Lessons from the Cotton Mills
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Plodder Lane, Farnworth, Bolton, Greater Manchester, BL4 0JT
Plodder Lane, Farnworth, Bolton, Greater Manchester, BL4 0JT Guide Price: £100,000 *** For sale by Modern Method of Auction: Starting Bid Price £100,00.00 plus Reservation Fee. *** Supe rb Extended Traditional Se mi-Detached Home Situated Within a Popular Residential Location, Offering Excellent Potential and With No Chain Involved *** This s a superb opportunity to purchase a fantastic semi-detached home that offers well-proportioned living space, off road parking and gardens to both the front and rear. Situated upon the highly favoured Plodder Lane within the popular location of Farnworth, the property sits within easy access to a host of amenities and is well placed for major transport links making it ideal for commuting into Manchester and across the North West. Although requiring both modernisation and significant upgrade works, there is excellent potential for improvement including further extension/redevelopment if required. Rarely do home of this type come to the market especially at such an attractive price and an early viewing is strongly advised to avoid disappointment. This property is for sale by The Great North Property Auction powered by iamsold. Rooms Auctioneer’s Comments This property is for sale by the Modern Method of Auction. Should you view, offer or bid on the property, your information will be shared with the Auctioneer, iamsold Limited. This method of auction requires both parties to complete the transaction within 56 days of the draft contract for sale being received by the buyers solicitor. This additional time allows buyers to proceed with mortgage finance. The buyer is required to sign a reservation agreement and make payment of a non-refundable Reservation Fee. -

520 Bus Time Schedule & Line Route
520 bus time schedule & line map 520 Bolton - Westhoughton Circular Via Deane Road, View In Website Mode Ladybridge The 520 bus line (Bolton - Westhoughton Circular Via Deane Road, Ladybridge) has 2 routes. For regular weekdays, their operation hours are: (1) Bolton: 6:38 PM - 9:38 PM (2) Water's Nook: 10:38 PM Use the Moovit App to ƒnd the closest 520 bus station near you and ƒnd out when is the next 520 bus arriving. Direction: Bolton 520 bus Time Schedule 66 stops Bolton Route Timetable: VIEW LINE SCHEDULE Sunday 8:59 AM - 9:38 PM Monday 6:38 PM - 9:38 PM Bolton Interchange, Bolton Johnson Street, Bolton Tuesday 6:38 PM - 9:38 PM University Of Bolton, Gilnow Wednesday 6:38 PM - 9:38 PM College Way, Gilnow Thursday 6:38 PM - 9:38 PM Friday 6:38 PM - 9:38 PM Cannon Street, Gilnow 161 Deane Road, Bolton Saturday 6:38 PM - 9:38 PM Gilnow Lane, Gilnow Gordon Avenue, Willows Back Deane Road, Bolton 520 bus Info Direction: Bolton Callis Road, Willows Stops: 66 48 Wigan Road, Bolton Trip Duration: 47 min Line Summary: Bolton Interchange, Bolton, Hawthorne Road, Willows University Of Bolton, Gilnow, College Way, Gilnow, Back Wigan Road, Bolton Cannon Street, Gilnow, Gilnow Lane, Gilnow, Gordon Avenue, Willows, Callis Road, Willows, Hawthorne Greenhill Avenue, Deane Road, Willows, Greenhill Avenue, Deane, Hulton Lane, Wigan Road, Bolton Deane, Deane Golf Club, Ladybridge, Lennox Gardens, Ladybridge, The Beaumont Arms, Hulton Lane, Deane Ladybridge, Crossford Drive, Ladybridge, Marnland Grove, Ladybridge, Wendover Drive, Ladybridge, Deane Golf -

524 Times of Early Morning and Monday to Friday Peak Period Journeys Are Changed 524 Easy Access on All Buses
From 8 April Bus 524 Times of early morning and Monday to Friday peak period journeys are changed 524 Easy access on all buses Bury Radcliffe Little Lever Moses Gate Bolton From 8 April 2018 For public transport information phone 0161 244 1000 7am – 8pm Mon to Fri 8am – 8pm Sat, Sun & public holidays This timetable is available online at Operated by www.tfgm.com First Manchester PO Box 429, Manchester, M60 1HX ©Transport for Greater Manchester 18-0233–G524–6000–0218 Additional information Alternative format Operator details To ask for leaflets to be sent to you, or to request First Manchester large print, Braille or recorded information Wallshaw Street, Oldham, OL1 3TR phone 0161 244 1000 or visit www.tfgm.com Telephone 0161 627 2929 Easy access on buses Travelshops Journeys run with low floor buses have no Bolton Interchange steps at the entrance, making getting on Mon to Fri 7am to 5.30pm and off easier. Where shown, low floor Saturday 8am to 5.30pm buses have a ramp for access and a dedicated Sunday* Closed space for wheelchairs and pushchairs inside the Bury Interchange bus. The bus operator will always try to provide Mon to Fri 7am to 5.30pm easy access services where these services are Saturday 8am to 5.30pm scheduled to run. Sunday* Closed *Including public holidays Using this timetable Timetables show the direction of travel, bus numbers and the days of the week. Main stops on the route are listed on the left. Where no time is shown against a particular stop, the bus does not stop there on that journey. -

Spinning and Winding Taro Nishimura
The_Textile_Machinery_Society_of_Japan_Textile_College_2-Day_Course_on_Cloth_Making_Introduction_to_Spinning_2014_05_22 Spinning and Winding Taro Nishimura 1. Introduction Since several thousand years ago, humans have been manufacturing linen, wool, cotton, and silk to be used as fibrous materials for clothing. In 繊維 (sen’i ), which is the word for “fiber,” the Chinese character 繊 (sen ) is a unit for decimal fractions of one ten-millionth (equal to approximately 30 Ǻ), while 維 (i) means “long and thin.” Usually, fibers are several dozen µ thick, and can range from around one centimeter long to nigh infinite length. All natural materials, with the exception of raw silk, are between several to several dozen centimeters long and are categorized as staple fibers. Most synthetic fibers are spun into filaments. Figure 1 shows how a variety of textile product forms are interrelated. Short fibers are spun into cotton (spun) yarns, whereas filaments are used just as they are, or as textured yarns by being twisted or stretched. Fabric cloths that are processed into two-dimensional forms using cotton (spun) yarns and filament yarns include woven fabrics, knit fabrics, nets, and laces. Non-woven fabrics are another type of two-dimensional form, in which staple fibers and filaments are directly processed into cloths without being twisted into yarns. Yet another two-dimensional form is that of films, which are not fiber products and are made from synthetic materials. Three-dimensional fabrics and braids are categorized as three-dimensional forms. This paper discusses spinning, or the process of making staple fibers into yarns, and winding, which prepares fibers for weaving. One-dimensional Two-dimensional Three-dimensional Natural Staple fibers Spun yarns Woven fabrics Three-dimensional materials Filaments Filament yarns Knit fabrics fabrics Synthetic Nets Braids materials Laces Non-woven fabrics Films Fig. -

Paper 2: the Woollen Cloth Industry in the Lim Valley © Richard Bull & Lyme Regis Museum Revised with Extra Images July 2015
Industrial Lyme - Paper 2: The Woollen Cloth Industry in the Lim Valley © Richard Bull & Lyme Regis Museum Revised with extra images July 2015 Like all research, this is on-going. If you know more, or are descended from any of the families involved, please get in touch with the author via Lyme Regis Museum. Summary Woollen cloth has been made in the Lim Valley from at least medieval times, but this paper is more about the factories in Lyme Regis and Uplyme that made high-quality West of England coat cloths. The factories in Lyme were bankrupt in 1847, leaving the Uplyme factory to soldier on against Yorkshire competition until it was destroyed by fire in 1866, whilst being modernised. In Lyme the factories were started up again in the 1850s to make silk thread and hemp twine, but only for a short period; these are the subjects of other papers in this series. This paper contains: the background to the trade, the history of the factories and a walking trail to see the mills. Cloth making – the essential process in a nutshell Sheep fleeces are packed on the farm into big canvas bags called woolsacks. At the factory the fleeces are scoured (washed) to remove lanolin (wool- grease), dirt and adhering vegetable material. Then the fleeces are scribbled (torn up into pieces), combed and carded to produce rovings, long strips of wool ready for spinning. Washed and combed fleece being fed into a carding machine at Coldharbour Mill, Uffculme, Devon Industrial Lyme Paper 2 – The Woollen Cloth Industry © R Bull & Lyme Regis Museum 1 Spinning means to draw out and twist - and by this process the scales of the individual wool fibres lock together to produce a thread known as a single. -

Area Profile: Horwich
Area Profile: Horwich Area Profile: Neighbourhood West: Horwich Introduction The aim of this profile report is to give a demographic overview of each GP Cluster Neighbourhood. The present report is for the West neighbourhood of Horwich which is made up from the following GP practices: Y03079 – BCP Market Surgery P82006 – Pike View Medical Centre P82003 – Kildonan House Y03079 – BCP Ladybridge Population Bolton’s total population is set to increase by around 12% or around 33,000 people by 2035. Although the borough is set to gain approximately 30,000 people, it is projected that Bolton will lose around 14,000 residents who will move elsewhere in the UK. The borough is projected to experience a marginally higher birth rate than the national average1. The proportion of children in Bolton is slightly higher than average for Greater Manchester and England. In 2011, 25.8% of the population were aged 0-19, with 6.8% of these being 0-4 years. Population projections for Bolton suggest that the number of dependent children will increase by 17% between 2010 and 2035. There are currently around 28,835 patients within the Horwich neighbourhood registered at one of their practices, ranging from 2,196 in BCP Market Surgery to 14,981 in Kildonan House2. Taken as a whole the Horwich neighbourhood (excluding the BCP practices) has a very slightly older list than is average for Bolton practices; 18% of patients are aged 65+ compared to 16% across Bolton. 1Bolton’s Health Matters (Starting Well) - http://www.boltonshealthmatters.org/ 2 National General Practice Profiles - http://fingertips.phe.org.uk/PROFILE/GENERAL-PRACTICE Resident population by key Census age groups Pike BCP View Kildonan BCP Horwich Age Market Medical House Ladybridge[2] neighbourhood Surgery[1] Centre 0-4 years - 396 887 - - 5-14 years - 868 1,641 - - Under 19 years - 1,724 3,339 - - 65+ years - 1,473 2,583 - - 75+ years - 641 1,052 - - 85+ years - 198 291 - - [1] Not possible to disaggregate. -

Bolton, Salford and Wigan Child Death Overview Panel Annual Report 2013/14
BOLTON, SALFORD AND WIGAN CHILD DEATH OVERVIEW PANEL ANNUAL REPORT 2013/14 Report Authors Mick Lay – Independent CDOP Chair Liza Scanlon – Salford Public Health 1 CONTENTS SECTION ONE – EXECUTIVE SUMMARY 1.1 Introduction 1.2 The panel and its function. 1.3 Childhood deaths and key issues 1.4 Number of child deaths 1.5 Ages of children 1.6 Ethnicity 1.7 Sudden Unexplained deaths in Infancy (SUDI) 1.8 Modifiable Factors SECTION TWO – RECOMMENDATIONS 2.1 Updates from 2012/13 Recommendations 2.2 Recommendations based on 2013/14 report 2 1.1 Introduction. Child Death Overview Panels (CDOP’S) are a multi-disciplinary sub-group of Local Safeguarding Children Boards that work across Local Authority boundaries based on population numbers. The CDOP reviews the deaths of all children aged from birth to under the age of 18years old (excluding still births and planned terminations carried out under the law) who normally reside within the geographical boundaries of that CDOP. There are 4 CDOP’s across Greater Manchester 3 of which are ‘tri-partite’ such as Bolton, Salford and Wigan (BSW) with one CDOP covering the area of Manchester City Council. This report provides information on the child deaths which have occurred in 2013/14 known as ‘notifications’ and cases concluded by the CDOP referred to as ‘closed’. The first two sections of this report outline the functions of the Panel and summarises its key findings. In turn these key findings support the recommendations which are made to each of the three Local Safeguarding Boards (LSCB’s) named above. -

SOCIAL COUNCIL Mtniiiimhiuhhmtiimiiitniiiimiriiuniiitriiiiiiiftihiu ECONOMIC COMMISSION Î0R LATIN AMERICA
UNITED NATI ONS GENERAL E/CN.I2/9I9 ECONOMIC September 1971 ENGLISH AND ORIGINAL: PORTUGUESE SOCIAL COUNCIL MtniiiimHiuHHmtiimiiitniiiimiriiuniiitriiiiiiiftiHiu ECONOMIC COMMISSION Î0R LATIN AMERICA THE TRAÍAS PER OF TECHNICAL KNOW-HOW IN THE TEXTILE AND CLOTHING INDUSTRIES IN BRAZIL prepared by Luigi Spreafico, Consultant J Note; This report foms part of a study undertaken ty the Economic Commission for Latin America (ECLA), the Interamerican Development Bank (IDB) and the Division of Public Finance and Financial Institutions of the United Nations Department of Economic and Social Affairs on the problems of the transfer of industrial technology in Brazil. I - iii - TABLE OF CONTENTS Page Chapter I. PRODUCTION IN THE TEXTILE INDUSTRY AND THE ACCUMULATION OF TECHNICAL KNOW-HOW OVER TIME 1 A. INTRODUCTION 1 B. THE ACCUMULATION OF TECHNICAL KNOW-HOW IN THE TEXTILE INDUSTRY 5 C. CHARACTERISTICS OF THE PRODUCTION PROCESS IN THE TEXTILE INDUSTRY 10 1. Basic concepts ........................... 10 2. Prospects of a radical change in the production processes of the textile industry 13 3i Classification of processes by type of fibre used 21 Chapter II. DIFFERENT WAYS OF TRANSFERRING KNOW-HOW IN THE TEXTILE INDUSTRY 26 A. BACKGROUND 26 1. The establishment of the textile industry in Latin America 26 2. Current trends 28 B. TRANSFER OF KNOW-HOW NEEDED TO ESTABLISH NEW MILLS 28 C. TRANSFER OF KNOW-HOW NEEDED FOR RE-STRUCTURING AND MODERNIZING OUT-OF-DATE FACTORIES 35 D. THE WAYS OF TRANSFERRING KNOW-HOW ON THE USE OF SPECIAL PROCESSES AND SYNTHETIC RAW MATERIALS 40 A. Use of - iV - Page 1. Use of synthetic raw materials .......... -
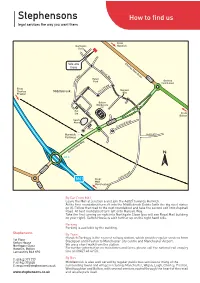
How to Find Us
How to find us From Northgate Horwich Close We are C ho rl here ey N M e an w se R l o y l W a a a d W y A673 ll Retail a Beehive n Park i Roundabout p s ay A kw y n From a Li w e Mansell Chorley Middlebrook k h in T Way Preston L e h T Bolton B u Wanderers rn d FC e n Pol W Sta ay From Bolton Sports d Arena oa A6027 ld R nfie Cra Hotel Horwich Hall Lane Parkway ay W nd lla vi Ha de N Jct 6 A6027 e an k L oc ost M61 From L M60 A6 Manchester By Car From M61 Leave the M61 at junction 6 and join the A6027 towards Horwich. At the first roundabout turn eft into the Middlebrook Estate (with the big steel statue on it). Follow that road to the next roundabout and take the second exit onto Aspinall Road. At next roundabout turn left onto Mansell Way. Take the first turning on right into Northgate Close (you will see Royal Mail building on your right). Sefton House is a bit further up on the right hand side. Parking Parking is available by the building. Stephensons By Train Horwich Parkway is the nearest railway station, which provide regular services from 1st Floor Blackpool and Preston to Manchester city centre and Manchester Airport. Sefton House Northgate Close We are a short walk from the station. Horwich, Bolton For further information on train times and fares, please call the national rail enquiry Lancashire BL6 6PQ line on 08457 48 49 50. -

The Industrial Revolution - Making Cloth: the Start of the Industrial Revolution
The Industrial Revolution - Making Cloth: The Start of the Industrial Revolution The Industrial Revolution - Making Cloth: The Start of the Industrial Revolution by ReadWorks The Industrial Revolution got its start in the textile industry. Before the Industrial Revolution, making cloth was a very slow process. Cotton from cotton plants is puffy and full of seeds. First, the seeds had to be taken out, by hand. Next, the cotton had to be spun and stretched into thread, by hand. Finally, the thread was woven into cloth, by hand. Every step along the way required the full concentration of one person. Making cloth took a long time. In 1764, the process of turning cotton into cloth began to change. The three main steps stayed the same. But people began to use machines instead of doing everything manually. The machines did each step faster and faster. Some of the machines were huge. They couldn't fit into a person's home. The first factories were built to house machines and the workers needed to run them. Look at the timeline below. It describes the most important textile machines that were invented. Use it to answer the questions that follow. 1764: The spinning jenny was invented by James Hargreaves. This machine made it easier to make thread. 1769: Sir Richard Arkwright invented the water frame. Now weavers could keep up with all the thread that was being made. After the invention of the water frame, one weaver could weave the yarn from four spinners! The water frame was too big for homes. It only fit in factories. -

Bolton, Salford & Wigan Partnership
Bolton, Salford & Wigan Partnership What is the Bolton, Salford “The partnership is all & Wigan about NHS organisations Partnership? in Bolton, Salford, and Wigan working more closely together to make specific areas of hospital care the best they can be” Why do we need it? Shortage of clinical staff Money to pay for health services is limited Services are under increasing pressure with more people needing extra help and support to stay well. We know 7 day services are safer, but can we run all services 24/7 at all our hospitals? Our hospitals are performing well but we know they can do even better together! Our aims We want people in Bolton, Salford, and Wigan to have access to high quality hospital care that is… • Consistently high quality - no postcode lottery! • Fit for the future in terms of money and workforce • Available around the clock, seven days a week • Provided as locally as possible • Part of a wider, joined up plan for Greater Manchester. We plan to make our area a great place for health professionals to work and train so we get the best people - and they want to stay! We set our Partnership up To deliver Healthier Together Healthier Together looked at how patients across Greater Manchester could be offered the best care – focusing on general surgery, urgent and emergency care, medicine and radiology. Bolton, Salford This partnership is closely aligned to & Wigan ‘Theme 3’ work across Greater Manchester Partnership and is also considering how neighbouring hospitals can work better together to deliver; • Benign Urology • Breast services • Paediatrics • Elective Orthopaedics The sector Partnership is also working to consider Dermatology services What is Dermatology? Dermatology services diagnose, investigate, treat and manage skin disease, hair and nail complaints such as; ● skin cancer ● eczema ● psoriasis ● severe acne ● alopecia How is dermatology currently delivered in our area? Salford Royal is the dermatology specialist hospital for GM and also provides routine dermatology care for local residents. -

For Sale - M.O.T Garage / Motor Repair Workshop
FOR SALE - M.O.T GARAGE / MOTOR REPAIR WORKSHOP EPM Garage, Gower Street, Farnworth, Bolton, BL4 7EY 244.60 m² (2,632.87 ft²) ▪ Prominent location on a busy main road ▪ Secure yard with perimeter fencing ▪ Suitable for a variety of uses subject to planning permission ▪ Excellent transport links Description Planning Use The subject property consists of three separate single-storey B2 General Industrial workshop units of steel construction under a pitched clad roof with brick elevations. The main industrial unit is EPC currently utilised as a car garage/workshop with two small A copy of the EPC is available on request. offices and a main reception area with the other two units currently utilised as garage area/workshop areas. VAT Externally there is a small yard area to the front of the VAT may be applicable at the prevailing rate property off the entrance at Gower Street that can be utilised as a small car park area surrounded by palisade fencing. Business Rates There is also a rear gated entrance off Whoolden street leading onto a hard-standing concrete yard area positioned Rateable Value £9,900 between the properties that could be used as car parking or Viewing storage. Viewing by way of appointment through the sole agent Miller The three units benefit from electric roller shutter access, Metcalfe Commercial bars on windows for added security, concrete flooring and three phase electricity supply throughout. Ms Ruth Bates 07388 996141 01204 221063 Location [email protected] The property is located on Gower Street in the Farnworth area of Bolton and is well positioned to both Farnworth Town Centre and also Bolton Town Centre.