Bale to Bolt
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Haskell Silk Company: Manufacturers of Staple Silks Recognized As a "Standard" in the Trade
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Textile Society of America Symposium Proceedings Textile Society of America 2002 The Haskell Silk Company: Manufacturers of Staple Silks Recognized As a "Standard" in the Trade Jacqueline Field University of Southern Maine Follow this and additional works at: https://digitalcommons.unl.edu/tsaconf Part of the Art and Design Commons Field, Jacqueline, "The Haskell Silk Company: Manufacturers of Staple Silks Recognized As a "Standard" in the Trade" (2002). Textile Society of America Symposium Proceedings. 384. https://digitalcommons.unl.edu/tsaconf/384 This Article is brought to you for free and open access by the Textile Society of America at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Textile Society of America Symposium Proceedings by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. The Haskell Silk Company: Manufacturers of Staple Silks Recognized As a "Standard" in the Trade by Jacqueline Field Haskell Silk Company founder, James Haskell, was a native of the Cape Anne, area of Massachusetts.1 In this locale his early career included service in numerous public and business capacities, not least as agent for The Rockport Steam Cotton Company, and as a State Senator.2 He was a man experienced in politics, finance and textile production. He moved to Maine in 1858 when he acquired the cotton mill at Saccarappa Falls, Westbrook.3 Under his management the mill, renamed The Westbrook Manufacturing Company, flourished and expanded. In 1874, his elder son, Frank Haskell, assumed the role of agent. At the same time James took advantage of, by now, well developed machine twist-making technology and launched into the youngest branch of the textile industry--silk. -
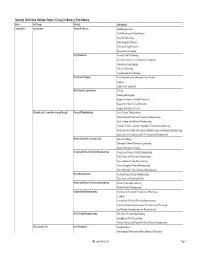
Industry Mapping File
Industry Definition Outline: Sector / Group / Industry / Subindustry Sector Ind. Group Industry Subindustry Commodities Agribusiness Animal Production Animal Aquaculture Cattle Ranching and Dairy Farming Hog and Pig Farming Other Animal Production Poultry and Egg Production Sheep and Goat Farming Crop Production Fruit and Tree Nut Farming Greenhouse, Nursery, and Floriculture Production Oilseed and Grain Farming Other Crop Farming Vegetable and Melon Farming Forestry and Logging Forest Nurseries and Gathering of Forest Products Logging Timber Tract Operations Miscellaneous Agribusiness Fishing Hunting and Trapping Support Activities for Animal Production Support Activities for Crop Production Support Activities for Forestry Materials and Commodities (except Energy) Chemical Manufacturing Basic Chemical Manufacturing Other Chemical Product and Preparation Manufacturing Paint, Coating, and Adhesive Manufacturing Pesticide, Fertilizer, and Other Agricultural Chemical Manufacturing Resin, Synthetic Rubber, and Artificial Synthetic Fibers and Filaments Manufacturing Soap, Cleaning Compound, and Toilet Preparation Manufacturing Mining (except Oil, Gas, and Coal) Metal Ore Mining Nonmetallic Mineral Mining and Quarrying Support Activities for Mining Nonmetallic Mineral Product Manufacturing Cement and Concrete Product Manufacturing Clay Product and Refractory Manufacturing Glass and Glass Product Manufacturing Lime and Gypsum Product Manufacturing Other Nonmetallic Mineral Product Manufacturing Paper Manufacturing Converted Paper Product Manufacturing -

Chemistry & Technology of Fabric Preparation & Finishing
Chemistry & Technology of Fabric Preparation & Finishing by Dr. Charles Tomasino Department of Textile Engineering, Chemistry & Science College of Textiles North Carolina State University Raleigh, North Carolina CHEMISTRY & TECHNOLOGY OF FABRIC PREPARATION & FINISHING BY DR. CHARLES TOMASINO DEPARTMENT OF TEXTILE ENGINEERING, CHEMISTRY AND SCIENCE COLLEGE OF TEXTILES NORTH CAROLINA STATE UNIVERSITY All rights reserved. Copyright © 1992 by Charles Tomasino No part of this book may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, recording, or by any information storage and retrieval system, without permission in writing from the author PREFACE Global competition has caused the US textile industry to modernize and become cost competitive because developing nations have discovered that exporting textile products to the USA is an attractive way to enhance their economic growth. Their low labor costs have pressured domestic producers into replacing labor intensive manufacturing equipment with automated, sophisticated, efficient, high- technology machinery. The industry has focused on reducing costs, improving quality and developing quick turnaround and response scenarios. These forces have impacted the number and quality of the technical work force. Graduates with a background in computers and information management are making up a larger portion of the entry-level technical staff. Process engineers dedicated to improving quality and efficiency make up the rest. Most of the entry level work force has little or no exposure to textile education or training, they have to rely on experienced technologists to guide and train them. Unfortunately as the older technologists retire, they take with them valuable technical knowledge and know-how leaving the skeletal remains technically unsupported. -

WEAVER GUIDELINES, Draft12-8-09
GUIDELINES FOR WEAVERS: Local Industry at the Knoxville Museum of Art Exhibition dates: January 22 - April 25, 2010 Web site: http://windrewindweave.com/ For location and driving instructions, go to the main KMA web site: http://www.knoxart.org/info/about.html Experienced weavers from Knoxville and surrounding states, as well as a "Chicago to Knoxville" group of weavers, are invited to take turns weaving a continuous bolt of weft-faced, selvedge-to-selvedge, striped cloth. Once one weaver has completed a passage of stripes, the next weaver responds to that passage and continues weaving. Proceeding this way, although abstract, relates to the Surrealist exercise of "exquisite corpse" drawing. The completed cloth bolt will be given to the KMA collection with an archive of all who participated. DESIGN PLAN Think of all experienced weavers as 'visual thinkers' working collectively to create a dynamic striped cloth (not craftsmen versus artists, professionals versus amateurs, professors versus students). Rather than creating a signature area of weaving that is akin to one's own personal style, weavers are encouraged to make a visual transition from the former weaver's stripes into a new stripe color passage using the wound bobbins from mill ends and donated fiber. The length of the transition area, and the choice of color and stripe width, are entirely up to each weaver. Bins of partially used quills from former weavers work will be in the weavers toolbox, thus allowing use of some of these same wefts in the transition. The "stripe and band" log book of woven textiles internationally and the flat screen displays in the KMA exhibition are available as visual resources. -
Standard Methods for Bolt-Bearing Testing of Textile Composites
J NASA Contractor Report 198266 Standard Methods for Bolt-Bearing Testing of Textile Composites M. A. Portanova and J. E. Masters Lockheed Martin Engineering and Sciences Company, Hampton, Virginia Contract NASl-19000 December 1995 National Aeronautics and Space Administration Langley Research Center Hampton, Virginia 23681-0001 Introduction Bolted joints are an important design consideration for composite structures. Although bolt bearing is not a material property, test results from bolt bearing experiments are used extensively in the aerospace industry to design composite structures. The test methods developed to evaluate the response of composites constructed from laminated tape may not be adequate to characterize textile materials. The intent of this investigation is to determine the applicability of standard bolt bearing test specimen geometry to textile materials. Most of the test data used in this investigation was generated by Boeing Defense and Space Group in Philadelphia, PA. [Ref. 1]. They evaluated three bolt bearing test methods: Stabilized Single Shear, Unstabilized Single Shear, and Double Shear. Some data generated by Lockheed Aeronautical Systems in Marietta, GA. will also be presented. Lockheed tested only one specimen configuration. It was similar to Boeing's Double Shear specimen. Open hole tension tests have shown that textile materials display a sensitivity to specimen width-to-hole diameter ratio [Ref. 2]. A similar sensitivity is expected in bolt bearing testing. Two geometric parameters, the W/D ratio and the e/D ratio, were varied in each of the three bolt bearing test specimen configurations evaluated. The W/D ratio is the ratio of the specimen width (W) to the hole diameter (D). -

Looking to Knit Along with Michelle? Here Are a List of Shops Who Are Actively Participating in the April 2019 KAL!
Looking to knit along with Michelle? Here are a list of shops who are actively participating in the April 2019 KAL! Yarn Store Phone Web Address City State Fabulous Fiber Arts and More 907-225-9161 http://fabulousfiberarts.com Ketchikan AK Maisieblue 209-728-8261 http://maisieblue.com Murphys CA Yarn Junction Co LLC 515-277-2770 https://www.yarnjunction.com West Des Moines IA Alpaca Direct 888-306-0111 http://www.alpacadirect.com Hayden ID Mosaic Yarn Studio Ltd 847-390-1013 http://www.mosaicyarnstudio.com Mount Prospect IL The Fiber Universe LLC 309-673-5659 http://thefiberuniverse.com Peoria IL Yarn Barn Of Kansas Inc 785-842-4333 http://www.yarnbarn-ks.com Lawrence KS Nanette's Knits & Gifts LLC 906-364-4752 http://nanettesknitsandgifts.com Wakefield MI Yarn Harbor 218-724-6432 http://www.yarnharborduluth.com Duluth MN Northfield Yarn 507-645-1330 http://northfieldyarn.com Northfield MN Silver Threads & Golden Needles 828-349-0515 http://www.silverthreadsyarn.com Franklin NC The Artful Yarn 440-321-9754 http://www.theartfulyarn.com Chardon OH Yarn it & Haberdashery 614-736-6464 http://yarnitanddash.com Columbus OH Kathty's Kreations 724-238-9320 http://kathys-kreations.com Ligonier PA The Tinsmith's Wife 830-995-5539 http://tinsmithswife.com Comfort TX Laughing Sheep Yarns 434-973-0331 http://laughingsheepyarns.com Charolttesville VA Sheep's Clothing 509-734-2484 http://aknottyhabit.com Kennewick WA Yarn Folk 509-304-4588 http://yarnfolk.com Ellensburg WA Makers' Mercantile 425-251-1239 http://makersmercantile.com Kent WA Abundant Yarn & Dyeworks 866-873-0580 http://www.abundant-yarn.com Spokane WA Yarn Folk 509-304-4588 http://www.yarnfolk.com Ellensburg WA Silver Thimble Quilt & Gift 920-468-1495 http://www.silverthimblequilts.com Green Bay WI Knitting Knook 414-540-4080 http://www.knittingknook.com Milwaukee WI Ewe Count 307-638-1148 http://www.ewecount.com Cheyenne WY Kenzie Stockists Yarn Store Phone Web Address City State Far North Yarn Co 907-258-5648 http://akfnyc.com Anchorage AK Tangled Skein 907-622-9276 Eagle River AK Alaskan Yarn Co. -

Trends in Japanese Textile Technology
TRENDS IN JAPANESE TEXTILE TECHNOLOGY John E. Berkowitch for U.S. Department of Commerce Office of Technology Policy Asia-Pacific Technology Program Phyllis Genther Yoshida Project Director September 1996 TRENDSOFFICE IN JAPANESE OF TECHNOLOGY TEXTILE TECHNOLOGY POLICY TABLE OF CONTENTS Foreword ....................................................................................................... 5 About the Author ......................................................................................... 6 Executive Summary: Trends in Japanese Textile Technology................. 7 Introduction................................................................................................... 9 PART 1 ........................................................................................................11 Business Environment ............................................................................... 11 1.1. Trade Balance ................................................................................ 11 1.2. Globalization ................................................................................. 11 1.3. Strategy .......................................................................................... 13 1.4. Implications for Research and Development ........................... 15 1.5. Notes ............................................................................................. 15 PART 2 ........................................................................................................17 State of the Art ........................................................................................... -

Illustrated Glossary of Textile Terms for Composites
Y . / .- NASA Contractor Report 191539 Illustrated Glossary of Textile Terms for Composites Christopher M. Pastore ,,t" _o .2 o _ u'_ u_ o _ ,-4 m ,-4 u O" 0 _ C ._ Z _ 0 North Carolina State University Department of Textile Engineering, Chemistry and Science r_ Raleigh, North Carolina r_ Purchase Order L-18543D September 1993 1"7 National Aeronautics and Space Administration Langley Research Center Hampton, Virginia 23681-0001 C Introduction This glossary has been developed in response to the need for better communication between textile manufacturers and composites engineers. The need for such a glossary has been under discussion for some time, and at a recent workshop on process control of textile composites held at NASA Langley, one of the principal action items identified was the creation of such a document. The need became apparent in this workshop which included both textile and aircraft manufacturers, when the difficulty in precise communication became obvious. The terms in this glossary are those commonly used by the textile industry, and unlikely to be familiar to those educated in engineering and science. To ensure that a full range of terminology was employed, several sources were employed. Traditional textile dictionaries and textbooks, as well as terminology documents prepared by various government and industrial agencies were used as the starting point. Based on these documents, a rough draft was created and sent to a number of people working in the general area of textile composites (Appendix A). The industrial and government participants gave their feedback to the the document and this was incorporated into the final text. -
KNITTERS LOOM SECOND HEDDLE KIT Tools Required Assembly and Double Weave Instructions
KNITTERS LOOM SECOND HEDDLE KIT Tools Required Assembly and Double Weave Instructions Assembly 1. Unfold and sit your loom on a flat surface. 2. Remove the knob and washer from one side of the loom. 3. Carefully remove the bolt from the 2 loom sides. 4. Tap the bolt from the heddle support block. 5. Identify the correct new double heddle support block by checking that the locator pin fits into the groove in the side. 6. Locate the new support block over the edge of a table and insert the bolt into the hole. Check that the bolt and locator pin are clear of the table. Then tap the head of the bolt into the counter bored hole until level with the surface. 7. Locate the bolt and support block back through the 2 loom sides. Check the locator pin is in the groove. 8. Secure with the washer and knob. 9. Repeat for the other side. Note: You will also need an extra heddle (reed) with the same KL2HK19052015V6 DPI as the one you already have. Ashford Handicrafts Limited Ashford Guarantee Factory and Showroom: 415 West Street, PO Box 474, Ashburton 7700 New Zealand Thank you for purchasing this Ashford product. In the unlikely event there is any Telephone 64 3 308 9087 Facsimile 64 3 308 8664 fault in manufacture we will replace the item. To validate our guarantee please visit Email: [email protected] Internet: www.ashford.co.nz our website or write to us. Create this beautiful double weave shuttle holder on a Knitters Loom second heddle kit. -

EC66-437 Functional Fabric Finishes Gerda Petersen
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Historical Materials from University of Nebraska- Extension Lincoln Extension 1966 EC66-437 Functional Fabric Finishes Gerda Petersen Follow this and additional works at: http://digitalcommons.unl.edu/extensionhist Petersen, Gerda, "EC66-437 Functional Fabric Finishes" (1966). Historical Materials from University of Nebraska-Lincoln Extension. 3779. http://digitalcommons.unl.edu/extensionhist/3779 This Article is brought to you for free and open access by the Extension at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Historical Materials from University of Nebraska-Lincoln Extension by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. E.C. 66-437 Functional Fabric Finishes EXTENSION SERVICE UNIVERSITY OF NEBRASKA COLLEGE OF AGRICULTURE AND HOME ECON OMICS AND U . S . DEPARTMENT OF AGRICULTURE COOPERATING E . F. FROUK, DEAN ..J . L . ADAMS, DIRECTOR FUNCTIONAL FABRIC FINISHES Gerda Petersen Clothing Specialist BUYING TEXTILES Look for: 1. Sewn-in labels. 2. Hang tags . 3. Printed information on selvedge. 4. Printed information on end of fabric bolt. 5. Seals of certified merchandise. 6. Name of manufacturer who has a reputation for quality products. 7. Name of manufacturer who has a testing labora tory or who has a labeling program. 8. Store that has a testing laboratory. Remember to: 1. Read label accurately, don•t expect anything but what is promised. 2. Follow care instructions carefully for best results. 3. Tell retailer if garment does not perform ac cording to claims made on the labels. 3 Examine textile carefully and check: 1 . Balance of weave. 2. Degree of fraying. -

Zones Finishes + Materials
zones finishes + materials DESKTOP SCREENS . 78 ENCLOSURES . 78 WORKSURFACES . 78 SEATING . 78 STORAGE . 79 finishes + materials – June 28, 2021 77 zones finishes + materials finishes + materials The following charts outlines finishes that are available for use on Zones Enclosures, Table and Seating. desktop screens worksurfaces seating Knit Linx Zones Seamless Plastic Cool Grey K440 Crisp Grey Y1 Zones Plastic Pewter K441 Gris ZU Crisp Grey Z2 Warm Grey K442 Sand Y2 Greystone Z1 Shale K443 Storm White ZA Wood Citrine K444 Very White Z1 Zones Wood Sage K445 Zones Worksurface Laminate Greystone Beech BR Brook K446 Crisp Grey 2T Natural Beech BS Poppy K447 Earth 2V Metal Finishes Apricot K448 Greystone Beech 2Q Zones Metal Paint Evergreen K449 Matte Black 6K Crisp Grey 25 Midnight K450 Natural Beech 2R Greystone 24 Pomegranate K451 Sand 2U Polished Aluminum Storm White LW Polished Aluminum PA RV Very White Sofa Tablets Zones Veneer enclosures Zones Tablet Laminate Greystone Beech BR Greystone 2S Zones Vertical Laminate Natural Beech BS Crisp Grey 2T Crisp Grey 2T Trims, Wood Legs & Easel Earth 2V Greystone 2S Zones Wood Greystone Beech 2Q Greystone Beech 2Q Greystone Beech BR Natural Beech 2R Natural Beech 2R Natural Beech BS Sand 2U Paint Storm White LW Zones Metal Paint Very White RV Crisp Grey 25 Zones Veneer Greystone 24 Greystone Beech BR Table Runner Natural Beech BS Solid Surface Zones Modular Seating Tables & Glacier White MV Tablets Zones Worksurface Laminate Zones Veneer Crisp Grey 2T Natural Beech BS Earth 2V Greystone Beech BR Greystone Beech 2Q Zones Modular Seating Add-On Matte Black 6K Tablet, Shared Natural Beech 2R Zones Laminate Sand 2U Greystone Beech 2Q Storm White LW Crisp Grey 2T Very White RV Zones Veneer Greystone Beech BR Natural Beech BS 78 finishes + materials – June 28, 2021 zones finishes + materials finishes + materials The following charts outlines finishes that are available for use on Zones Enclosures, Table and Seating. -

WEARABLE 3D MACHINE KNITTING 1 Wearable 3D Machine Knitting: Automatic Generation of Shaped Knit Sheets to Cover Real-World Objects
WU et al.: WEARABLE 3D MACHINE KNITTING 1 Wearable 3D Machine Knitting: Automatic Generation of Shaped Knit Sheets to Cover Real-World Objects Kui Wu, Marco Tarini, Cem Yuksel, James McCann, Xifeng Gao Abstract—Knitting can efficiently fabricate stretchable and durable soft surfaces. These surfaces are often designed to be worn on solid objects as covers, garments, and accessories. Given a 3D model, we consider a knit for it wearable if the knit not only reproduces the shape of the 3D model but also can be put on and taken off from the model without deforming the model. This “wearability” places additional constraints on surface design and fabrication, which existing machine knitting approaches do not take into account. We introduce the first practical automatic pipeline to generate knit designs that are both wearable and machine knittable. Our pipeline handles knittability and wearability with two separate modules that run in parallel. Specifically, given a 3D object and its corresponding 3D garment surface, our approach first converts the garment surface into a topological disc by introducing a set of cuts. The resulting cut surface is then fed into a physically-based unclothing simulation module to ensure the garment’s wearability over the object. The unclothing simulation determines which of the previously introduced cuts could be sewn permanently without impacting wearability. Concurrently, the cut surface is converted into an anisotropic stitch mesh. Then, our novel, stochastic, any-time flat-knitting scheduler generates fabrication instructions for an industrial knitting machine. Finally, we fabricate the garment and manually assemble it into one complete covering worn by the target object.