Packaging for Craft Brewing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
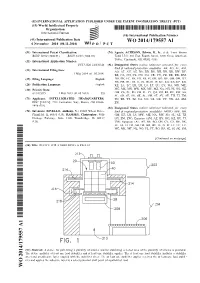
WO 2014/179557 Al 6 November 2014 (06.11.2014) P O P C T
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2014/179557 Al 6 November 2014 (06.11.2014) P O P C T (51) International Patent Classification: (74) Agents: ACHESON, Edwin, R., Jr. et al; Frost Brown B65G 49/00 (2006.01) B65G 43/00 (2006.01) Todd LLC, 301 East Fourth Street, 3300 Great American Tower, Cincinnati, OH 45202 (US). (21) International Application Number: PCT/US20 14/036348 (81) Designated States (unless otherwise indicated, for every kind of national protection available): AE, AG, AL, AM, (22) Date: International Filing AO, AT, AU, AZ, BA, BB, BG, BH, BN, BR, BW, BY, 1 May 2014 (01 .05.2014) BZ, CA, CH, CL, CN, CO, CR, CU, CZ, DE, DK, DM, (25) Filing Language: English DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, HR, HU, ID, IL, IN, IR, IS, JP, KE, KG, KN, KP, KR, (26) Publication Language: English KZ, LA, LC, LK, LR, LS, LT, LU, LY, MA, MD, ME, (30) Priority Data: MG, MK, MN, MW, MX, MY, MZ, NA, NG, NI, NO, NZ, 61/817,895 1 May 2013 (01.05.2013) US OM, PA, PE, PG, PH, PL, PT, QA, RO, RS, RU, RW, SA, SC, SD, SE, SG, SK, SL, SM, ST, SV, SY, TH, TJ, TM, (71) Applicant: INTELLIGRATED HEADQUARTERS, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, LLC [US/US]; 7901 Innovation Way, Mason, OH 45040- ZW. -

Push Pull & Slipsheet Handling Manual
PUSH/PULL & SLIPSHEET HANDLING MANUAL Global Solutions in Materials Handling PUSH/PULL & SLIPSHEET HANDLING MANUAL Table of Contents ■ INTRODUCTION BACKGROUND & REVIEW What You May Not Know About Slipsheets . .4 Palletless Load Handling–Is It Your Future? . .6 Put It On A Slipsheet . .12 Push/Pulls Global Progress . .15 Slipsheets: The Pallet’s Successor? . .21 Are Packagers Ready For Slipsheets? . .24 Making A Case For Slipsheets . .28 Slipsheets Save Weight And Cost In The Air . .31 Germany Says No To North American Pallets! . .34 US Tells Importers: Pests Are Unpalletable . .36 Freight Processing Centers: Logistics’ Missing Link . .38 ■ COST COMPARISONS Slipsheets & Pallets: A Cost Comparison . .41 Why General Foods Converted To Slipsheets . .47 Cost Comparison Worksheets (Examples and Blanks) . .50 Slipsheets vs. Pallets – The Decision Making Process . .61 ■ CASE HISTORIES & INDUSTRY UTILIZATION Slipsheeting The World – Apple Computer . .67 Cascade Plays Key Role – Apple Computer . .68 Slipsheets Generate Hyper Savings – Apple Computer . .70 You Must Use Slipsheets – Home Depot . .74 Lift Truck Attachment Eliminates Pallet Use – Quaker State Oil . .79 Prior To Slipsheets – Speech By Jim Chase, President Jewell Foods, Inc. .84 Unitizing 30 Lb. Cans Saves 75% Labor – Pik'd Rite, Inc. .88 On-The-Job Application Report – Simplot . .89 On-The-Job Application Report – Northern Fruit . .94 Industries Using Push/Pulls . .95 1 Table of Contents (cont.) ■ CONVERTING TO SLIPSHEETS Slipsheeting – From Team To Reality . .101 Slipsheeting – Making It A Success For Suppliers . .103 Do’s & Don’ts Of Converting To Slipsheets . .111 Recommended Guidelines To Follow For Successful Push/Pull Test . .114 Slipsheet Specifications – Apple Computer . .115 Home Depot's Conversion Spurs Interest In Slipsheets . -

Food Packaging Technology
FOOD PACKAGING TECHNOLOGY Edited by RICHARD COLES Consultant in Food Packaging, London DEREK MCDOWELL Head of Supply and Packaging Division Loughry College, Northern Ireland and MARK J. KIRWAN Consultant in Packaging Technology London Blackwell Publishing © 2003 by Blackwell Publishing Ltd Trademark Notice: Product or corporate names may be trademarks or registered Editorial Offices: trademarks, and are used only for identification 9600 Garsington Road, Oxford OX4 2DQ and explanation, without intent to infringe. Tel: +44 (0) 1865 776868 108 Cowley Road, Oxford OX4 1JF, UK First published 2003 Tel: +44 (0) 1865 791100 Blackwell Munksgaard, 1 Rosenørns Allè, Library of Congress Cataloging in P.O. Box 227, DK-1502 Copenhagen V, Publication Data Denmark A catalog record for this title is available Tel: +45 77 33 33 33 from the Library of Congress Blackwell Publishing Asia Pty Ltd, 550 Swanston Street, Carlton South, British Library Cataloguing in Victoria 3053, Australia Publication Data Tel: +61 (0)3 9347 0300 A catalogue record for this title is available Blackwell Publishing, 10 rue Casimir from the British Library Delavigne, 75006 Paris, France ISBN 1–84127–221–3 Tel: +33 1 53 10 33 10 Originated as Sheffield Academic Press Published in the USA and Canada (only) by Set in 10.5/12pt Times CRC Press LLC by Integra Software Services Pvt Ltd, 2000 Corporate Blvd., N.W. Pondicherry, India Boca Raton, FL 33431, USA Printed and bound in Great Britain, Orders from the USA and Canada (only) to using acid-free paper by CRC Press LLC MPG Books Ltd, Bodmin, Cornwall USA and Canada only: For further information on ISBN 0–8493–9788–X Blackwell Publishing, visit our website: The right of the Author to be identified as the www.blackwellpublishing.com Author of this Work has been asserted in accordance with the Copyright, Designs and Patents Act 1988. -
Semi-Automatic Bottling Systems for Wine
Semi NEW! Semi Automatic Automatic Automatic Bottling Systems Rinser / Filler / Bottling for sparkling Seamer for still Systems for wine in and sparkling still wine bottles products in cans Semi-Automatic Automatic Rinser / Filler / Rinser / Filler / Inline Seamer for still Corker / Capper Carbonators and sparkling for still wine and products in sparkling cans wine Capsuling Mushroom Machines Automatic Corkers & Wire Semi-Automatic Labelers hood cage and Automatic applicators IC Filling Systems Inc. Santa Rosa, California, USA Est. 1994 r e p p a C PP S O em R i Automatic r e g a C & Mu ker shroom Cor r e ill F 4 um Valve Vacu SEMI-AUTOMATIC BOTTLING SYSTEMS FOR WINE r le e b La S ic emi Automat r nse Bottle Ri d ea H r RO ng le PP Cappi su ap Be C C nch Top PV SEMI-AUTOMATIC RINSER FILLER CAPPER FOR SPARKLING WINES O S I C F R 1 6 6 ic at RO tom PP Semi Au AUTOMATIC RINSER FILLER SEAMER FOR CANS FOR STILL OR SPARKLING PRODUCTS 1,500 CPH OUTPUT VIEW IN ACTION AT Can Seamer 661 EPV Can Rinser S e m i A u t o https://icfs.to/canu m a t ic R 661 EPV OP P Capper Can 661 EPV Rinser and Filler Filler Can End Distribution Unit SEMI-AUTOMATIC RINSER FILLER SEAMER FOR CANS FOR STILL OR SPARKLING PRODUCTS UP TO 500 CPH OUTPUT M u s h r S o S A C e e o u a m m t n m o i i - m S C A A e o u r u a a t e t ti m r o ll o c e k m i m C r er a F at a D & tic r & ic er n eta C Can Rinse Can Seam Loading il ager AUTOMATIC RINSER CARBONATORS FILLER CORKER FOR STILL WINE OUTPUT 1,500 BPH A I n u l i t n o e m C a a ti rb c o R n in r ato se rke ICFILLINGSYSTEMS.COM r r Filler Co ABOUT IC FILLING SYSTEMS INC. -
Robotiq Palletizing Solution Instruction Manual
ROBOTIQ PALLETIZING SOLUTION Original Notice © 2020 Robotiq Inc. Robotiq Palletizing Solution for Universal Robots Instruction Manual robotiq.com | leanrobotics.org 2 Revisions 4 1. General Presentation 6 1.1. Palletizing Solution Components 6 1.2. Object Picking 10 1.3. Palletizing Operation Diagrams 11 2. Safety 13 2.1. Disclaimer 13 2.2. Intended Use 14 2.3. Warnings, risk assessment and final application 15 3. Installation 19 3.1. Scope of Delivery 20 3.2. Required Tools and Equipment 21 3.3. Environmental and Operating Conditions 22 3.4. Mounting and Installation 23 3.5. Other Grippers 47 3.6. Installation for Universal Robots 49 3.7. URCap Package 49 3.8. License Agreement 55 4. Operation 58 4.1. Starting Up 58 4.2. Lights States 58 5. Software 61 5.1. Installation on Universal Robots e-Series 61 5.2. Vacuum Gripper behavior 70 5.3. AirPick Vacuum control over Universal Robots with URCaps 70 6. Specifications 71 6.1. Technical dimensions 71 6.2. Mechanical specifications 76 6.3. Electrical specifications 79 7. Maintenance 82 7.1. Linear Axis 83 7.2. Fasteners 84 Palletizing Solution - Instruction Manual 3 7.3. Air Filter Cleaning 84 7.4. AirPick Vacuum Gripper 84 7.5. Solution Cleaning 85 7.6. Solution Storage 85 8. Spare Parts, Kits and Accessories 86 9. Troubleshooting 87 9.1. Palletizing Solution (except the AirPick Gripper) 87 9.2. AirPick Vacuum Gripper 88 10. Warranty 91 11. Harmonized Standards 93 11.1. Applied standards 93 12. Appendix 94 12.1. Anchoring pattern 94 12.2. -

Union Standard Catalog
25,000 MODERN USED & REBUILT PROCESSING & PACKAGING MACHINES EQUIPMENT VISIT OUR NEW WEB SITE www.unionmachinery.com Our Huge Inventory is now on the Web with Descriptions and Photos. NEW YORK CHICAGO MEXICO TEL: 718-585-0200 • FAX: 718-993-2650 TEL: 773-376-5400 • FAX: 773-376-0634 TEL: 5-300-3033 • FAX: 5-301-2934 801 E. 141 ST., 4248 W. 47 ST., SAN LUIS TLATILCO 6-A, COL SAN LUIS TLATILCO UNION STANDARD UNION STANDARD BRONX., NY 10454 CHICAGO, IL 60632 NAUCALPAN, EDO. DE MEXICO C.P. 53370 E-mail: [email protected] Internet: www.unionmachinery.com UNION STANDARD EQUIPMENT COMPANY UNION CONFECTIONERY MACHINERY COMPANY DIV. OF NATIONAL EQUIPMENT CORP. USED & LITY REBU UA IL Q T WORLD'S LARGEST DEALERS OF 801-825 East 141st Street Bronx, New York 10454-1917 MODERN RECONDITIONED PACKAGING & PROCESSING MACHINERY Tel: (718) 585-0200 • Fax: (718) 993-2650 E-mail: [email protected] ES 12 TABLISHED 19 WE ARE IN THE BEST POSITION EVER TO MEET YOUR MACHINERY NEEDS Established in 1912, four generations of the Greenberg family have established Union Standard and Union Confectionery as the world's largest suppliers of processing and packaging equipment with more than 25,000 machines in our New York, Chicago, Mexico D.F. and London facilities. There has never been a better time to contact us for buying and selling machinery. WE OFFER: THE WORLD'S LARGEST INVENTORY More than 25,000 processing and packaging machines in stock and available for your inspection MODERN USED & RECONDITIONED EQUIPMENT Late style equipment which can be reconditioned and set to your specifications. -

Liquids Filling and Packaging
pg_0001 Page 1 of 3 home .cd3wd .ar .cn .de .en .es .fr .id .it .ph .po .ru .sw LIQUIDS FILLING AND PACKAGING Liquids can be either thin (eg oils, milk, syrups and juices) or thick and viscous (eg sauces, pickles, hot jams and confectionery). The type of filler used is different for each group of liquids . The packaging requirements of different liquids are similar in that the liquid must be contained but they differ according to whether the liquid is spoiled by air, light, bacteria etc. Filling Low viscosity (thin) liquids The simplest filler is a jug but this is often too slow for small businesses. A simple filler can be made by fitting one or more taps to the base of a bucket, see Figure 1. The bucket should be stainless steel for hot acid liquids (eg fruit juices) or food grade plastic for cold filling. Iron and copper should not generally be used in food handling. A more sophisticated system in which the volume of liquid filled into file:///D:/cd3wddvd/NoExe/Master/dvd001/dvd1/ITDG/LIQPACK/EN/pg_0001.htm 08/ 11/ 2011 pg_0001 Page 2 of 3 volume of liquid filled into iseach controlled, container is obtained using a piston filler, see Figure 2. This is made from glass or the materials described above. Viscous liquids Because these liquids do not flow easily, the piston filler is the preferred option. Liquids that contain particles Both low and high viscosity liquids may contain particles of food (eg fruit, puips, sauces and pickles). The fillers described above will tend to become blocked by particles and a simple filler made from a stainless steel or plastic funnel is more suitable, Figure 3. -

OMVE FS210 & FS211 Clean-Fill
® FS210 & FS211 Clean-Fill Hygienic Filling & Closing Bench When hygienic filling is your priority There are still many laboratories and pilot plants that fill and close the heat-treated product in an open contaminated atmosphere. Moreover the filling line has not been part of a CIP and/or SIP procedure. This will create unacceptable variations in the quality of your trials and doesn’t give a representative simulation of an industrial process line. With the special designed Clean-Fill & Clean-Fill ESL ,OMVE offers the widest range of filling benches for laboratories and pilot plants within the food industry. Different packaging can be filled and closed within the hygienic environment. Two types of hygienic fillers: 1. FS210: The Clean-Fill Basic is a filler in stainless steel with a filling point. A foot pedal for filling the containers is controlled by an automatic hygienic valve. A hygienic closed loop during cleaning is standard. 2. FS211: The Clean-Fill ESL (Extended Shelf Life) regroups all features of the Clean-Fill Basic but also includes a temperature sensor at the coldest spot as well as a touch screen to display this temperature during sterilization. The condensate cooler ensures controllable cooling of the pressurized water or steam during sterilization Unique Features F FS210 FS211 illing Sterile Down flow filling bench Adjustable front window Minimum height of the unit, no need for dissembling S Complete Stainless Steel system ystems Integrated in cleaning loop Aseptic control valves Larger versions (‘’Extended’’) available Different closing devices can be installed Integrated in sterilization loop TFT touch screen guidance during sterilization Working principle FS The OMVE Clean-Fill creates a class 100 working environment ensuring protection for (non-hazardous) products. -

Summer Used-Car Blowout
VolumeLake 70 Country | Number Pennysaver 28 | July July 9,9, 2017 Page 1 www.OakOrchardCanoe.com - 2017 SUP Paddle Board, 1947 Kayak, Canoe CLEARANCE 170 N. Main St. • Albion, NY 14411-0231 A publication of LAKE COUNTRY MEDIA SALE 585-589-5641 • Fax 585-589-1239 READ ONLINE AT: SAFE SUN! 1000 SUP paddle boards, kayaks, canoes in stock & on SALE! [email protected] www.lakecountrypennysaver.com World Famous OAK ORCHARD CANOE KAYAK EXPERTS Open All Year! WATERPORT, NY 10% (Closed Tuesdays) 585-682-4849 HATS! OFF www.oakorchardcanoe.com SummerOVER 70 USED Used-Car VEHICLES TO CHOOSE Blowout FROM! ‘11 BMW X3 ‘16 Toyota 4Runner ‘14 Kia Sorento ‘12 Toyota Tacoma ‘15 Toyota Highlander #16978B, 66k mi. #17437A, 16k mi. #17438A, 77k mi. #17480A, 60k mi. #17510A, 16k mi. $17,976 $31,516 $13,577 $25,560 $35,916 ‘14 Toyota RAV4 ‘14 Ford F150 ‘12 Jeep Liberty ‘12 Toyota FJ Cruiser ‘13 Hyundai Sonata #17409A, 34k mi. #16988A, 51k mi. #17453A, 54k mi. #17292B, 82k mi. #17352A, 58k mi. $21,934 $24,951 $15,454 $25,982 $13,958 ‘15 Toyota Tundra ‘14 Toyota FJ Cruiser ‘16 Toyota Tacoma ‘15 Toyota Tacoma ‘16 Jeep Renegade #17564A, 60k mi. #P1448, 25k mi. #P1450, 13k mi. #17282A, 55k mi. #P1454, 17k mi. $29,460 $33,925 $32,313 $26,955 $17,417 ‘13 Volkswagen Tiguan ‘14 Toyota Sienna ‘15 Toyota RAV4 ‘13 Honda CR-V ‘14 BMW 328i #17265A, 52k mi. #P1456, 44k mi. #17596A, 32k mi. #P1458, 25k mi. #P1462, 19k mi. $16,652 $23,544 $19,732 $21,524 $26,719 ‘14 Honda Odyssey ‘14 Toyota Highlander ‘15 Jeep Patriot ‘15 Chevy Spark ‘13 Chevy Silverado 1500 #P1464, 27k mi. -

Fuji Ec-171 Robotic Palletizer
FUJI EC-171 ROBOTIC PALLETIZER FEATURES EC-171 robot has the largest working envelope of all Fuji ȫ Highest capacity robot with up to 1200 cycles per robots while maintaining the smallest rotation radius. hour, or idle at 100 cycles per hour The EC-171 is energy efficient using only 4 kva while ȫ Cutting edge controller allows operator to still allowing the robot to work in tight space conditions programme stack patterns and adjust pallet or and accomplishing a very high palletizing rate. With two product types with diagnostics and step-by step human interface, saves calling in a robot technician EC-171 models Fuji can offer a solution for High Speed ȫ Low power consumption using only 3.5 kVA (HS) and/or Heavy Weight (HD) applications. ȫ Semi or fully automated system to eliminate health and safety concerns and labour sourcing ȫ Daily performance delivered 24/7 with consistent productive output OPTIONS ȫ Single or multi-lane configurations ȫ Range of grippers available ȫ Pallet dispensing - optioned automation of pallet feed and discharge increases production and reduces forklift movement ȫ Pallet Wrapping - full wrapping options available ȫ Top sheet applicators ȫ Conveyors & accumulation - powered pallet systems and accumulation options to suit varying layouts and space availability ȫ Guarding - complete hazardous area requirements for personnel safety ȫ Remote maintenance, including augmented reality 1800 318 019 [email protected] 0800 55 77 33 aurora-prcoess.com Diagram dimensions are for reference only* Fuji Ace Model EC-171 -
Double Seaming Process 41 Buyers Guide
CANTECH INTERNATIONAL MARCH 2014 www.cantechonline.comTech Can INTERNATIONAL MARCH 2014 Soft drinks: has the bubble Inside: burst? Redesigning rams Keeping seams seamless Inspection and testing systems March 2014 Contents March 2014 Volume 21, Number 6 Contents 22 CANTECH INTERNATIONAL MARCH 2014 www.cantechonline.comTech Can INTERNATIONAL MARCH 2014 Soft drinks: has the bubble Inside: burst? Redesigning rams Keeping seams seamless Inspection and testing systems 33 REGULARS Subscription Information 5 Comment DON’T MISS IT! An annual subscription to CanTech International includes 7 World News direct personal delivery of 10 issues per year, weekly email 38 Equipment News 12 newsletter and online access to back issues. The latest machinery and equipment for the can line16 Postal & Digital Issue One Year: 43 £168 UK; £178 Europe; 39 New Products £199 Rest of World Postal & Digital Issue Two Years: New cans and ends in the £292 UK; £315 Europe; market place £352 Rest of World 40 Digital Issue Only (1 year): 40 Filling Focus £160 To subscribe please email Russ Phillips updates readers [email protected] or on the canned craft beer go to www.cantechonline.com and market in the US and reviews click Subscribe. the best cans and beers 38 58 Candid Graham Fenton, chairman 18 Used & refurbished of The Can Makers, talks equipment 30 Inspection & testing to Candid following his Richard Piper takes a closer systems re-election look at the pros and cons Richard Piper talks to the Send address changes to: of new versus used or experts in the field of CanTech International, refurbished equipment inspection and testing, an The Maltings, 57 Bath Street, FEATURES area of vital importance to Gravesend, Kent DA11 0DF, UK. -

Brewer 1-16 Dec 07
the heart of the city where you great place for the casual drink can wander in and chat to your and people watching. favourite bartender over a pint or three, let your hair down, take off Danny Doolans, No section convention your tie, where you can sing, 204 Quay Street, Viaduct dance play a bit of pool or have a Basin would be complete without the quick bet on the pokies. opportunity to network and the Degree Bar ‘ programme of social events has Viaduct Basin been designed to give delegates a taste of New Zealand while spending time together to relax Located at the heart of the and discuss issues. Partners too, America’s cup village in the Auckland Viaduct Basin, will have the opportunity to get Danny’s is a famous Irish Bar and has been awarded the prestigious together and experience “James Joyce Prize”; an international accolade presented Auckland City and environs Degree is an upmarket Gastrobar, to the finest Irish Bars. Brimming which caters for all. It offers with old world charm with during the week. lunch and dinner menus, a place flagged stone floors, traditional for casual drinking and a late wood furnishings, blazing open DAVID MEADS – SECTION CHAIRMAN/CONVENOR. night dance venue. It is located in fires and a summer beer garden the heart of the Viaduct Harbour all serve to enhance the genuine overlooking the Super Yachts, a Irish welcome. I ’ The BREWER & DISTILLER INTERNATIONAL • Volume 4 • Issue 4 • April 2008 • www.ibd.org.uk 17 CONVENTION PREVIEW – SELECTED EXHIBITORS Manufacturers and suppliers of nutritional deficiencies in wort that can result AB Vickers process aids for beer production from using increased adjunct levels.