Design and Fabrication of Emitter Controlled Thyristors
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Thyristor Switches
CHAPTER 5 Thyristor Switches Limits of the traditional contactor switched banks • High inrush current and over voltages • Risk of over voltages due to the arc breaking • Longer reconnecting time: more than 30 sec • More demanding maintenance compared with static switches. General advantages of Power Factor Correction • Reduced losses on mains and power transformers • Increase of plant available power • Less voltage drop in the plant Thyristor switched capacitor bank benefits include: • Minimises network disturbances such as Voltage Drop and Flicker Thyristor switched capacitor bank is the best and sometimes • No moving parts therefore reduced maintenance (i.e. no the sole choice when it is necessary to compensate loads Electro-magnetic contactors) over short periods of time. Examples are steel companies, • Enhanced capacitor life expectancy. lifting apparatus (cranes, quay cranes, etc), cable makers (extruders, etc), welding machines, robots, compressors, In general there is a comprehensive PLANT EFFICIENCY; skiing lift stations, LV industrial networks (chemical plants, because power factor correction is fast, the power paper mills, automotive suppliers). Thyristor switched transformer and line design can be done considering only capacitor bank are also an ergonomic solution where noise the actual load. can be problematic, like hotels, banks, offices, service Therefore longer working life and reliability of plant. infrastructures (telecommunications board, informatics Static switches allow unlimited operations. ’boards, hospitals, malls). Steps switching is also done limiting transient phenomena that inside normal plants stresses the capacitors reducing their working life. General Characteristics ICAR SINCHRO FAST SWITCH FEATURES are Further ADVANTAGES described below: 1. 1Possibility to use SFS with ICAR RPE 12BTA regulator. • Switching speed: 60ms 2. -

Present Status and Future Prospects for Power Semiconductors
Present Status and Future Prospects for Power Semiconductors Ken’ya Sakurai 1. Introduction (1) Devices related to multimedia ① High-voltage silicon diodes and damper diodes From the viewpoint of a highly information-orient- with high-speed switching performance to im- ed society in the coming 21st century, the social prove the picture quality of the CRT (cathode infrastructure will undergo rapid repairs and reforma- ray tube) display monitors and televisions tions. What will bring us to a society where computers ② Low on-resistance SOP-8 power MOSFETs and communications are closely intertwined? Techni- that extend the battery life of portable elec- cal innovations have always brought us advantages as tronic appliances such as notebook computers well as disadvantages. Any future technical innova- (2) Vehicles and rolling stock tions must definitely exclude disadvantages. ① Intelligent power MOSFETs that decrease the A highly information-oriented society will result in size and improve reliability of car electronics a great increase in electric energy consumption. Prob- systems lems of the global environment, social environment, ② High-voltage, high-power NPT (non punch- and energy resources must be improved through more through)-IGBT modules and flat IGBTs that serious consideration, with electrical manufactures reduce rolling stock size, weight, and energy leading these technical innovations. Development of consumption high power generation and conversion efficiency and (3) Power conversion (inverter control) energy-saving technology for electron devices are core ① Molded IGBTs, IGBT modules, and IGBT-IPMs technologies. More specifically, power electronics that for applications including NC (numerical con- control electric energy increases in importance, and trol) equipment, general-purpose inverters, especially power semiconductor devices as the key servo mechanisms, welding machines, and devices are required for further advances in perfor- UPSs (uninterruptible power system) mance and functions. -
Thyristors.Pdf
THYRISTORS Electronic Devices, 9th edition © 2012 Pearson Education. Upper Saddle River, NJ, 07458. Thomas L. Floyd All rights reserved. Thyristors Thyristors are a class of semiconductor devices characterized by 4-layers of alternating p and n material. Four-layer devices act as either open or closed switches; for this reason, they are most frequently used in control applications. Some thyristors and their symbols are (a) 4-layer diode (b) SCR (c) Diac (d) Triac (e) SCS Electronic Devices, 9th edition © 2012 Pearson Education. Upper Saddle River, NJ, 07458. Thomas L. Floyd All rights reserved. The Four-Layer Diode The 4-layer diode (or Shockley diode) is a type of thyristor that acts something like an ordinary diode but conducts in the forward direction only after a certain anode to cathode voltage called the forward-breakover voltage is reached. The basic construction of a 4-layer diode and its schematic symbol are shown The 4-layer diode has two leads, labeled the anode (A) and the Anode (A) A cathode (K). p 1 n The symbol reminds you that it acts 2 p like a diode. It does not conduct 3 when it is reverse-biased. n Cathode (K) K Electronic Devices, 9th edition © 2012 Pearson Education. Upper Saddle River, NJ, 07458. Thomas L. Floyd All rights reserved. The Four-Layer Diode The concept of 4-layer devices is usually shown as an equivalent circuit of a pnp and an npn transistor. Ideally, these devices would not conduct, but when forward biased, if there is sufficient leakage current in the upper pnp device, it can act as base current to the lower npn device causing it to conduct and bringing both transistors into saturation. -

Thyristors & Triacs
APPLICATION NOTE Thyristors & Triacs - Ten Golden Rules for Success In Your Application. This Technical Publication aims to provide an threshold current IGT, within a very short time known as interesting, descriptive and practical introduction to the the gate-controlled turn-on time, tgt, the load current can golden rules that should be followed in the successful flow from ’a’ to ’k’. If the gate current consists of a very use of thyristors and triacs in power control applications. narrow pulse, say less than 1µs, its peak level will have to increase for progressively narrower pulse widths to Thyristor guarantee triggering. A thyristor is a controlled rectifier where the When the load current reaches the thyristor’s latching unidirectional current flow from anode to cathode is current IL, load current flow will be maintained even after initiated by a small signal current from gate to cathode. removal of the gate current. As long as adequate load current continues to flow, the thyristor will continue to akconduct without the gate current. It is said to be latched ON. Note that the VGT,IGT and IL specifications given in data g are at 25 ˚C. These parameters will increase at lower temperatures, so the drive circuit must provide adequate Fig. 1. Thyristor. voltage and current amplitude and duration for the The thyristor’s operating characteristic is shown in lowest expected operating temperature. Fig. 2. Rule 1. To turn a thyristor (or triac) ON, a gate current On-state ≥ Forward IGT must be applied until the load current is current characteristic ≥ IL. This condition must be met at the lowest expected operating temperature. -

A New Self-Firing MOS-Thyristor Device : Optimization of the Turn-Off Performanceand Experimental Results
A new self-firing MOS-Thyristor device : optimization of the turn-off performanceand experimental results M. Breil, J-L. Sanchez, P. Austin, J-P. Laur Laboratoire d'Analyse et d'Architecture des Systemes du CNRS (LAAS-CNRS) Toulouse, FRANCE Abstract: In this paper, a new integrated self-firing and controlled turn-off MOS-thyristor structure is investigated. An analytical model describing the turn-off operation and parasitic latch-up has been developped, allowing to highlight and optimize the physical and geometrical parameters acting upon main electrical characteristics. The analytical modelis validated by 2D simulations using PISCES. The technological fabrication process is optimized by 2D simulations using SUPREM IV. Electrical characterization results of fabricated test structures are presented. Keywords : high voltage integrated switch, functional integration, MOS-thyristor associations, high voltage MOS-thyristor technological process, Z.V.S applications. INTRODUCTION In the field of power electronics, numerous applications using resonant converters are based on the Zero Voltage Switching mode (ZVS). For applications in the 800-1400 Volts voltage range, the use of a thyristor structure provides very low on-state voltage drops because of its two injecting junctions. Using the concept of functional integration [1,2], it is very interesting to develop MOS-thyristor devices which can be automatically turned on upon zero voltage crossing and have a controlled turn-off. The spontaneously-firing operation and the controlled turn-off are obtained by integrating MOS sections in a thyristor structure. Thus, MOS-gated thyristor structures such as MCT [3], BRT [4], EST [5], DGMOT [6] are of great interest because a MOS gate provides high input impedance and simple driving capability. -

Lecture Notes on Power Electronics Subject Code – BEE1602
VEER SURENDRA SAI UNIVERSITY OF TECHNOLOGY BURLA, ODISHA, INDIA DEPARTMENT OF ELECTRICAL ENGINEERING Lecture Notes on Power Electronics Subject code – BEE1602 6th Semester B.Tech. (Electrical Engineering) Disclaimer This document does not claim any originality and cannot be used as a substitute for prescribed textbooks. The information presented here is merely a collection by the committee members for their respective teaching assignments. Various sources as mentioned at the end of the document as well as freely available material from internet were consulted for preparing this document. The ownership of the information lies with the respective authors or institutions. Further, this document is not intended to be used for commercial purpose and the committee members are not accountable for any issues, legal or otherwise, arising out of use of this document. The committee members make no representations or warranties with respect to the accuracy or completeness of the contents of this document and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. The committee members shall be liable for any loss of profit or any other commercial damages, including but not limited to special, incidental, consequential, or other damages. (6TH SEMESTER) POWER ELECTRONICS (3-1-0) MODULE-I (10 HOURS) Thyristors, Static V-I Characteristics of SCR, TRIAC, GTO & IGBT, Turn-On & Turn-OFF Mechanism of SCR, Gate Turnoff Thyristor (GTO) .Power BJTs . Power MOSFETs - Insulated Gate Bipolar Transistors (IGBTs) - Basic Structure and VI Characteristics. Static, dynamic and thermal characteristics. Protection, cooling and mounting techniques. Series and Parallel operation of devices. Triggering and basics of driver circuits. -

The Many Benefits of SCR Power Control Sponsored By: Advanced Energy Industries, Inc
Produced by: IEEE Globalspec Media Solutions September 2017 The Many Benefits of SCR Power Control Sponsored by: Advanced Energy Industries, Inc. In today’s competitive, cost-conscious industrial landscape, semiconductor and general manufacturing industries need a reliable, flexible, and precise way to control electric- SCR power controllers heating processes. These applications require precise control, ease-of-use, and excellent are more reliable and reliability. SCR power controllers are ideal devices for this purpose. cost-efficient than Silicon-controlled rectifier (SCR) power controllers were developed in the late 1950s, and other controllers since then their power capabilities have changed from a few hundred watts to several such as variable megawatts. Their use in industrial applications has dramatically increased and they are transformers, now used in almost every major industry. These controllers consist of thyristors and a control circuit and can switch electrical loads within milliseconds, billions of times. contactors, or other mechanical devices. Power Controllers Offered by Advanced Energy Industries They also offer a finer degree of Advanced Energy Industries, Inc. (AE), a world leader in precision power and control products, offers several SCR power controllers that meet the toughest design challenges. control and need less AE’s Thyro line provides accurate temperature control for leading semiconductor and maintenance. industrial manufacturers. The products include: • Thyro-S® (newly enhanced) • Thyro-A® (newly enhanced) • Thyro-AX® • Thyro-PX® Thyro-S and Thyro-A SCR power controllers have been improved with features that significantly improve the customer’s ease-of-use experience. Advantages of SCR Power Controllers SCR power controllers are more reliable and cost-efficient than other controllers such as variable transformers, contactors, or other mechanical devices. -

Thyristor Converters
Thyristor Converters EE 442-642 6-1 Thyristor Converters • Two-quadrant conversion 6-2 Simple half-wave circuits with thyristors 6-3 Thyristor Triggering v o 180o control ˆ Vst • ICs available 6-4 Case of Pure Resistive Load 6-5 Full-Bridge Thyristor Converters – Constant DC Current 6-6 DC-Side Voltage Average DC voltage: Vd Vdo cos where Vdo 0.9Vs 6-7 AC-Side Current P Vd Id 0.9Vs Id cos RSM value of source current I s Id RMS value of fundamental current I s1 (2 2 / )Id 0.9Id RMS value of harmonic current I sh I s1 / h, h 3,5,7,... Current THD THD 100 ( 2 /8) 1 48.43% Displacement Power Factor DPF cos Power Factor PF 0.9cos 6-8 Effect of Source Inductance 2L I Commutation angle: cos( ) cos s d 2Vs 2Ls Id Average of DC-side voltage: Vd 0.9Vs cos Displacement Power Factor DPF cos( 0.5) 2 Vd Id 0.9Vs Id cos (2 / )Ls Id RMS fundamental current I s1 Vs DPF Vs cos( 0.5) 6-9 Thyristor Converter with DC Source Continuous current conduction mode Discontinuous current conduction mode 6-10 AC-Side Current Waveform (continuous conduction mode) PSpice-based simulation example: Vs = 240 V, f = 60 Hz, Ls = 1.4 mH, α = 45 deg., Ld = 9 mH, Ed = 145 V. Solution: Is = 60.1 A, Is1 = 59.7 A, DPF = 0.576, PF = 0.572, THD = 12.3% 6-11 DC Voltage versus Load Current 6-12 Inverter Mode (α > 90o) 6-13 Inverter Mode with DC Voltage Source • For a large value of Ld, id can be assumed constant (= Id), then 2 Ed Vd 0.9Vs cos LS Id 6-14 Inverter Mode: Extinction Angle 180o ( ) Importance of extinction angle in inverter mode: The extinction time interval should be greater than the thyristor turn-off time: t t q 6-15 3-Phase Thyristor Converters: Simplified Case 6-16 DC-side voltage waveforms assuming zero ac-side inductance Vd Vdo cos 3 2V cos LL 1.35VLL cos 6-17 Input Line-Current Waveform 6-18 Input line-current waveforms assuming zero ac-side inductance I s 2 / 3Id 0.816Id I s1 ( 6 / )Id 0.78Id I sh I s1 / h, h 3,5,7,.. -
Thyristor Tutorial
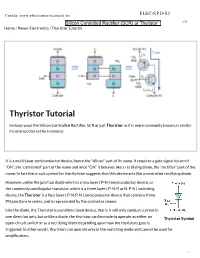
Credits: www.electronics-tutorials.ws ELEC-SPD-S3 1/4 Home / Power Electronics / Thyristor Tutorial Thyristor Tutorial In many ways the Silicon Controlled Rectifier, SCR or just Thyristor as it is more commonly known, is similar in construction to the transistor. It is a multi-layer semiconductor device, hence the “silicon” part of its name. It requires a gate signal to turn it “ON”, the “controlled” part of the name and once “ON” it behaves like a rectifying diode, the “rectifier” part of the name. In fact the circuit symbol for the thyristor suggests that this device acts like a controlled rectifying diode. However, unlike the junction diode which is a two layer ( P-N ) semiconductor device, or the commonly used bipolar transistor which is a three layer ( P-N-P, or N-P-N ) switching device, the Thyristor is a four layer ( P-N-P-N ) semiconductor device that contains three PN junctions in series, and is represented by the symbol as shown. Like the diode, the Thyristor is a unidirectional device, that is it will only conduct current in one direction only, but unlike a diode, the thyristor can be made to operate as either an Thyristor Symbol open-circuit switch or as a rectifying diode depending upon how the thyristors gate is triggered. In other words, thyristors can operate only in the switching mode and cannot be used for amplification. / The silicon controlled rectifier SCR, is one of several power semiconductor devices along with Triacs (Triode AC’s), Diacs (Diode AC’s) and UJT’s (Unijunction Transistor) that are all capable of acting like very fast solid state AC switches for controlling large AC voltages and currents. -

Commonly Used Terms in SCR (Thyristor) Power Controllers
Application Note 1005 Commonly Used Terms in SCR (Thyristor) Power Controllers INTRODUCTION Over the years AMETEK HDR has been asked many times to compile a list of commonly used terms associated with SCR (Thyristor) Power Controls. We have tried to think of the terms you hear most often. If there are any you would like to have added, just let us know. We hope this list helps. AMBIENT TEMPERATURE - the temperature in which an SCR Power Control is expected to operate, usually 0° to 50°C. ANODE - the negative power terminal of an SCR or Diode. CATHODE - the positive power terminal of an SCR or Diode. COMMAND SIGNAL - a variable input to an SCR Power Control that determines its output setting. It can be a current, voltage or potentiometer input. CSA - Canadian Standards Association’s mark for 3rd party certification of a product to Canadian Standards. cUL - Underwriters Laboratories’ mark for 3rd party certification of a product to Canadian Standards. CURRENT LIMITING - the means for limiting or setting the maximum current level applied to the load. Should be RMS for best results. CURRENT REGULATION - the means for regulating the current in an ever-changing load resistance or linearizing the input command signal to the output current. CURRENT TRANSFORMER - commonly referred to as a CT. It is used to sense the AC current. Its output is isolated and linear to the measured current, the output is normally 0-5A. di/dt - rate of rise of applied current to an SCR as it turns on. DIODE - a semiconductor that allows current to flow in only one direction. -

Solid Aluminum Capacitors with Organic Semiconductor Electrolyte
Precautions when Using in Circuits Vishay OS-CON Solid Aluminum Capacitors with Organic Semiconductor Electrolyte EXPLANATION OF THE RUSH CURRENT SUPPRESSION METHODS There is the chance that an excessive amount of rush current will flow through the Vishay OS-CON capacitor when it is used in the following circuits because its ESR is exceedingly low. Therefore, careful consideration and measures must be Inductance coil taken with regard to design and production equipment. Use the Vishay OS-CON capacitor so the rush current value does Direction of not exceed 10 A. current flow In case that 10 times the allowable ripple current value exceeds 10 A, the Vishay OS-CON capacitor can be used Diode for absorbing counter electromotive force within that value. 1. DC-DC Converter Input Circuits The main points to be aware of are listed here. a.DC-DC converter circuits are usually a PC board block • Normally, an inductance coil with a magnetic core is used; shape and use a low ESR capacitor in the input section for however, inductance sometimes drops depending on the high performance and miniaturization. frequency, so it must be checked. b.Consideration must be given to the rush current that flows • The peak current value of the diode when absorbing the equipment when DC-DC converter is adjusted and counter electromotive force. inspected. • There is the possibility that an extremely large amount of 3. No Protection Resistance Rush Current rush current will flow through the Vishay OS-CON When there is no protection, Resistor Z as shown in Figure 1 capacitor during voltage adjustment or inspection of the and the power supply has Re = 0 Ω, the Vishay OS-CON DC-DC converter’s circuit block when the power capacitor’s rush current is as follows. -

Part I :Power Electronics Chapter One
PART I :POWER ELECTRONICS CHAPTER ONE POWER ELECTRONICS FUNDAMENTALS 1.1 INTRODUCTION The first electronics revolution began in 1948 with the invention of the bipolar silicon transistor at Bell Telephone Laboratories by Bardeen, Bratain, and Schockley. This invention leads to the most recent advanced in electronic technologies seen today. Also, modern microelectronics has evolved over the years from these silicon semiconductors. In 1957, the second electronics revolution started with the development of the four- layer high power commercial thyristor by the General Electric Company in USA. The invention of this device and its later applications in energy processing and motor control fields has initiated a new era of power electronics. From the early 1960s until quite recently, the thyristor and its family was almost universally used as the high power semiconductor switch which leads to introduction of many different types of energy conversion techniques. The energy conversion using power electronics achieves conversion of electric power from one form to another, using a combin- ation of high-power semiconductor devices and passive components, mainly transformers, inductors, and capacitors. The input and output may be alternating current (a.c.) or direct current (d.c.) and may differ in magnitude and/or frequency. The end goals of a power electronic conv- erter are to achieve high efficiency of conversion, minimize size and weight, and achieve desired regulation of the output. Power electronic converters can be classified into four different types on the basis of input and output, dc-dc, dc-ac, ac-dc, and ac-ac, named with the first part referring to the input and the second to the output.