Techniques of Working Stainless Steel in Secondary School Metal Shop
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Essential Block Plane How to Choose and Use Woodworking’S Most Popular Trimmer
The Essential Block Plane How to choose and use woodworking’s most popular trimmer By Craig Bentzley It’s no secret that I love hand plane. Available in a variety of What to look for planes and own way too many in a block plane of them–about 250 at last it’s small, relatively inexpensive, As shown in Figure 1 and count. Many of them perform andconfigurations even kind of (as cute. shown But above),it’s Photo A, a block plane is a highly specialized tasks and fairly basic tool. That said, for don’t see use very often. But up and tuned, a good quality good performance, avoid cheap, there’s one type of plane that’s blockdefinitely plane not is aadept toy. Properly at handling set rudimentary hardware store a stand-out exception: the block all sorts of shop chores and is versions. The most important plane. In fact, when I’m asked likely to become one of your most features to look for in a good by beginning woodworkers used hand tools. I’ll discuss what what plane they should to look for in a good block plane, reliable and easy-to-use depth-of- start out with, that’s the one how to set one up, and how to cutblock adjustment, plane include and a an flat adjustable sole, a that always tops the list. use it to your best advantage. throat. You’ll also want the tool The ubiquitous block plane Once you make friends with to feel comfortable in your hand. is probably owned by more a block plane, you’ll wonder Unlike most bench planes, the people than any other hand how you did without one. -

Guide to Stainless Steel Finishes
Guide to Stainless Steel Finishes Building Series, Volume 1 GUIDE TO STAINLESS STEEL FINISHES Euro Inox Euro Inox is the European market development associa- Full Members tion for stainless steel. The members of Euro Inox include: Acerinox, •European stainless steel producers www.acerinox.es • National stainless steel development associations Outokumpu, •Development associations of the alloying element www.outokumpu.com industries. ThyssenKrupp Acciai Speciali Terni, A prime objective of Euro Inox is to create awareness of www.acciaiterni.com the unique properties of stainless steels and to further their use in existing applications and in new markets. ThyssenKrupp Nirosta, To assist this purpose, Euro Inox organises conferences www.nirosta.de and seminars, and issues guidance in printed form Ugine & ALZ Belgium and electronic format, to enable architects, designers, Ugine & ALZ France specifiers, fabricators, and end users, to become more Groupe Arcelor, www.ugine-alz.com familiar with the material. Euro Inox also supports technical and market research. Associate Members British Stainless Steel Association (BSSA), www.bssa.org.uk Cedinox, www.cedinox.es Centro Inox, www.centroinox.it Informationsstelle Edelstahl Rostfrei, www.edelstahl-rostfrei.de Informationsstelle für nichtrostende Stähle SWISS INOX, www.swissinox.ch Institut de Développement de l’Inox (I.D.-Inox), www.idinox.com International Chromium Development Association (ICDA), www.chromium-asoc.com International Molybdenum Association (IMOA), www.imoa.info Nickel Institute, www.nickelinstitute.org -

6 W Elding Accessories Tungsten Electrodes Magnesium Aluminum
Sylvania Tungsten Vendor Code: SYL Tungsten Electrodes Magnesium Magnesium alloys are in 3 groups. They are: (1) aluminum-zinc-magnesium, (2) aluminum-magnesium and (3) manganese-magnesium. Since magnesium will absorb a number of harmful ingredients and oxidize rapidly when subjected to welding heat, TIG welding in an inert gas atmosphere is distinctly advantageous. The welding of magnesium is similar, in many respects, to the welding of aluminum. Magnesium was one of the first metals to be welded commercially by the inert-gas nonconsumable process (TIG). Accessories Welding Aluminum The use of TIG welding for aluminum has many advantages for both manual and automatic processes. Filler metal can be either wire or rod and should be compatible with the base alloy. Filler metal must be Ground Dia. Length Electrodes dry, free of oxides, grease or other foreign matter. If filler metal becomes damp, heat for 2 hours at Part No. (inches) (inches) 250˚ F before using. Although AC high-frequency stabilized current is recommended, DC reverse polarity 0407G .040 7 has been successfully used for thicknesses up to 3/32". 1167G 1/16 7 Stainless Steel Pure 3327G 3/32 7 In TIG welding of stainless steel, welding rods having the AWS-ASTM prefixes of E or ER can be used as 187G 1/8 7 filler rods. However, only bare uncoated rods should be used. Stainless steel can be welded using AC high frequency stabilized current, however, for DC straight polarity current recommendations must be increased 5327G 5/32 7 6 25%. Light gauge metal less than 1/16" thick should always be welded with DC straight polarity using 0407GL .040 7 argon gas. -

Basic Facts About Stainless Steel
What is stainless steel ? Stainless steel is the generic name for a number of different steels used primarily for their resistance to corrosion. The one key element they all share is a certain minimum percentage (by mass) of chromium: 10.5%. Although other elements, particularly nickel and molybdenum, are added to improve corrosion resistance, chromium is always the deciding factor. The vast majority of steel produced in the world is carbon and alloy steel, with the more expensive stainless steels representing a small, but valuable niche market. What causes corrosion? Only metals such as gold and platinum are found naturally in a pure form - normal metals only exist in nature combined with other elements. Corrosion is therefore a natural phenomena, as nature seeks to combine together elements which man has produced in a pure form for his own use. Iron occurs naturally as iron ore. Pure iron is therefore unstable and wants to "rust"; that is, to combine with oxygen in the presence of water. Trains blown up in the Arabian desert in the First World War are still almost intact because of the dry rainless conditions. Iron ships sunk at very great depths rust at a very slow rate because of the low oxygen content of the sea water . The same ships wrecked on the beach, covered at high tide and exposed at low tide, would rust very rapidly. For most of the Iron Age, which began about 1000 BC, cast and wrought iron was used; iron with a high carbon content and various unrefined impurities. Steel did not begin to be produced in large quantities until the nineteenth century. -

The Stainless Steel Family
The Stainless Steel Family A short description of the various grades of stainless steel and how they fit into distinct metallurgical families. It has been written primarily from a European perspective and may not fully reflect the practice in other regions. Stainless steel is the term used to describe an extremely versatile family of engineering materials, which are selected primarily for their corrosion and heat resistant properties. All stainless steels contain principally iron and a minimum of 10.5% chromium. At this level, chromium reacts with oxygen and moisture in the environment to form a protective, adherent and coherent, oxide film that envelops the entire surface of the material. This oxide film (known as the passive or boundary layer) is very thin (2-3 namometres). [1nanometre = 10-9 m]. The passive layer on stainless steels exhibits a truly remarkable property: when damaged (e.g. abraded), it self-repairs as chromium in the steel reacts rapidly with oxygen and moisture in the environment to reform the oxide layer. Increasing the chromium content beyond the minimum of 10.5% confers still greater corrosion resistance. Corrosion resistance may be further improved, and a wide range of properties provided, by the addition of 8% or more nickel. The addition of molybdenum further increases corrosion resistance (in particular, resistance to pitting corrosion), while nitrogen increases mechanical strength and enhances resistance to pitting. Categories of Stainless Steels The stainless steel family tree has several branches, which may be differentiated in a variety of ways e.g. in terms of their areas of application, by the alloying elements used in their production, or, perhaps the most accurate way, by the metallurgical phases present in their microscopic structures: . -

Titanium, Aluminum Or Steel?
Titanium, Aluminum or Steel? Thomas G Stoebe Professor Emeritus, University of Washington, Seattle, WA and National Resource Center for Materials Technology Education Edmonds Community College 20000 68 Ave West Lynnwood, WA 98036 425-890-4652; [email protected] Copyright Edmonds Community College 2008 Abstract: Testing of metals is usually undertaken with sophisticated instruments. However, you can demonstrate to your students the basic differences between certain classes of metals using the simple spark test, presented here. You can even have your students test their “titanium” sports equipment to see if it really titanium! In many cases, they will find that the name “titanium” is used for marketing but little will be found in the product. In the process, students see the visible result of the carbon content in steel, and the lack of carbon in other materials, plus realize the reactivity of titanium metal. Module Objective: This simple demonstration provides an introduction to materials and materials testing. Even though this technique is limited to certain metals, it helps the student understand that different materials are different, and that materials that look alike are not necessarily the same. It also provides an opportunity to describe ferrous and non-ferrous materials and their basic differences, and one effect of heating on these different materials. Titanium is sufficiently reactive in air that it gives off sparks even with no carbon present. Since so many products today indicate that they are made of titanium, this test also provides a simple means to test for titanium in a product. This demonstration can also be expanded into a lab experiment to identify unknown materials. -

Cutting Tools Columbus Fleet Industrial Supply Canton Fleet Industrial Supply Canton First Aid & Safety
Cutting Tools Columbus Fleet Industrial Supply Canton Fleet Industrial Supply Canton First Aid & Safety www.cfisgroup.com Phone: 614-332-7464 1 Cutting Tools Full Sets Part # TYPE 330-040 29 PC Set Flip-Out (64th) 330-039 29 PC Set Orange Round 330-030 1-60 Set 330-032 A-Z Set 330-045 29 PC Reduced Shank 330-070 29 PC Cobalt Set Empty Drill Index Empty Index Part # TYPE 330-001 Drill Guage 330-002 15 PC Empty (32nd) 330-003 29 PC Empty (64th) 330-005 1-60 Empty 330-007 A-Z Empty www.cfisgroup.com Phone: 614-332-7464 2 Cutting Tools Drill Sets & Empty Index Full Sets Part # TYPE 330-048 S&D Drill Set 4-PC 330-050 S&D Drill Set 8-PC 9/16, 13/16, 5/8, 7/8, 11/16, 15/16, 3/4, 1” Empty Index Part # TYPE 330-015 S&D Drill Empty Drill Sets & Empty Index Full Sets Empty Index Part # TYPE Part # TYPE 330-042 56 Piece Drill Set 330-020 56 Piece Drill Empty 3 ea 1/16” – 1/4” 2 ea 17/64” – 3/8” 1 ea 11/16” – 1/2” Drill Sets & Empty Index Full Sets Part # TYPE 330-043 115 pc Drill Set www.cfisgroup.com Phone: 614-332-7464 3 Cutting Tools Accu-Lube Gold Cutting / Tapping UltraS-tCicukt Gold SLtuibcrikcants Part # QTY 252-000 Ea 2.2 oz Accu-Lube Gold Spray • High performance cutting tool lubricants in an easy to apply, easy to Part # QTY carry solid stick applicator or spray. -

Hand Saw Restoration
NUMBER 175 MARCH 2014 A Journal of Tool Collecting published by CRAFTS of New Jersey Hand Saw Restoration A Presentation by Bob Garay The November CRAFTS Written by Dave Nowicki dle doesn’t make the saw perfect, it can meeting featured a presentation on and does make the saw more comforta- saw restoration by CRAFTS Presi- ble to use. It’s the steel used in these dent Bob Garay. Following is most of the key elements in saws that makes them special. It was highly tempered, the presentation that collectors and woodworkers can use enabling it to hold an edge for a very long time before in the selection and restoration of quality hand saws. resharpening is required. Regardless of any other en- The first rule of thumb is to start with a good hancements it’s the steel that makes a saw. What’s a good saw? In this case we’re talking saw good. With regard to other enhance- about good usable saws. Many times just knowing the ments, just about any saw with a rose- maker of the saw will tell you whether you have a good wood handle is a good indicator of a high saw. According to Bob, when he sees a Disston, a Si- quality saw, where premium materials monds or an Atkins saw he knows it’s a good saw. were used to enhance the product. For When it comes to value, Disston‘s are the ones to look example the Atkins #400 and #401 saws for. They were all made to a consistent high quality had rosewood handles. -

The Effect of Copper on Crevice Corrosion of Stainless Steels
MATERIALS SELECTION & DESIGN The Effect of Copper on Crevice Corrosion of Stainless Steels ROGER FRANCIS, FNACE, RFMaterials, Crevice corrosion leaks on super Examination and Testing Glossop, Derbyshire, United Kingdom duplex stainless steel sprinkler heads An initial examination of the S32760 GLENN BYRNE, Rolled Alloys, Blackburn, occurred in a firewater sprinkler sys sprinkler heads showed severe crevice cor- Lancashire, United Kingdom tem operating at 22 °C. Tests showed rosion of the threads, despite the relatively that copper deposits from corroding low temperature in the accommodation copper alloys could act as very effi module. Just outside the creviced area, cient cathodes and stimulate dissolu coppery-colored deposits were clearly visi- tion during the regular breakdown ble. It was thought that these deposits might have originated from the reduction and repassivation of the passive film of soluble copper corrosion products in crevices. Several other service fail formed during the corrosion of the bronze ures have occurred because of a simi sprinkler heads. lar mechanism, which had not been To determine whether this was possi- previously reported. ble, 50-mm square plates (3-mm thick) were fitted with polyacetal crevice washers, as described in ASTM G78.2 The washers Superduplex stainless steels (SS) such as were loaded with nylon-coated disc springs UNS S32760 and UNS S32750 have been to produce a load of 27 N/mm2, which pro- widely used in seawater systems because of vided a tight crevice similar to that found their excellent resistance to crevice corro- in a screwed joint. The samples were sion. Reviews of service experience have immersed in synthetic seawater containing shown satisfactory performance with Alloy 50-mg/L cupric ions at 20 °C and the water Z100 (UNS S32760) up to ~40 °C.1 was continuously aerated with compressed In the late 1990s, there were some air. -
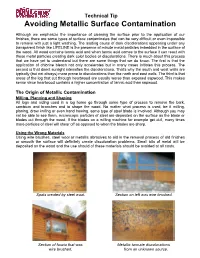
Avoiding Metallic Surface Contamination
Technical Tip Avoiding Metallic Surface Contamination Although we emphasize the importance of cleaning the surface prior to the application of our finishes, there are some types of surface contaminates that can be very difficult or even impossible to remove with just a light washing. The leading cause of dark discolorations appearing under any transparent finish like LIFELINE is the presence of minute metal particles imbedded in the surface of the wood. All wood contains tannic acid and when tannic acid comes to the surface it can react with these metal particles creating dark color bodies or discolorations. There is much about this process that we have yet to understand but there are some things that we do know. The first is that the application of chlorine bleach not only accelerates but in many cases initiates this process. The second is that direct sunlight intensifies the discolorations. That's why the south and west walls are typically (but not always) more prone to discolorations than the north and east walls. The third is that areas of the log that cut through heartwood are usually worse than exposed sapwood. This makes sense since heartwood contains a higher concentration of tannic acid than sapwood. The Origin of Metallic Contamination Milling, Planning and Shaping All logs and siding used in a log home go through some type of process to remove the bark, cambium and branches and to shape the wood. No matter what process is used, be it milling, planing, draw knifing or even hand hewing, some type of steel blade is involved. -

Pickling and Passivating Stainless Steel
Pickling and Passivating Stainless Steel Materials and Applications Series, Volume 4 Euro Inox Euro Inox is the European market development Full Members association for stainless steel. The members of the Euro Acerinox Inox include: www.acerinox.es • European stainless steel producers • National stainless steel development associations Outokumpu • Development associations of the alloying element www.outokumpu.com industries. ThyssenKrupp Acciai Speciali Terni The prime objectives of Euro Inox are to create awareness www.acciaiterni.com of the unique properties of stainless steels and to further ThyssenKrupp Nirosta their use in existing applications and in new markets. www.nirosta.de To achieve these objectives, Euro Inox organises UGINE & ALZ Belgium conferences and seminars, and issues guidance in UGINE & ALZ France printed and electronic form, to enable designers, Arcelor Mittal Group specifiers, fabricators and end users to become more www.ugine-alz.com familiar with the material. Euro Inox also supports technical and market research. Associate Members Acroni www.acroni.si ISBN 978-2-87997-224-4 (First Edition 2004 ISBN 2-87997-047-4) British Stainless Steel Association (BSSA) www.bssa.org.uk Czech version 978-2-87997-139-1 Cedinox Finnish version 2-87997-134-9 www.cedinox.es French version 978-2-87997-261-9 Centro Inox German version 978-2-87997-262-6 www.centroinox.it Dutch version 2-87997-131-4 Informationsstelle Edelstahl Rostfrei Polish version 2-87997-138-1 www.edelstahl-rostfrei.de Spanish version 2-87997-133-0 Institut de Développement de l’Inox (I.D.-Inox) Swedish version 2-87997-135-7 www.idinox.com Turkish version 978-2-87997-225-1 International Chromium Development Association (ICDA) www.icdachromium.com International Molybdenum Association (IMOA) www.imoa.info Nickel Institute www.nickelinstitute.org Polska Unia Dystrybutorów Stali (PUDS) www.puds.com.pl SWISS INOX www.swissinox.ch Content Pickling and Passivating Stainless Steel 1. -

Electroplating of Stainless Steel with Gold
ION SOURCECABLE TO HIGH POWER Fig. 5 Schematic diagram of an SUPPLYVOLTAGE POWER ENCLOSURE SUPPLY_ apparatus which would be suitable for lessing on a ION BEAM FORMING AND laboratory scale the economie ACCELERATINGn SECTION feasibility of gold ion implanta- tion ION CRYOPUMP 'VACUUM LOCK FOR LOADING WORK P1ECES CHAMBER This is not too difficult and sources exist and have References been used to generate gold ions with relatively few 1 E. W. Williams, Gold Bull., 1978, 11, (2), 30-34 2 G. Dearnaley, 'Defects in Crystalline Solids, Vol. 8, Ion Im- problems because the metal is chemically inert and plantation', North Holland Publishing Co., 1973 any alloying effects or reactive effects can be avoided 3 J. Lindhard, M. Scharff and H. E. Schiott, K. Dan. Vidensk. Selsk. Mat.-Fys., 1963, 33, (14), 1-39 by choosing appropriate materials. More recently, the 4 V. 0. Nielson, 'Electromagnetically Enriched Isotopes and liquid field emission sources of Clampitt (13) and Mass Spectrometry', Academie Press, New York, 1956 5 J. F. Gibbons, W. S. Johnson and S. W. Mylroie, 'Projected Swanson (14) have also been used to generate gold Range Statistics', 2nd Edition, Halsted Press, 1975 ions. These are remarkably simple and can operate at 6 H. H. Anderson, 'Seventh Yugoslav Symposium on Physics of Ionized Gases', September 1974 a temperature just above the melting point of gold, 7 0. Almen and G. Bruce, Nucl. lustrum. Methods, 1961, (11), say at 1100°C. Their advantages include long, stable 257-278 8 P. H. Rose, in 'Proceedings of the Symposium on Electron and lifetimes and almost no demand on the vacuum Ion Beam Science & Technology', 1978, pp.