A Short Review on Fracture Mechanisms of Mechanical Components Operated Under Industrial Process Conditions: Fractographic Analysis and Selected Prevention Strategies
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Fracture Toughness of FCC High Entropy Alloy
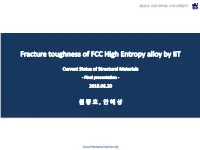
Seoul National University High Entropy Alloy Traditional alloy High entropy alloy Minor Major element 3 element … Minor Major element 2 element 3 Major Major element element 1 Major Minor element 2 element 1 = ( ) 풏풏풏풏풏풏 풐풐 풏풆풆풆 ↑ ↔. 풄�풄풄풄풆풄풐풏풄풆 풆풆풆 ↑ ∆푆푐푐푐푐푐푐 푅푅푅 푅 Y.Zhang et al., Prog.Mat.Sci. 61, 1 (2014) (1) Thermodynamic : high entropy (3) Kinetics : sluggish diffusion (2) Structure : severe lattice distortion (4) Property : cocktail effect High entropy alloy : Potential candidate material for extreme environment applications Seoul National University Mechanical properties of HEA . Ashby map Bernd Gludovatz / SCIENCE VOL 345 ISSUE 6201 There are clearly stronger materials, which is understandable given that CrMnFeCoNi is a single-phase material, but the toughness of this high-entropy alloy exceeds that of virtually all pure metals and metallic alloys. Seoul National University Fracture toughness of HEA Bernd Gludovatz / SCIENCE VOL 345 ISSUE 6201 Although the toughness of the other materials decreases with decreasing temperature, the toughness of the high- entropy alloy remains unchanged. mechanical properties actually improve at cryogenic temperatures Seoul National University Fracture Toughness Testing Compact tension test & Three point bending test Pre-cracking Limitation Destructive Fracturing Complex testing procedure Cannot apply to in-service Development of testing method to measure the fracture properties more easily and more economically Seoul National University Indentation Fracture Toughness . Instrumented Indentation Technique (IIT) In-situ & In-field System, Non-destructive & Local test, Simple & fast . Indentation Cracking Method (cracking in indentation) 1 E 2 P = α K IC 3 H c 2 Only for ceramic materials (very brittle) [Vickers indenter, Macroscale] Seoul National University Indentation Fracture Toughness . -
Visual Examination and Light Microscopy
ASM Handbook, Volume 12: Fractography Copyright © 1987 ASM International® ASM Handbook Committee, p 91-165 All rights reserved. DOI: 10.1361/asmhba0001834 www.asminternational.org Visual Examination and Light Microscopy George F. Vander Voort, Carpenter Technology Corporation THE VISUAL EXAMINATION of fractures by light microscopy. Interesting features can be sections, to determine the origin of the failure, is deeply rooted in the history of metals pro- marked with a scribe, microhardness indents, and to separate the fractures according to the duction and usage, as discussed in the article or a felt-tip pen and then examined by SEM time sequence of failure, that is, which frac- "History of Fractography" in this Volume. and other procedures, such as energy- tures existed before the event versus which ones This important subject, referred to as macro- dispersive x-ray analysis, as required. occurred during the event. This article will fractography, or the examination of fracture The techniques and procedures for the visual assume that such work has already been accom- surfaces with the unaided human eye or at low and light microscopic examination of fracture plished and will concentrate on fracture exam- magnifications (--<50), is the cornerstone of surfaces will be described and illustrated in this ination and interpretation. Other related topics failure analysis. In addition, a number of qual- article. Results will also be compared and specific to failure analyses are discussed in ity control procedures rely on visual fracture contrasted with those produced by electron Volume 11 of the 9th Edition of Metals Hand- examinations. For failure analysis, visual in- metallographic methods, primarily SEM. -

6. Fracture Mechanics
6. Fracture mechanics lead author: J, R. Rice Division of Applied Sciences, Harvard University, Cambridge MA 02138 Reader's comments on an earlier draft, prepared in consultation with J. W. Hutchinson, C. F. Shih, and the ASME/AMD Technical Committee on Fracture Mechanics, pro vided by A. S. Argon, S. N. Atluri, J. L. Bassani, Z. P. Bazant, S. Das, G. J. Dvorak, L. B. Freund, D. A. Glasgow, M. F. Kanninen, W. G. Knauss, D. Krajcinovic, J D. Landes, H. Liebowitz, H. I. McHenry, R. O. Ritchie, R. A. Schapery, W. D. Stuart, and R. Thomson. 6.0 ABSTRACT Fracture mechanics is an active research field that is currently advancing on many fronts. This appraisal of research trends and opportunities notes the promising de velopments of nonlinear fracture mechanics in recent years and cites some of the challenges in dealing with topics such as ductile-brittle transitions, failure under sub stantial plasticity or creep, crack tip processes under fatigue loading, and the need for new methodologies for effective fracture analysis of composite materials. Continued focus on microscale fracture processes by work at the interface of solid mechanics and materials science holds promise for understanding the atomistics of brittle vs duc tile response and the mechanisms of microvoid nucleation and growth in various ma terials. Critical experiments to characterize crack tip processes and separation mecha nisms are a pervasive need. Fracture phenomena in the contexts of geotechnology and earthquake fault dynamics also provide important research challenges. 6.1 INTRODUCTION cracking in the more brittle structural materials such as high strength metal alloys. -

High-Entropy Alloys
REVIEWS High- entropy alloys Easo P. George 1,2*, Dierk Raabe3 and Robert O. Ritchie 4,5 Abstract | Alloying has long been used to confer desirable properties to materials. Typically , it involves the addition of relatively small amounts of secondary elements to a primary element. For the past decade and a half, however, a new alloying strategy that involves the combination of multiple principal elements in high concentrations to create new materials called high-entropy alloys has been in vogue. The multi-dimensional compositional space that can be tackled with this approach is practically limitless, and only tiny regions have been investigated so far. Nevertheless, a few high-entropy alloys have already been shown to possess exceptional properties, exceeding those of conventional alloys, and other outstanding high-entropy alloys are likely to be discovered in the future. Here, we review recent progress in understanding the salient features of high-entropy alloys. Model alloys whose behaviour has been carefully investigated are highlighted and their fundamental properties and underlying elementary mechanisms discussed. We also address the vast compositional space that remains to be explored and outline fruitful ways to identify regions within this space where high-entropy alloys with potentially interesting properties may be lurking. Since the Bronze Age, humans have been altering the out that conventional alloys tend to cluster around the properties of materials by adding alloying elements. For corners or edges of phase diagrams, where the number example, a few percent by weight of copper was added to of possible element combinations is limited, and that silver to produce sterling silver for coinage a thousand vastly more numerous combinations are available near years ago, because pure silver was too soft. -

Experiment: Latent Fingerprinting
EXPERIMENT: DUSTED! Operating Guide Dusted! Visitors press their fingertips onto a clean Plexiglas sheet. Their fingerprints are then revealed as visitors dust over the print with fingerprint powder. OBJECTIVES: Visitors will learn that every person has a unique set of fingerprints. Visitors will understand how fingerprints are revealed on surfaces. SCIENCE TOPICS PROCESS SKILLS VOCABULARY Properties of Matter Observing Fingerprint Properties of Electrons Comparing/Contrasting Latent UNIT 7 CRIME SCENE CHEMISTRY U7.1 EXPERIENCING CHEMISTRY ©2006 OMSI EXPERIMENT: DUSTED!! Operating Guide Dusted! Procedure: 1. Always wear safety goggles. 2. Use the towel to clean and dry the plastic Plexiglas. 3. Firmly press one of your fingertips, fingerprint side down, anywhere on the Plexiglas. Try not to smudge your print. Can you see your print? 4. Take the same finger and dab it gently onto the oil sponge, then press firmly onto the Plexiglas near your other print. Can you see your print? 5. Pull the brush out of the powder container. 6. Carefully brush over where you left your fingerprints until you see clear prints. What do you see? Is one print more visible than the other? 7. Push the brush back into the powder container. 8. Take a piece of tape and press it down onto one of your prints and rub firmly. 9. Lift the tape off and place it onto a square of the black paper. U7.2 UNIT 7 CRIME SCENE CHEMISTRY EXPERIENCING CHEMISTRY ©2006 OMSI EXPERIMENT: DUSTED! Operating Guide Does all the powder lift with the tape? How does your lifted print compare to the original? Why do we leave fingerprints behind? How can we collect them? A Closer Look: In this experiment, you left your fingerprint on a Plexiglas surface. -

Top Performance When the Going Gets Tough
Top performance when the going gets tough The Alfa Laval DuroShell plate-and-shell heat exchanger Sub-headline coming soon DuroShell – plate-and-shell made tougher Alfa Laval DuroShell is a specially engineered plate-and-shell heat exchanger ideal for demanding duties and corrosive media. Able to withstand fatigue even at high temperatures and pressures, it outperforms not only traditional heat exchangers, but also other plate-and-shells. As flexible as it is strong DuroShell creates new possibilities through its com- pactness, efficiency and exceptional resistance to fatigue. Able to work with liquids, gases and two- phase mixtures, it stands out among heat exchangers in its duty range. DuroShell handles pressures up to 100 barg (1450 psig) in compliance with PED and ASME, and temperatures as high as 450 °C (842 °F). Built for your application DuroShell is fully welded and gasket-free, with internal features that make it still more robust. Plates are avail- able in 316L stainless steel, while the pressure vessel itself can be built in 316L stainless steel or carbon steel. Three different sizes are possible, with heat transfer surfaces ranging 2–235 m2 (21.5–2530 ft 2) in area. DuroShell RollerCoaster Robust and efficient performance. DuroShell PowerPack Optimized flow distribution and fatigue resistance. Learn more at www.alfalaval.com/duroshell Plate-and-shell benefits made better • More uptime and longer life due to • Installation savings through even greater fatigue resistance more compact, lightweight design • Higher operating pressures thanks • Greater reliability as a result of to robust, patented construction closed, fully welded construction • Operational gains created by 15–20 % higher thermal efficiency How it works Revolutionary technology Optimized flow DuroShell is a plate-and-shell heat exchanger, but one DuroShell operates with one media on the plate side with a unique internal design. -

Nature Flaunts Her Glory
Volume 34, Number 1 ■ January, 2019 Center for the Study of the First Americans Department of Anthropology Texas A&M University 4352 TAMU College Station, TX 77843-4352 www.centerfirstamericans.com - Nature flaunts her glory Near Vik, Iceland, a geologic formation known as a columnar basalt rose spectacularly showcases University of Oregon anthropologist Jon Erlandson, who takes time off from his research on the California Channel Islands to explore Viking-age sites (and engage his Nordic roots). His principal goal is to marshal convincing evidence for the coastal-entry route, one of several competing hypotheses that explain how the First Americans entered North America. See part 1 of our series on how the First Americans got here on page 13. To learn more about Erlandson’s work and career, see his profile on page 17. Photo by Erik Erlandson he Center for the Study of the First Americans fosters research and public T interest in the Peopling of the Americas. The Center, an integral part of the Department of Anthropology at Texas A&M University, pro motes inter disciplinary scholarly dialogue among physical, geological, biological and social scientists. The Mammoth Trumpet, news magazine of the Center, seeks to involve you in the peopling of the Americas by report- ing on developments in all pertinent areas of knowledge. JoinJoin inin thethe SearchSearch for the First Americans! Become a member of the Center for the Study of the First Americans on Center publications plus additional benefits according to the level of and explore the origin, lifeways, artifacts, and other aspects of the membership support you choose. -

Fatigue Overview Introduction to Fatigue Analysis
Fatigue overview Introduction to fatigue analysis • Fatigue is the failure of a component after several repetitive load cycles. • As a one-time occurrence, the load is not dangerous in itself. Over time the alternating load is able to break the structure anyway. • It is estimated that between 50 and 90 % of product failures is caused by fatigue, and based on this fact, fatigue evaluation should be a part of all product development. What is fatigue? In materials science, fatigue is the progressive and localized structural damage that occurs when a material is subjected to cyclic loading (material is stressed repeatedly). Clients tous différents Routes de qualités variables Contraintes Fatigue Design in Automotive Industry Conception fiable PSA (Peugeot Citroën) Résistances 3s 3s Dispersion matériau Dispersion de production Fatigue • Fracture mechanics can be divided into three stages: 1. Crack nucleation 2. Crack-growth 3. Ultimate ductile failure Introduction to fatigue analysis • Fatigue is the failure of a component after several repetitive load cycles. • As a one-time occurrence, the load is not dangerous in itself. Over time the alternating load is able to break the structure anyway. • It is estimated that between 50 and 90 % of product failures is caused by fatigue, and based on this fact, fatigue evaluation should be a part of all product development. Historical background • In comparison to the classical stress analysis, fatigue theory is a relative new phenomenon. The need to understand fatigue arose after the industrial revolution introduced steel structures. Three areas were particularly involved in early failures: Railway trains, Mining equipment and Bridges. Historical background • 1837: Wilhelm Albert publishes the first article on fatigue. -

AC Fischer-Cripps
A.C. Fischer-Cripps Introduction to Contact Mechanics Series: Mechanical Engineering Series ▶ Includes a detailed description of indentation stress fields for both elastic and elastic-plastic contact ▶ Discusses practical methods of indentation testing ▶ Supported by the results of indentation experiments under controlled conditions Introduction to Contact Mechanics, Second Edition is a gentle introduction to the mechanics of solid bodies in contact for graduate students, post doctoral individuals, and the beginning researcher. This second edition maintains the introductory character of the first with a focus on materials science as distinct from straight solid mechanics theory. Every chapter has been 2nd ed. 2007, XXII, 226 p. updated to make the book easier to read and more informative. A new chapter on depth sensing indentation has been added, and the contents of the other chapters have been completely overhauled with added figures, formulae and explanations. Printed book Hardcover ▶ 159,99 € | £139.99 | $199.99 The author begins with an introduction to the mechanical properties of materials, ▶ *171,19 € (D) | 175,99 € (A) | CHF 189.00 general fracture mechanics and the fracture of brittle solids. This is followed by a detailed description of indentation stress fields for both elastic and elastic-plastic contact. The discussion then turns to the formation of Hertzian cone cracks in brittle materials, eBook subsurface damage in ductile materials, and the meaning of hardness. The author Available from your bookstore or concludes with an overview of practical methods of indentation. ▶ springer.com/shop MyCopy Printed eBook for just ▶ € | $ 24.99 ▶ springer.com/mycopy Order online at springer.com ▶ or for the Americas call (toll free) 1-800-SPRINGER ▶ or email us at: [email protected]. -
Fingerprint Capture Challenges and Opportunities
Fingerprint Capture Challenges and Opportunities Dr. Rama Krishnan IDENT - Biometrics Quality Lead Presentation Overview □ Importance of Fingerprint Quality • Impacts on identification system □ Fingerprint Capture Challenges • Factors that will affect/impact fingerprint capture process □ Fingerprint Capture Opportunities • Possible approaches/solutions to enhance fingerprint capture quality Importance of Fingerprint Quality in an AFIS System □ Fingerprint Quality Impact on AFIS •NIST studies have shown that image quality has a direct impact on identification match accuracy □ Poor Fingerprint Image Quality Can Have the Following Negative Impacts in an AFIS System such as US-VISIT •Potential missed identification/verification of a subject •Additional secondary workload process •Additional fingerprint examiner workload Factors of Poor Fingerprint Quality Physiological • Dry fingers due to natural aging process • Worn ridge structure due to occupation • Finer ridge structure specific to a demographic group Behavioral • Uncooperative subject • Nervous Subject Environmental • Humidity / Temperature • Seasonal Change • Ambient Light Operational • High Throughput/ Reduced Capture Time • Unclean Scanner Platen Technological • Application Graphical User Interface (GUI) • Ease of Scanner Use / Interaction Poor Quality Image Illustrations Dry Finger Moist Finger Light Print Dark Print Poor Finger Worn Ridge Placement Structure Image Quality – User Demographics □ Male – Female • Female subjects have worse image quality □ Right Hand – Left Hand 41,000 Subjects • Left hand fingerprint quality is worse than right 24,000 Males hand 17,000 Females □ By Age of Subject • Image Quality worsens as subject age increases Image Quality Assurance Monitoring/Reporting 1 Application Identifies if there is an application-specific image quality issue - scanner, fingerprint capture GUI etc. 2 Site/Terminal Identifies if there is a site/terminal/operator-specific image quality issue within the application. -

Fracture and Deformation of Soft Materials and Structures
Iowa State University Capstones, Theses and Graduate Theses and Dissertations Dissertations 2018 Fracture and deformation of soft am terials and structures Zhuo Ma Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/etd Part of the Aerospace Engineering Commons, Engineering Mechanics Commons, Materials Science and Engineering Commons, and the Mechanics of Materials Commons Recommended Citation Ma, Zhuo, "Fracture and deformation of soft am terials and structures" (2018). Graduate Theses and Dissertations. 16852. https://lib.dr.iastate.edu/etd/16852 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Graduate Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Fracture and deformation of soft materials and structures by Zhuo Ma A dissertation submitted to the graduate faculty in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY Major: Engineering Mechanics Program of Study Committee: Wei Hong, Co-major Professor Ashraf Bastawros, Co-major Professor Pranav Shrotriya Liang Dong Liming Xiong The student author, whose presentation of the scholarship herein was approved by the program of study committee, is solely responsible for the content of this dissertation. The Graduate College will ensure this dissertation is globally accessible and will not permit alterations after a degree is conferred. Iowa State University Ames, Iowa 2018 Copyright © Zhuo Ma, 2018. All rights reserved. ii TABLE OF CONTENTS Page LIST OF FIGURES .......................................................................................................... -

Corrosion Fatigue of Austenitic Stainless Steels for Nuclear Power Engineering
metals Article Corrosion Fatigue of Austenitic Stainless Steels for Nuclear Power Engineering Irena Vlˇcková 1,*, Petr Jonšta 2, ZdenˇekJonšta 2, Petra Vá ˇnová 2 and Tat’ána Kulová 2 1 RMTSC, Material & Metallurgical Research Ltd., Remote Site Ostrava, VÚHŽ a.s., Dobrá 739 51, Czech Republic 2 Department of Materials Engineering, VŠB-Technical University of Ostrava, Ostrava 708 33, Czech Republic; [email protected] (P.J.); [email protected] (Z.J.); [email protected] (P.V.); [email protected] (T.K.) * Correspondence: [email protected]; Tel.: +420-558601257 Academic Editor: Hugo F. Lopez Received: 21 September 2016; Accepted: 8 December 2016; Published: 16 December 2016 Abstract: Significant structural steels for nuclear power engineering are chromium-nickel austenitic stainless steels. The presented paper evaluates the kinetics of the fatigue crack growth of AISI 304L and AISI 316L stainless steels in air and in corrosive environments of 3.5% aqueous NaCl solution after the application of solution annealing, stabilizing annealing, and sensitization annealing. Comparisons were made between the fatigue crack growth rate after each heat treatment regime, and a comparison between the fatigue crack growth rate in both types of steels was made. For individual heat treatment regimes, the possibility of the development of intergranular corrosion was also considered. Evaluations resulted in very favourable corrosion fatigue characteristics of the 316L steel. After application of solution and stabilizing annealing at a comparable DK level, the fatigue crack growth rate was about one half compared to 304L steel. After sensitization annealing of 316L steel, compared to stabilizing annealing, the increase of crack growth rate during corrosion fatigue was slightly higher.