Bonding of Selected Hardwoods with Pvac Adhesive
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Back Grou Di Formatio O the Co Servatio Status of Bubi Ga Ad We Ge Tree
BACK GROUD IFORMATIO O THE COSERVATIO STATUS OF BUBIGA AD WEGE TREE SPECIES I AFRICA COUTRIES Report prepared for the International Tropical Timber Organization (ITTO). by Dr Jean Lagarde BETTI, ITTO - CITES Project Africa Regional Coordinator, University of Douala, Cameroon Tel: 00 237 77 30 32 72 [email protected] June 2012 1 TABLE OF COTET TABLE OF CONTENT......................................................................................................... 2 ACKNOWLEDGEMENTS................................................................................................... 4 ABREVIATIONS ................................................................................................................. 5 ABSTRACT.......................................................................................................................... 6 0. INTRODUCTION ........................................................................................................10 I. MATERIAL AND METHOD...........................................................................................11 1.1. Study area..................................................................................................................11 1.2. Method ......................................................................................................................12 II. BIOLOGICAL DATA .....................................................................................................14 2.1. Distribution of Bubinga and Wengé species in Africa.................................................14 -

Greenpeace Good Wood Guide
GOOD WOOD GUIDE Use this guide to help you specify timber from environmentally and socially responsible forestry and to avoid timber that is the product of illegal or destructive logging practices in ancient forest areas. FOREST STEWARDSHIP COUNCIL (FSC) EXAMPLES OF COMMONLY CERTIFICATION FSC-CERTIFIED SPECIES, COMMON USES Insist on timber products from well-managed sources. Specifying FSC pine minimises the risk of the timber Choose timber bearing the FSC label to ensure that it FSC Pine originating from old-growth forests, poorly managed These are comes from forests or plantations that have been Pinus spp. plantations or illegal logging operations. just a few responsibly managed according to strong environmental examples of and social criteria. Marine construction, heavy construction, FSC-certified light construction, interior construction, species, and FSC principles are strict and closely monitored: they ensure panel products, furniture more are that natural forests are conserved, that endangered species listed below. and their habitats are protected, and that forest workers Can be used as an alternative to spruce and pine, The choice and forest-dependent communities are respected. The FSC Larch and, in some cases, offers an alternative to tropical of suitable FSC also has a rigorous chain of custody, tracking timber Larix spp. hardwoods. from the forest to the end user. Other schemes, such as (European Larch, Larix decidua) alternatives PEFC (Programme for the Endorsement of Forest will depend Certification schemes), have been created and funded Marine construction, heavy construction, on intended by the forestry industry. Standards are weak and vary interior construction, panel products, furniture use and significantly. -

A Guide to Lesser Known Tropical Timber Species July 2013 Annual Repo Rt 2012 1 Wwf/Gftn Guide to Lesser Known Tropical Timber Species
A GUIDE TO LESSER KNOWN TROPICAL TIMBER SPECIES JULY 2013 ANNUAL REPO RT 2012 1 WWF/GFTN GUIDE TO LESSER KNOWN TROPICAL TIMBER SPECIES BACKGROUND: BACKGROUND: The heavy exploitation of a few commercially valuable timber species such as Harvesting and sourcing a wider portfolio of species, including LKTS would help Mahogany (Swietenia spp.), Afrormosia (Pericopsis elata), Ramin (Gonostylus relieve pressure on the traditionally harvested and heavily exploited species. spp.), Meranti (Shorea spp.) and Rosewood (Dalbergia spp.), due in major part The use of LKTS, in combination with both FSC certification, and access to high to the insatiable demand from consumer markets, has meant that many species value export markets, could help make sustainable forest management a more are now threatened with extinction. This has led to many of the tropical forests viable alternative in many of WWF’s priority places. being plundered for these highly prized species. Even in forests where there are good levels of forest management, there is a risk of a shift in species composition Markets are hard to change, as buyers from consumer countries often aren’t in natural forest stands. This over-exploitation can also dissuade many forest willing to switch from purchasing the traditional species which they know do managers from obtaining Forest Stewardship Council (FSC) certification for the job for the products that they are used in, and for which there is already their concessions, as many of these high value species are rarely available in a healthy market. To enable the market for LKTS, there is an urgent need to sufficient quantity to cover all of the associated costs of certification. -

African Map Index July 29, 2014
[Type text] African Map Index July 29, 2014 COUNTRY COMMON NAME BOTANICAL NAME Size Req’d (inches) HxWx2.5” Algeria Algerian Oak Quercus canariensis 6 x 6 Angola Black Limba Terminalia superba 4 x 4 Benin Jakkalsbessie Diospyros mespilitormis 2 x 1 Botswana Sausage Tree Kigelia africana 3 x 3 Burkina Faso Zebrano Microberlinia brazzavillensis 3 x 3 Burundi African Olive Olea capensis 1 x 1 Cameroon Black Frake Terminalia superba 4 x 3 Central African Republic Tamarind Tamarindus indica 3 x 4 Chad Carob Ceratonia siliqua 5 x 4 Congo Ebony Diospyros crassiflora 3 x 3 Cote D’Ivoire Makore Tieghemella heckelii 2 x 2 Dem Republic of Congo Bubinga Guibourtia demeusei 7 x 6 Djibouti African Juniper Juniperus procera 1 x 1 Egypt Phoenician Juniper Juniperus phoenicea 3 x 3 Equatorial Guinea Ekuone Coelocaryon preussii 1 x 1 Eritrea Marula Sclerocarya birrea 3 x 1 Ethiopia Opepe Nauclea diderrichii 5 x 5 Gabon Avodire Turraeanthus africanus 2 x 2 Gambia Doussie Afzelia bipindensis 2 x 1 Ghana Afrormosia Pericopsis elata 2 x 2 Guinea Movingui Distemonanthus benthamianus 2 x 3 Guinea-Bissau Flatcrown Albizia adainthifolia 1 x 1 Kenya Yellowwood Podocarpus latifolius 3 x 3 Liberia Thin Winn Millettia leucantha 2 x 2 Libya European Olive Olea europaea 4 x 5 Madagascar Madagascar Rosewood Dalbergia baronii 5 x 2 Malawi Moepel Mimusops caffra 3 x 1 Mali African Walnut Plukenetia conophora 5 x 5 [Type text] African Map Index July 29, 2014 Mauritania African Afzelia Afzelia africana 4 x 4 Morocco Thuja Burl Tetraclinis articulata 3 x 4 Mozambique Wenge -

Short Notes Figures of the Wood of Khaya Ivorensis and Millettia Laurentii
WOOD RESEARCH 56 (4): 2011 613-620 SHORT NOTES FIGURES OF THE WOOD OF KHAYA IVORENSIS AND MILLETTIA LAURENTII Mirela Tulik Warsaw University of Life Sciences-Sggw, Faculty of Forestry Division of Forest Botany Warsaw Poland Teresa Kłosińska Warsaw University of Life Sciences-Sggw, Faculty of Wood Technology Warsaw Poland Muhammad Iqbal Hamdard University King Saud University Faculty of Science College of Food & Agricultural Sciences Department of Botany Department of Plant Production 110 062 New Delhi Post Box # 2460 India Riyadh 11451, Saudi Arabia Adam Grochowina Kampinoski National Park Izabelin Poland (Received April 2011) ABSTRACT This report describes the natural figures of wood samples collected from the main trunks of Khaya ivorensis A. Chev. and Millettia laurentii De Wild. trees. The figures have been analyzed in relation to such cambial growth events as the oriented cellular phenomena in the meristem and the changes taking place during wood cell differentiation. KEYWORDS: Khaya ivorensis, Millettia laurentii, oriented cambial events, storeyed cell arrangement, wood grains. 613 WOOD RESEARCH INTRODUCTION ‘Figure’ is a term, which is used in wood science to describe the appearance of longitudinal surfaces of wood, which is determined partly by the wood grain and partly by the cut and the innate properties of the wood. Wood grains emerge basically from the patterns of growth behavior of cambial cells and the subsequent processes taking place during wood cell differentiation. The different types of figures that appear in the wood are thus related, directly or indirectly, to the oriented morphogenetic events such as the anticlinal cambial cell divisions, intrusive growth of cell tips, elimination of initials, and the splitting and fusion of rays in the left (S) or right (Z) configuration, which are correlative to time and space and become visible on the tangential surface of the cambium (Hejnowicz 1990, 2002). -

WENGE Page 1Of 4
WENGE Page 1of 4 Family: FABACEAE (angiosperm) Scientific name(s): Millettia laurentii Millettia stuhlmannii Commercial restriction: no commercial restriction WOOD DESCRIPTION LOG DESCRIPTION Color: dark brown Diameter: from 60 to 100 cm Sapwood: clearly demarcated Thickness of sapwood: from 2 to 3 cm Texture: coarse Floats: no Grain: straight Log durability: good Interlocked grain: absent Note: Sometimes, brittleheart and grub hole. Wood yellow when fresh, becoming dark brown to black brown with light. Presence of alternate light and dark stripes. PHYSICAL PROPERTIES MECHANICAL AND ACOUSTIC PROPERTIES Physical and mechanical properties are based on mature heartwood specimens. These properties can vary greatly depending on origin and growth conditions. Mean Std dev. Mean Std dev. Specific gravity *: 0,87 0,08 Crushing strength *: 85 MPa 15 MPa Monnin hardness *: 9,1 1,8 Static bending strength *: 144 MPa 43 MPa Coeff. of volumetric shrinkage: 0,69 % 0,04 % Modulus of elasticity *: 21050 MPa 695 MPa Total tangential shrinkage (TS): 9,1 % Total radial shrinkage (RS): 5,9 % (*: at 12% moisture content, with 1 MPa = 1 N/mm²) TS/RS ratio: 1,5 Fiber saturation point: 22 % Musical quality factor: 135,1 measured at 2619 Hz Stability: moderately stable Note: Hardness varies from hard to very hard. NATURAL DURABILITY AND TREATABILITY Fungi and termite resistance refers to end-uses under temperate climate. Except for special comments on sapwood, natural durability is based on mature heartwood. Sapwood must always be considered as non-durable against wood degrading agents. E.N. = Euro Norm Funghi (according to E.N. standards): class 2 - durable Dry wood borers: durable - sapwood demarcated (risk limited to sapwood) Termites (according to E.N. -

Cameroon, Ivory Coast • Asia: China, India • East Asia: Indonesia, Malaysia JAMES LATHAM DDS
WWF –UK Forest Campaign James Latham has signed up to the WWF –UK Forest Campaign committing to a 2020 target of purchasing only timber that has been independently certified as coming from legally and sustainably managed forests. 03.03.2013 EUTR implementation SUSTAINABLITY LEGALITY • North America: USA, Canada • South America: Brazil, Uruguay, Paraguay • Europe (outside EU): Russia • Africa: Ghana, Congo Brazzavile, Cameroon, Ivory Coast • Asia: China, India • East Asia: Indonesia, Malaysia JAMES LATHAM DDS CAMEROON • Lathams DDS • Country model • Risk assessments and mitigations Cameroon country model • Legality and corruption: CPI 27, Worldwide Governance Indictor, Global transparency index • Conflict timber: Not associated with conflict timber • FLEGT (VPA) licence: NOT available, The VPA is signed and is currently being implemented (no FLEGT licenses yet) • Timber sanctions from UN/ EU: No bans • Harvest ban on species: NONE • Export bans on logs: Acajou (Khaya anthotheca), afrormosia/assamela (Pericopsis elata), aningre (Aningeria altissima), bete (Mansonia altissima), bosse (Guarea cedrata), bubinga (Guibourtia tessmanii), dibetou (Lovoa trichiliodes), douka (Tieghemella heckelii/africana), doussie (Afzelia bipidensis), fromager (Ceiba pentandra), ilomba (Pycnanthus angolensis), iroko (Milicia excelsa), longhi (Gambeya spp.), moabi (Baillonella toxiperma), movingui (Distemonanthus benthamianus), ovengkol (Guibourtia ehie), padouk (Pterocarpus soyauxii), pao rosa (Bobgunnia fistuloides), sapelli (Entandrophragma cylindricum), sipo -
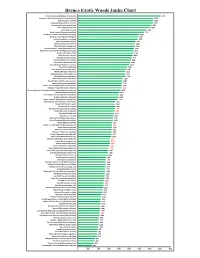
Janka Hardness Chart
Brenco Exotic Woods Janka Chart African Blackwood (Dalbergia melanoxylon) 4050 Kampanga / Snake Bean (Swartzia madagascariensis) 3690 Ipe (Tabebula serratifolia) 3680 Leadwood (Krugiodendron ferreum) 3660 Cumarurana (Taralea oppositifolia) 3590 Cumaru (Dipteryx odorata) 3540 Azobe (Lophira alata) 3350 Ebony Gaboon (Diospyros crassiflora) 3220 Rhodesian / Zambezi Teak (Baikiaea plurijuga) 2990 Pau Rosa / Dina (Swartzia fistuloides) 2940 Tali (Erythrophleum suaveolens) 2920 Jatoba (Hymenaea courbaril) 2820 Afina (Strombosia glaucescens) 2780 Okan (Cylicodiscus gabunensis) 2780 Pearwood African - Aboga (Mimusops lacera) 2730 Purpleheart South American (Peltogyne paniculata) 2710 Sucupira (Bowdichia nitida) 2700 Niove (Staudtia stipitata) 2680 Apomé (Cynometra ananta) 2630 Ataa (Pentaclethra macrophylla) 2580 Eveuss (Klainedoxa gabonensis) 2550 Missanda (Erythrophleum africanum) 2513 Difou (Morus mesozygia) 2400 Greenheart (Chlorocardium rodiei) 2350 Mufuka (Marquesia macroura) 2318 Mukulungu (Austanella congolensis) 2310 Mesquite (Prosopis glandulosa) 2340 Muhuhu (Brachylaena hutchinsii) 2190 Essia (Combretodendron macrocarpum) 2180 Tigerwood (Astronium graveolens) 2160 Danta - Akumaba (Nesogordonia papaverifera) 2140 Sucupira - Tatabu (Diplotropis purpurea) 2140 African Rosewood / Copalwood Rhodesian (Guibourtia coleosperma) 2090 Chanfuta (Afzelia quanzensis) 2020 Vessambata / African Oak (Oldfieldia africana) 1990 Bubinga (Guibourtia demeusei) 1980 Danta - Kamema (Nesogordonia kabingaensis) 1940 Pecan (Carya illinoensis) Pecan Hickory -
Flora 4.34MB
Baseline Vegetation and Flora Assessment, Yaligimba Concession, Feronia, DRC. Prepared by Leigh-Ann de Wet (M.Sc., Pri. Sci. Nat) For Digby Wells and Associates (International) Limited (Subsidiary of Digby Wells & Associates (Pty) Ltd) November 2015 LD Biodiversity Consulting Biodiversity Assessments, Baseline surveys and Impact Assessments and Integrated Management Solutions. www.ldbiodiversity.co.za [email protected] 083 352 1936 LD Biodiversity Consulting i Yaligimba Concession, Feronia This report should be cited as: L. de Wet (2014). Baseline Vegetation and Flora Assessment, Yaligimba Concession, Feronia, DRC. LD Biodiversity Consulting. Appointment of Specialist Leigh-Ann de Wet (LD Biodiversity Consulting) was commissioned by Digby Wells and Associates (International) Limited (Subsidiary of Digby Wells & Associates (Pty) Ltd) to undertake a vegetation and flora assessment along High Conservation Value Assessment goals (HCVRN 2014). Terms of reference were to review all information available on vegetation and flora of the region, as well as applying knowledge gained from a further brief site visit. Determinations of possible impacts associated with the existing plantation as well comments on High Conservation Value were also required. Details of Specialist Leigh-Ann de Wet LD Biodiversity Consulting Telephone: 083 352 1936 e-mail: [email protected] Expertise of the specialist M.Sc. in Botany from Rhodes University. Registered Professional Natural Scientist with the South African Council for Natural Scientific Professionals (Ecological Science). Registered with RSPO as a certified High Conservation Value Assessor (Plants), since 2011. Founded LD Biodiversity Consulting in 2014. Ecological Consultant since 2009. Conducted, or have been involved in over 100 Ecological Impact Assessments, Baseline surveys, Biodiversity Action Plans and Offset Plans throughout Africa. -

Automated Classification of Wood Transverse Cross-Section Micro-Imagery from 77 Commercial Central-African Timber Species Núbia Rosa Da Silva, Maaike De Ridder, Jan M
Automated classification of wood transverse cross-section micro-imagery from 77 commercial Central-African timber species Núbia Rosa da Silva, Maaike de Ridder, Jan M. Baetens, Jan van den Bulcke, Mélissa Rousseau, Odemir Martinez Bruno, Hans Beeckman, Joris van Acker, Bernard de Baets To cite this version: Núbia Rosa da Silva, Maaike de Ridder, Jan M. Baetens, Jan van den Bulcke, Mélissa Rousseau, et al.. Automated classification of wood transverse cross-section micro-imagery from 77 commercial Central-African timber species. Annals of Forest Science, Springer Nature (since 2011)/EDP Science (until 2010), 2017, 74 (2), pp.30. 10.1007/s13595-017-0619-0. hal-02976526 HAL Id: hal-02976526 https://hal.archives-ouvertes.fr/hal-02976526 Submitted on 23 Oct 2020 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Annals of Forest Science (2017) 74: 30 DOI 10.1007/s13595-017-0619-0 ORIGINAL PAPER Automated classification of wood transverse cross-section micro-imagery from 77 commercial Central-African timber species NubiaRosadaSilva´ 1,2,3 · Maaike De Ridder4,5 -

African Mahogany Anegre Bamboo Birdseye Maple
African Mahogany African Mahogany (Khaya) is a genus of seven species of trees in the mahogany family Meliaceae, native to tropical Africa and Madagascar. All species become big trees 30-35 m tall, rarely 45 m, with a trunk over 1 m trunk diameter, often buttressed at the base. The leaves are pinnate, with 4-6 pairs of leaflets, the terminal leaflet absent; each leaflet is 10-15 cm long abruptly rounded toward the apex but often with an acuminate tip. The leaves can be either deciduous or evergreen depending on the species. The flowers are produced in loose inflorescences, each flower small, with four or five yellowish petals and ten stamens. The timber of Khaya is called African mahogany, the only timber widely accepted as mahogany besides that of the true mahogany, of the genus Swietenia. Khaya senegalensis, also known as the African dry zone mahogany is also used for its non timber parts. In West Africa, Fulani herdsmen prune the tree during the dry season to feed cattle. Anegre Anegre is milled from the Tawa tree (Beilschmiedia tawa) is a New Zealand broadleaf tree common in the central parts of the country. Tawa is often the dominant canopy species in lowland forests in the North Island and north east of the South Island, Individual specimens may grow up to 30 meters or more in height with trunks up to 1.2 meters in diameter, and they have smooth dark bark. The word "tawa" is the Maori name for the tree. One of the few hardwood trees in the country with good timber, the wood of this tree can be used for attractive and resilient floor boarding. -

International Market Potential for Certified Timber of Five Locally Prized Woods Commonly Found in South-East Tanzania
Mpingo Conservation & Development Initiative International market potential for certified timber of five locally prized woods commonly found in south-east Tanzania Abridged Report – March 2014 Markets for five timber species found in community forests in Tanzania CONTENTS Executive Summary ...................................................................................................................................... 3 1. Introduction ............................................................................................................................................... 4 2. Methodology ............................................................................................................................................. 4 3. Physical & Woodworking Properties ........................................................................................................ 4 4. International Trade in Tropical Hardwoods .............................................................................................. 7 5. Existing Markets ....................................................................................................................................... 9 6. Key Market Sectors ................................................................................................................................. 11 7. Market Interest ........................................................................................................................................ 14 8. Discussion ..............................................................................................................................................