Spherical Rhenium Metal Powder
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
A Contribution to the Chemistry of Rhenium
U. S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS RESEARCH PAPER RP999 Part of Journal of Research of the J'Xational Bureau of Standards, Volume 18, May 1937 A CONTRIBUTION TO THE CHEMISTRY OF RHENIUM . By C. E. F. Lundell and H. B. Knowles ABSTRACT A study of the behavior of rhenium when dilute solutions of potassium per rhenate are acidified with sulphuric acid, cooled, and passed through the Jones reductor, indicates that rhenium forms a compound in which it has a valency of minus one, and that the rhenium in this compound is oxidized to a valency of plus one if the diluted sulphuric acid solution is protected from oxygen and warmed to approximately 50° C. In the course of the investigation, it was also found (1) that rhenium can be electrodeposited from diluted (5+95) sulphuric acid solution; (2) that deposits are slightly contaminated; and (3) that the deposited metal can be oxidized directly to perrhenic acid by exposure to moist air, oxygen, or by making the deposit the anode in a water solution. CONTENTS Page 1. Introduction ___ _____________________ ____ __ __ _____ ___ ___ _____ _____ 629 II. ExperimentaL _ ___ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ __ ___ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 630 1. Reagents, reductor, and reductor technique ___________________ 630 2. Oxidation of the reduced compound _______________ ___________ 631 3. Potentiometric titrations _______________ ___ ___ ______ ___ _____ 634 4. -

Evolution and Understanding of the D-Block Elements in the Periodic Table Cite This: Dalton Trans., 2019, 48, 9408 Edwin C
Dalton Transactions View Article Online PERSPECTIVE View Journal | View Issue Evolution and understanding of the d-block elements in the periodic table Cite this: Dalton Trans., 2019, 48, 9408 Edwin C. Constable Received 20th February 2019, The d-block elements have played an essential role in the development of our present understanding of Accepted 6th March 2019 chemistry and in the evolution of the periodic table. On the occasion of the sesquicentenniel of the dis- DOI: 10.1039/c9dt00765b covery of the periodic table by Mendeleev, it is appropriate to look at how these metals have influenced rsc.li/dalton our understanding of periodicity and the relationships between elements. Introduction and periodic tables concerning objects as diverse as fruit, veg- etables, beer, cartoon characters, and superheroes abound in In the year 2019 we celebrate the sesquicentennial of the publi- our connected world.7 Creative Commons Attribution-NonCommercial 3.0 Unported Licence. cation of the first modern form of the periodic table by In the commonly encountered medium or long forms of Mendeleev (alternatively transliterated as Mendelejew, the periodic table, the central portion is occupied by the Mendelejeff, Mendeléeff, and Mendeléyev from the Cyrillic d-block elements, commonly known as the transition elements ).1 The periodic table lies at the core of our under- or transition metals. These elements have played a critical rôle standing of the properties of, and the relationships between, in our understanding of modern chemistry and have proved to the 118 elements currently known (Fig. 1).2 A chemist can look be the touchstones for many theories of valence and bonding. -

Periodic Table 1 Periodic Table
Periodic table 1 Periodic table This article is about the table used in chemistry. For other uses, see Periodic table (disambiguation). The periodic table is a tabular arrangement of the chemical elements, organized on the basis of their atomic numbers (numbers of protons in the nucleus), electron configurations , and recurring chemical properties. Elements are presented in order of increasing atomic number, which is typically listed with the chemical symbol in each box. The standard form of the table consists of a grid of elements laid out in 18 columns and 7 Standard 18-column form of the periodic table. For the color legend, see section Layout, rows, with a double row of elements under the larger table. below that. The table can also be deconstructed into four rectangular blocks: the s-block to the left, the p-block to the right, the d-block in the middle, and the f-block below that. The rows of the table are called periods; the columns are called groups, with some of these having names such as halogens or noble gases. Since, by definition, a periodic table incorporates recurring trends, any such table can be used to derive relationships between the properties of the elements and predict the properties of new, yet to be discovered or synthesized, elements. As a result, a periodic table—whether in the standard form or some other variant—provides a useful framework for analyzing chemical behavior, and such tables are widely used in chemistry and other sciences. Although precursors exist, Dmitri Mendeleev is generally credited with the publication, in 1869, of the first widely recognized periodic table. -

' at 3,508,975 United States Patent Office Patented Apr
April 28, 1970 E. E. OSOVITZ ET AL 3,508,975 TUNGSTEN-RHENIUM ALLOY THERMOCOUPLE WITH COMPENSATING LEAD WIRES Filed Oct. 19, 1966 96-98, TUNGSTEN AND - 2- 4% RHENUM s 74-so, Tu Ngs TEN AND 2 20-26, RHENUM INVENTORS EUGENE E, OSOWT Z. JULIUS F. SCH NEDER BY EDWARD D, ZY S K --' at 3,508,975 United States Patent Office Patented Apr. 28, 1970 1. 2 3,508,975 be used. In a sense the consideration of the lead wires as TUNGSTEN-RHENIUM ALLOY THERMOCOUPLE a couple and the leg wires as a couple at temperatures WITH COMPENSATING LEAD WIRES expected at the leg wire-lead wire junctions is hypotheti Eugene E. Osovitz, Englishtown, N.J., Julius F. Schneider, cal, since the couples which exist in the operating ther Oker-Harz, Germany, and Edward D. Zysk, Livingston, mocouple are formed by the junctions of the respective N.J., assignors to Engelhard Industries, Inc., Newark, 5 leg and lead wires. However, in testing for a suitable N.J., a corporation of Delaware match these hypothetical couples are actually formed and Filed Oct. 19, 1966, Ser. No. 587,803 Int, C. H01v 1/14; C22c 19/00, 27/00 tested within the contemplated temperature range be U.S. C. 136 227 5 Claims cause if these hypothetical couples have similar response 10 then the respective leg and lead combinations will have similar responses and thus be suitably matched. The present invention is a high temperature thermo ABSTRACT OF THE DISCLOSURE couple having leg wires of tungsten-rhenium alloys and A thermocouple having a leg and lead wire combina matching lead wires. -

Genius of the Periodic Table
GENIUS OF THE PERIODIC TABLE "Isn't it the work of a genius'. " exclaimed Academician V.I. Spitsyn, USSR, a member of the Scientific Advisory Committee when talking to an Agency audience in January. His listeners shared his enthusiasm. Academician Spitsyn was referring to the to the first formulation a hundred years ago by Professor Dmitry I. Mendeleyev of the Periodic Law of Elements. In conditions of enormous difficulty, considering the lack of data on atomic weights of elements, Mendeleyev created in less than two years work at St. Petersburg University, a system of chemical elements that is, in general, still being used. His law became a powerful instrument for further development of chemistry and physics. He was able immediately to correct the atomic weight numbers of some elements, including uranium, whose atomic weight he found to be double that given at the time. Two years later Mendeleyev went so far as to give a detailed description of physical or chemical properties of some elements which were as yet undiscovered. Time gave striking proof of his predictions and his periodic law. Mendeleyev published his conclusions in the first place by sending, early in March 186 9, a leaflet to many Russian and foreign scientists. It gave his system of elements based on their atomic weights and chemical resemblance. On the 18th March that year his paper on the subject was read at the meeting of the Russian Chemical Society, and two months later the Society's Journal published his article entitled "The correlation between properties of elements and their atomic weight". -

The Radiochemistry of Rhenium COMMITTEE on NUCLEAR SCIENCE
Na?ional Academy of Sciences PJational Research Council 9 NUCLEAR SCIENCE SERIES The Radiochemistry of Rhenium COMMITTEE ON NUCLEAR SCIENCE L. F. CURTISS, Chuirman ROBLEY D. EVANS, Vice Chairman National Bureau of Standards Massachusetts Instituteof Technology J. A. DsJUREN, Secyetiwy Westinghouse Electric Corporation C. J. BORKOWSKI J. W. IRVINE, JR. Oak Ridge National Laboratory Massachusetts Instituteof Technology ROBERT G. COCHIUN E. D. KLEMA Texaa Agricultural and Mecbanioal Northwestern UniverslW College W. WAYNE MEINKE University of Michigan SAMUEL EPSTEIN California Institute of Technology J. J. NICKSON Memorial Hospital, New York U. FANO National Bureau of Standarda ROBERT L. PLATZMAN Laboratctre de Chimie Physique HERBERT GOLDSTEIN Nuclear Development Corporation of D. M. VAN PATTER America Bartol Research Foundation LIAISON MEMBERS PAUL C. AEBERSOLD CHARLES K. REED Atomic Energy Commission U. S. Air Force J. HOWARD McMILLEN WILLIAM E. WRIGHT National Science Foundation Office of Naval Researoh SUBCOMMlllEE ON RADIOCHEMISTRY W. WAYNE MEINKE, Chairman HAROLD KfRBY University of Michigan Mound Laboratory GREGORY R. CHOPPIN GEORGE LEDDICOTTE Florida State Unlversi~ Oak Ridge National Laboratory GEORGE A. COWAN JULIAN NIELHEN Los Alarnos Sclentiflc Laboratory Hanfofi Laboratories ARTHUR W. FAIRHALL ELLIS P. STEINBERG IJniverslty of Washington Argonne National Laboratory JEROME HUDIS PETER C, STEVENSON Brcdhaven National Labcmtory University of California (Liverrnore) EARL HYDE LEO YAFFE University of California (Berkeley) McGill University CONSULTANTS NA THAN BALLOU JAMES DeVOE Centre d’Etude de l’Euy@e Nucleaire University of Miohigsn Mol-Donk, Belgiugi’ . WILLIAM MARLOW National Bureau of Standards CHEMISTRY The Radiochemistry of Rhenium G. W.” LEDDICOTTE Analytical Chemistry Division Oak Ridge National Laboratory Oak Ridge, Tennessee Fwuanc-sDate:April1981 Subcommittee on Radiochemistry National Academy of Sciences —National Research Council Printedin USA.Price$0.50.AvailablefromtbeOfficeofTechnical Services,DepartmentofCommerce.Washington25,D.C. -

BNL-79513-2007-CP Standard Atomic Weights Tables 2007 Abridged To
BNL-79513-2007-CP Standard Atomic Weights Tables 2007 Abridged to Four and Five Significant Figures Norman E. Holden Energy Sciences & Technology Department National Nuclear Data Center Brookhaven National Laboratory P.O. Box 5000 Upton, NY 11973-5000 www.bnl.gov Prepared for the 44th IUPAC General Assembly, in Torino, Italy August 2007 Notice: This manuscript has been authored by employees of Brookhaven Science Associates, LLC under Contract No. DE-AC02-98CH10886 with the U.S. Department of Energy. The publisher by accepting the manuscript for publication acknowledges that the United States Government retains a non-exclusive, paid-up, irrevocable, world-wide license to publish or reproduce the published form of this manuscript, or allow others to do so, for United States Government purposes. This preprint is intended for publication in a journal or proceedings. Since changes may be made before publication, it may not be cited or reproduced without the author’s permission. DISCLAIMER This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, nor any of their contractors, subcontractors, or their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or any third party’s use or the results of such use of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof or its contractors or subcontractors. -

Synthesis and Characterisation of Molecular Polarised-Covalent Thorium-Rhenium and -Ruthenium Bonds
inorganics Article Synthesis and Characterisation of Molecular Polarised-Covalent Thorium-Rhenium and -Ruthenium Bonds Joseph P. A. Ostrowski, Ashley J. Wooles and Stephen T. Liddle * Department of Chemistry, The University of Manchester, Oxford Road, Manchester M13 9PL, UK; [email protected] (J.P.A.O.); [email protected] (A.J.W.) * Correspondence: [email protected]; Tel.: +44-161-275-4612 t t Abstract: Separate reactions of [Th{N(CH2CH2NSiMe2Bu )2(CH2CH2NSi(Me)(Bu )(µ-CH2)]2 5 5 (1) with [Re(η -C5H5)2(H)] (2) or [Ru(η -C5H5)(H)(CO)2](3) produced, by alkane elimination, DMBS 5 DMBS t 3- DMBS [Th(Tren )Re(η -C5H5)2](ThRe, Tren = {N(CH2CH2NSiMe2Bu )3} ), and [Th(Tren )Ru 5 (η -C5H5)(CO)2](ThRu), which were isolated in crystalline yields of 71% and 62%, respectively. Complex ThRe is the first example of a molecular Th-Re bond to be structurally characterised, and ThRu is only the second example of a structurally authenticated Th-Ru bond. By comparison to isostructural U-analogues, quantum chemical calculations, which are validated by IR and Raman spectroscopic data, suggest that the Th-Re and Th-Ru bonds reported here are more ionic than the corresponding U-Re and U-Ru bonds. Keywords: thorium; rhenium; ruthenium; metal–metal bonds; uranium; density functional theory Citation: Ostrowski, J.P.A.; Wooles, 1. Introduction A.J.; Liddle, S.T. Synthesis and The field of metal–metal bonds is mature and vast with many applications [1–5]. Whilst Characterisation of Molecular homopolymetallic d transition metal systems dominate this still burgeoning field [1–3], het- Polarised-Covalent Thorium- eropolymetallic derivatives have been gaining prominence [3–5]. -
ALLOY SOFTENING in GROUP VIA METALS ALLOYED with RHENIUM by Joseph R
ALLOY SOFTENING IN GROUP VIA METALS ALLOYED WITH RHENIUM by Joseph R. Stephens and Walter R. Witzke vi ,. Lewis Research Center G Cleueland,Ohio 44135 NATIONALAERONAUTICS AND SPACE ADMINISTRATION WASHINGTON, D. C. NOVEMBER 1970 TECH LIBRARY KAFB, NM " " 1. Report No. 2. Government Accession No. 3. Recipient's Catalog No. NASA TN D-7000 I 4. Title and Subtitle I 5. ReportDate ALLOY SOFTENING IN GROUP VIA METALS ALLOYED WITH 1 November lg7o 6. Performing Organization Code RHENIUM I 7. Author(s) 8. Performing Organization Report No. Joseph R. Stephens and Walter R. Witzke i E-5680 10. Work Unit No. Performing Organization9. Performing Name and Address I129-03 Lewis Research Center 11. Contractor Grant No. National Aeronautics and Space Administratton Cleveland,Ohio 44135 13. Type of Reportand Period Covered 2. Sponsoring Agency Name and Address Technical Note National Aeronautics and Space Administration 14. Sponsoring Agency Code Washington, D .C. 20546 I 5. SupplementaryNotes 6. Abstract An investigation was conducted to determine the effect of temperature and composition on alloy softening in group VIA metals Cr, Mo, and W alloyed with Re. Results showed that alloy soften- ing was similar in all three alloy systems occurring at homologous temperatures less than 0.16 and at Re concentrations less than 16 atom percent. Rhenium content required to produce a hardness minimum diminished rapidly in all three systems with increasingtest temperature. The similarities in hardness behavior in these three alloy systems suggesta common softening mechanism which may arise from lowering the Peierls stress. -~ 17. Key Words(Suggested byAuthor(s)) 18. DistributionStatement H ardness Tungsten Hardness Unclassified - unlimited A lloy softeningRheniumAlloy Chromium Molybdenum 'For sale by the Clearinghouse for Federal Scientific and Technical Information Springfield,Virginia 22151 ALLOY SOFTENING IN GROUP VIA METALS ALLOYED WITH RHENIUM by Joseph R. -

The Elements.Pdf
A Periodic Table of the Elements at Los Alamos National Laboratory Los Alamos National Laboratory's Chemistry Division Presents Periodic Table of the Elements A Resource for Elementary, Middle School, and High School Students Click an element for more information: Group** Period 1 18 IA VIIIA 1A 8A 1 2 13 14 15 16 17 2 1 H IIA IIIA IVA VA VIAVIIA He 1.008 2A 3A 4A 5A 6A 7A 4.003 3 4 5 6 7 8 9 10 2 Li Be B C N O F Ne 6.941 9.012 10.81 12.01 14.01 16.00 19.00 20.18 11 12 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 3 Na Mg IIIB IVB VB VIB VIIB ------- VIII IB IIB Al Si P S Cl Ar 22.99 24.31 3B 4B 5B 6B 7B ------- 1B 2B 26.98 28.09 30.97 32.07 35.45 39.95 ------- 8 ------- 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 4 K Ca Sc Ti V Cr Mn Fe Co Ni Cu Zn Ga Ge As Se Br Kr 39.10 40.08 44.96 47.88 50.94 52.00 54.94 55.85 58.47 58.69 63.55 65.39 69.72 72.59 74.92 78.96 79.90 83.80 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 5 Rb Sr Y Zr NbMo Tc Ru Rh PdAgCd In Sn Sb Te I Xe 85.47 87.62 88.91 91.22 92.91 95.94 (98) 101.1 102.9 106.4 107.9 112.4 114.8 118.7 121.8 127.6 126.9 131.3 55 56 57 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 6 Cs Ba La* Hf Ta W Re Os Ir Pt AuHg Tl Pb Bi Po At Rn 132.9 137.3 138.9 178.5 180.9 183.9 186.2 190.2 190.2 195.1 197.0 200.5 204.4 207.2 209.0 (210) (210) (222) 87 88 89 104 105 106 107 108 109 110 111 112 114 116 118 7 Fr Ra Ac~RfDb Sg Bh Hs Mt --- --- --- --- --- --- (223) (226) (227) (257) (260) (263) (262) (265) (266) () () () () () () http://pearl1.lanl.gov/periodic/ (1 of 3) [5/17/2001 4:06:20 PM] A Periodic Table of the Elements at Los Alamos National Laboratory 58 59 60 61 62 63 64 65 66 67 68 69 70 71 Lanthanide Series* Ce Pr NdPmSm Eu Gd TbDyHo Er TmYbLu 140.1 140.9 144.2 (147) 150.4 152.0 157.3 158.9 162.5 164.9 167.3 168.9 173.0 175.0 90 91 92 93 94 95 96 97 98 99 100 101 102 103 Actinide Series~ Th Pa U Np Pu AmCmBk Cf Es FmMdNo Lr 232.0 (231) (238) (237) (242) (243) (247) (247) (249) (254) (253) (256) (254) (257) ** Groups are noted by 3 notation conventions. -

In the Classroom
324 Chem. Educator 2001, 6, 324–332 The Periodic Table: An Eight Period Table For The 21st Centrury Gary Katz Periodic Roundtable, Cabot, VT 05647, [email protected] Received March 23, 2001. Accepted May 7, 2001 Abstract: Throughout most of the 20th century, an eight-period periodic table (also known as an electron- configuration table) was offered as an improvement over the ubiquitous seven-period format of wall charts and textbooks. The eight-period version has never achieved wide acceptance although it has significant advantages. Many observers have questioned the way helium is displayed in this format. Now, a reinterpretation of the relationship of the first-period elements to successive elements may help make the eight-period table an attractive choice for the 21st century. The Eight-Period Periodic Table: An Improved Display of journals have apparently been loath to accept any recent the Elements comment on the subject, despite the need for a fresh dialogue. This is partly due to the lack of new evidence to bolster the The periodic table of textbooks and wall charts is used in cause of the eight-period table and partly to the conviction of classrooms and laboratories around the world. This familiar editors and reviewers that the discussion of the format of the format, which we designate the seven-period table, (Figure 1) table is over, as if the case were closed. has become the standard periodic table for the natural sciences despite the fact that it has serious shortcomings, both Structuring the Eight-Period Table theoretical and pedagogical. By rearranging the table, (as shown in Figure 2) we can create a different format (Figure 3), Upholders of the seven-period tradition object to the way which is both modular and algorithmic, that is, one which helium is displayed at the top of group two. -
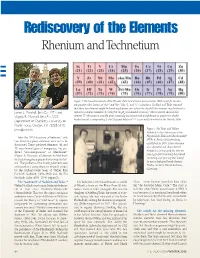
Rhenium and Technetium III
Rediscovery of the Elements Rhenium and Technetium III Figure 1. The transition metals of the Periodic Table had all been discovered by 1923 except for the eka- manganeses (also known as “eka-” and “dvi-”Mn, “1” and “2” in Sanskrit). Noddack and Tacke reasoned that these two elements might be found in platinum ores (where the shaded blue elements may be found as 6 James L. Marshall, Beta Eta 1971, and impurities) and/or columbite (Fe,Mn)(Nb,Ta)2O6 (red shaded elements). Their research showed that Virginia R. Marshall, Beta Eta 2003, element 75 (rhenium) is actually most commonly associated with molybdenum in nature (see double 27,28 Department of Chemistry, University of headed arrow), corresponding to the “diagonal behavior” occasionally observed in the Periodic Table. North Texas, Denton, TX 76203-5070, [email protected] Figure 2. Ida Tacke and Walter Noddack in their laboratory at the After the 1923 discovery of hafnium,1f only Physikalisch-Technische Reichsanstalt two transition group elements were yet to be (PTR) in Berlin-Charlottenburg, discovered. These predicted elements (43 and established in 1887, where rhenium 75) were homologues of manganese, the pre- was separated and characterized. dicted “eka-manganeses” of Mendeleev1c Noddack is posing with his ever-pre- (Figure 1). However, all attempts to find them sent cigar and is wearing his stained in crude manganese preparations ended in fail- laboratory coat proving that indeed ure.2 The problem of the missing elements was he was a dedicated bench-chemist. addressed in a comprehensive research project Photo, courtesy, Wesel Archives, by the husband-wife team of Walter Karl Germany.