity, superior primary hand and a higher total hand value of 4.08 and 3.93 respectively and are best suitable for women’s blouse. Keywords: Cotton core spun Lycra, polyester/Lycra, woven stretch, fabric handle, sari blouse Introduction Lycra and polyester/lycra twisted yarn. Several studies have been carried out Stretch is often the most important investigating the physical properties of core property of textiles that contribute to wearer spun yarn, cotton/lycra and properties of the comfort. The stretch yarn and fabrics are fabrics containing different rates of spandex widely used and preferred by the people in yarns. Core spun cotton/spandex shows high the last few years all over the world because resiliency property than 100% cotton yarns, of their stretch ability and shape retention due to its soft and rubbery isocyanate properties. -
Master the Basics
Master the Basics TM 2 Sell-Up Features from TM overlock machine: 1. 21 STITCHES – you trim, stitch, overcast or embellish a wide variety of fabrics in half the time 2. COVERSTITCHES - Sew a 3mm, 6mm or triple coverstitch, recommended for active wear or other decorative stitching 3. CHAINSTITCH - Join fabric layers where a pressed open seam is usually required. Works well as a basting stitch 4. LARGE SEWING SPACE - more space for coverstitch projects. 5. EXTENSION TABLE INCLUDED - offers a generous work surface to support large projects. 6. PRE-PROGRAMMED STITCH SETTINGS - Choose stitch program and the machine automatically sets the best thread tension for you 7. TENSION RELEASE - threads pull easily when presser foot is up TM 2 Master the Basics Feature Technique Benefit 4 – THREAD • Set a 4-thread overlock stitch • Why Buy a Serger OVERLOCK • Medium weight woven fabric • The HUSKYLOCK™ s21 overlock • Choose stitch program A machine sews twice as fast as a regular sewing machine. See how all • Differential feed N your edges will be perfectly finished • Stitch length N without a chance of raveling. - Fold the medium weight woven fabric in half - Sew a seam cutting a little as you sew 4 – THREAD OVERLOCK • Continue with 4-thread overlock stitch • As you stretch the finished seam, talk about how a 4-thread overlock • Medium weight stretch fabric (ribbing and stitch stretches more than a regular sweatshirt fabric) sewing machine overlock stitch sewn - Fold the ribbing in half lengthwise, stretch, and sew on fabrics with stretch. across the corner of a sweatshirt fleece square. -

The Direction of Stretch Knit Fabrics Stretch Horizontally and Vertically, So That Presents Challenges When You’Re Set to Sew
Circle 4 on Free Info Card or visit www.stitches.com/freeinfo Info Card 4 on Free Circle technically speaking : learn to stitch on difficult fabrics By Deborah Jones The Direction of Stretch Knit fabrics stretch horizontally and vertically, so that presents challenges when you’re set to sew. Learn how to make that stretch work for you. stitches.com/deborah efore you even start embroidery on a stretchy mate- In the companion video to “Technically Speaking,” rial, you need to see which direction it stretches. This Deborah Jones shows will help you determine your hooping procedure and you how to properly B hoop stretchy fabrics, possibly the direction that you’ll stitch your design. including how to stabilize them for shift-free DEBORAH JONES has been involved in the computerized embroidery embroidery. industry for the last 30 years. Recently, Jones has devoted much of her time to developing educational videos for embroiderers and writing the book, Machine Embroidery on Difficult Materials. Contact: djones@ embroiderycoach.com. Digitizing Pointers The underlay on patterns for stretch fabrics should tack the face fabric to the stabilizer securely to help avoid shifting. When you’re placing a large design on a knit fabric, consider slightly lengthening fill stitches for softer, loftier embroidery. Avoid overly long satin stitches, which can cause a soft knit to be pulled inward. STEP 1 Test for stretch. To test a garment for stretch, gently pull on the fabric to see if it gives most in the horizontal or vertical direction. The majority of sportswear garments, such as golf shirts and sweatshirts, stretch most horizontally. -

Fabric Supplier List
FABRIC SUPPLIER LIST CANADA Kendor Textiles Ltd 1260 Cliveden Ave Delta BC V3M 6Y1 Canada 604.434.3233 [email protected] www.kendortextiles.com Fabrics Available: Fabric supplier. Eco-friendly. Organic. Knits: solids, prints, yarn dyes and warp. Wovens: solids and yarn dyes. End Use: activewear, bottomweights, medical, lingerie, childrenswear, swimwear, rainwear, skiwear and uniform. Natural & eco items include cottons, bamboo's, modals, linens, hemps, organic cottons & organic linens. Technical items include waterproof/breathable soft shells, antibacteric & wicking polyester & recycled polyesters. Is a proud representative of the British Millerain line of waxed cottons and wools, and are able to provide custom souring. Minimums: Carries stock. In-stock minimum: 5 yards/color. Minimum order for production: 10 yards/color. Gordon Fabrics LTD #1135-6900 Graybar Rd. Richmond BC Canada 604.275.2672 [email protected] Fabrics Available: Fabric Supplier. Importer. Jobber. Carries stock. Knits & Wovens: solids, prints, yarn dyes and novelties. End Use: activewear, borromweights, eveningwear/bridal, medical, lingerie and childrenswear. Minimums: In stock minimum 1 yard. Minimum order for production varies. StartUp Fashion Supplier List 2016 – Page 1 CHINA Ecopel (HX) Co., Ltd. China +86 216.767.9686 www.ecopel.cn Fabrics Available: Fake fur and leather garments. End Uses: Childrenswear, Menswear, Other, Womenswear. Minimums: Min. order 50-100 m Hangzhou New Design Source Textile Co., Ltd. China +86 057.182.530528 Fabrics Available: Knits, Polyester/Man-Made, Prints. End Uses: Juniors Fashion, Menswear, Womenswear. Minimums: Min order 50 m. Nantong Haukai Textile Co., Ltd. China +86 513.890.78626 www.huakaitex.com Fabrics Available: Cotton, Linen. End Uses: Corporatewear/Suiting, Menswear, Womenswear. -

Methods of Increasing the Stretchiness of Cotton Fabrics
309 Ahmed El-Tantawi Methods of increasing the stretchiness of cotton fabrics Ahmed Ramadan Abd El Hamid Mohammed El-Tantawi. Faculty of Applied Arts, spinning weaving and knitting Department, Damietta University, [email protected] Abstract: Keywords: In response to getting more stretch and elasticity from 100% cotton fibers Stretch And Resilience as woven fabric not made from lycra or spandex yarns and so on. In this Properties survey, the researcher examines the relationship between different spinning Spinning Methods methods for Egyptian cotton using twill fabric structure under a variety of Average Float. weave factors on different weft densities to study the stretch and recovery from cotton fiber. The dependencies of the weft yarn spinning method and weft density were established. The effect of weave structure was determined. It founded that stress on the yarn will relax as a function of time due to the viscoelastic character of textile materials. The maximum wanted stretch direction will be limited to jamming in the anther direction. The max elasticity rate we get by increasing weft per cm for combed cotton but max resilience we can get at minimum weft per cm for carded cotton, Both max (elasticity& resilience) rates at same average float. The woven samples presented in this paper share three common design goals: low cost, stretchability, and long-running by comparing with their peers. Paper received 4th of January 2021, accepted 19th of February 2021, Published 1st of May 2021 weight before warp contraction, with 50% warp Introduction: (21) Not only actual behavior of fabric structure is density or less .