Aircraft Accident Report
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
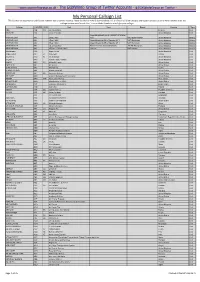
My Personal Callsign List This List Was Not Designed for Publication However Due to Several Requests I Have Decided to Make It Downloadable
- www.egxwinfogroup.co.uk - The EGXWinfo Group of Twitter Accounts - @EGXWinfoGroup on Twitter - My Personal Callsign List This list was not designed for publication however due to several requests I have decided to make it downloadable. It is a mixture of listed callsigns and logged callsigns so some have numbers after the callsign as they were heard. Use CTL+F in Adobe Reader to search for your callsign Callsign ICAO/PRI IATA Unit Type Based Country Type ABG AAB W9 Abelag Aviation Belgium Civil ARMYAIR AAC Army Air Corps United Kingdom Civil AgustaWestland Lynx AH.9A/AW159 Wildcat ARMYAIR 200# AAC 2Regt | AAC AH.1 AAC Middle Wallop United Kingdom Military ARMYAIR 300# AAC 3Regt | AAC AgustaWestland AH-64 Apache AH.1 RAF Wattisham United Kingdom Military ARMYAIR 400# AAC 4Regt | AAC AgustaWestland AH-64 Apache AH.1 RAF Wattisham United Kingdom Military ARMYAIR 500# AAC 5Regt AAC/RAF Britten-Norman Islander/Defender JHCFS Aldergrove United Kingdom Military ARMYAIR 600# AAC 657Sqn | JSFAW | AAC Various RAF Odiham United Kingdom Military Ambassador AAD Mann Air Ltd United Kingdom Civil AIGLE AZUR AAF ZI Aigle Azur France Civil ATLANTIC AAG KI Air Atlantique United Kingdom Civil ATLANTIC AAG Atlantic Flight Training United Kingdom Civil ALOHA AAH KH Aloha Air Cargo United States Civil BOREALIS AAI Air Aurora United States Civil ALFA SUDAN AAJ Alfa Airlines Sudan Civil ALASKA ISLAND AAK Alaska Island Air United States Civil AMERICAN AAL AA American Airlines United States Civil AM CORP AAM Aviation Management Corporation United States Civil -

A MTAK Kiadványai 47. Budapest, 1966
A MAGYAR TUDOMÁNYOS AKADÉMIA KÖNYVTARÁNAK KÖZLEMÉNYEI PUBLICATIONES BIBLIOTHECAE ACADEMIAE SCIENTIARUM HUNGARICAE 47. INDEX ÀCRONYMORUM SELECTORUM Institute* communicationis BUDAPEST, 1966 VOCABULARIUM ABBREVIATURARUM BIBLIOTHECARII III Index acronymorum selectorum 7. Instituta communicationis A MAGYAR TUDOMÁNYOS AKADÉMIA KÖNYVTARÁNAK KÖZLEMÉNYEI PUBLICATIONES BIBLIOTHECAE ACADEMIAE SCIENTIARUM HUNGARICAE 47. VOCABULARIUM ABBREVIATURARUM BIBLIOTHECARII Index acronymorum selectorum 7. Instituta communicationis BUDAPEST, 196 6 A MAGYAR TUDOMÁNYOS AKADÉMIA KÖNYVTARÁNAK KÖZLEMÉNYEI PUBLICATIONES BIBLIOTHECAE ACADEMIAE SCIENTIARUM HUNGARICAE 47. INDEX ACRONYMORUM SELECTORUM 7 Instituta communications. BUDAPEST, 1966 INDEX ACRONYMORUM SELECTORUM Pars. 7. Instituta communicationis. Adiuvantibus EDIT BODNÁ R-BERN ÁT H et MAGDA TULOK collegit et edidit dr. phil. ENDRE MORAVEK Lectores: Gyula Tárkányi Sámuel Papp © 1966 MTA Köynvtára F. к.: Rózsa György — Kiadja a MTA Könyvtára — Példányszám: 750 Alak A/4. - Terjedelem 47'/* A/5 ív 65395 - M.T.A. KESz sokszorosító v ELŐSZÓ "Vocabularium abbreviaturarum bibliothecarii" cimü munkánk ez ujabb füzete az "Index acronymorum selectorum" kötet részeként, a köz- lekedési és hírközlési intézmények /ilyen jellegű állami szervek, vasu- tak, légiközlekedési vállalatok, távirati irodák, sajtóügynökségek stb/ névröviditéseit tartalmazza. Az idevágó felsőbb fokú állami intézmények /pl. minisztériumok stb./ nevének acronymáit, amelyeket az "Instituta rerum publicarum" c. kötetben közöltünk, technikai okokból nem -

Sales Symposium Plans New Methods of Selling First Class "New
English Sports Car To Be Awarded As Teeway Grand Prize SEE PAGE THREE VOL. 20, NO. 28 TRANS WORLD AIRLINES BI-WEEKLY EMPLOYEE PUBLICATION OCTOBER 24, 1957 Editors Hail Sales Symposium Plans irfVA'sLuxury New Methods of Selling Food Service "A delicious luncheon." "Wfca| First Class "New Look" a wonderful dinner!" NEW YORK—Sell TWA First Class was the keynote of an all'day Such was the lead of a column' sales symposium in New York last week when methods of improving, long review of TWA's "new look" exploiting and selling the "new look" first class service were outlined in in first'class luxury food service by speeches, films and panel discussions. renowned food editor Clementine Representatives of sales, planning and coordination, finance, oper' Paddleford for readers of the New ations, passenger service, advertising and public relations outlined their York Herald Tribune last week. THIS MARK II ZEPHYR, an English built Ford product known as the "Little Lincoln," is the NEW GRAND PRIZE for the TWA employee who accumu plans for making TWA's first class flights tops in the industry—both Miss Paddleford was one of 46 lates the most points with Courteous Service Cards in the Teeway Prize service and load'factor wise—during the fall and winter travel season. key food editors who acclaimed Program. Shown inspecting the spanking new model are (left to right) Consensus of the visual and TWA's newest and finest in'flight Don Hunter, sales promotion manager, Los Angeles; Teeway secretary verbal presentations was that the food service on a special TWA' Suzanne Martin; Fred Spuhler, director of passenger sales; Teeway co new siesta sleeper seat and luxury Pillsbury charter flight to Los An' ordinator Jack Forsyth and secretary Dolores Costello. -

The Potential for Helicopter Passenger Service in Major Urban Areas
(NASA - CR-145224) THE POT ENT IAL FOR N77-27087 H~LICCPT R PASSENGER SER VICE I- MAJOR URBA AFEAS (Duk Univ.) 94 p HC A05/MF AOl CSCL 05C Unclas 510 The Potential For Helicopter Passenger Service In Major Urban Areas Jarir S. Dajani Ralph G. Stortstrom Dennis B. vV'3rner ~ I ) DEPARTMENT OF CIVIL ENGINEERI G DUKE ENVIRONMENTAL ENT R SCHOOL OF NGIN RING DUK UN IVERSITY DURHAM, N .. , . - ...... ~-.-~- ,:; •-."'~ -', --..:.=--~. ~ '--p- i- . ----... T"'-' -- ..•• ~ ••.~c ••.. =,-- .. ~._.~ ".' ='.. ..".:: ..J.::.::::...:..:::= "t':!:', • . , .1 ....1 THE POTENTIAL FOR HELICOPTER PASSENGER SERVICE " IN MAJOR URBAN AREAS .~ 1 ~ by 1• Jarir S. Dajani Ralph G. Stortstrom Dennis B. Warner Department of Civil Engineering and Duke Environmental Center Duke University Durham, North Carolina t>'iarch 1977 The research reported herein has been supported by a grant from the National Aeronautics and Space Administration, Langley Research Center, Grant No. NSG 1121. ABSTRACT This report is intended to assist the planning of intracity helicopter systems so that current operations can both provide an alternate airport access mede and promote future intercity operations. A major aspect of the included study was the development of an interurban helicopter cost model having the capability of selecting an efficient helicopter network for a given city in terms of service and total operating costs. This model is based upon the relationship between total and direct operating costs and the number of block hours of helicopter operation. The cost model is compiled in terms of a computer program which simulates the operation of an intracity helicopter fleet over a given network. When l applied to specific urban areas, the model produces results in terms of a break-even air passenger market penetration rate, which is the percent J of the air travelers in each of those areas that must patronize the 1 helicopter network to make it break even commercially. -

Contractions 7340.2 CHG 3
U.S. DEPARTMENT OF TRANSPORTATION CHANGE FEDERAL AVIATION ADMINISTRATION JO 7340.2 CHG 3 SUBJ: CONTRACTIONS 1. PURPOSE. This change transmits revised pages to Order JO 7340.2, Contractions. 2. DISTRIBUTION. This change is distributed to select offices in Washington and regional headquarters, the William J. Hughes Technical Center, and the Mike Monroney Aeronautical Center; to all air traffic field offices and field facilities; to all airway facilities field offices; to all intemational aviation field offices, airport district offices, and flight standards district offices; and to interested aviation public. 3. EFFECTIVE DATE. May 7, 2009. 4. EXPLANATION OF CHANGES. Cancellations, additions, and modifications (CAM) are listed in the CAM section of this change. Changes within sections are indicated by a vertical bar. 5. DISPOSITION OF TRANSMITTAL. Retain this transmittal until superseded by a new basic order. 6. PAGE CONTROL CHART. See the page control chart attachment. tf ,<*. ^^^Nancy B. Kalinowski Vice President, System Operations Services Air Traffic Organization Date: y-/-<3? Distribution: ZAT-734, ZAT-4S4 Initiated by: AJR-0 Vice President, System Operations Services 5/7/09 JO 7340.2 CHG 3 PAGE CONTROL CHART REMOVE PAGES DATED INSERT PAGES DATED CAM−1−1 through CAM−1−3 . 1/15/09 CAM−1−1 through CAM−1−3 . 5/7/09 1−1−1 . 6/5/08 1−1−1 . 5/7/09 3−1−15 . 6/5/08 3−1−15 . 6/5/08 3−1−16 . 6/5/08 3−1−16 . 5/7/09 3−1−19 . 6/5/08 3−1−19 . 6/5/08 3−1−20 . -

LA Airways Collection
LA Airways Collection Jessamyn Lloyd & Tyler Love 2016 National Air and Space Museum Archives 14390 Air & Space Museum Parkway Chantilly, VA 20151 [email protected] https://airandspace.si.edu/archives Table of Contents Collection Overview ........................................................................................................ 1 Administrative Information .............................................................................................. 1 Biographical / Historical.................................................................................................... 2 Scope and Contents........................................................................................................ 2 Arrangement..................................................................................................................... 2 Names and Subjects ...................................................................................................... 2 Container Listing ............................................................................................................. 4 Series 1: Business Records, 1945-1997.................................................................. 4 Series 2: Publicity, 1945-1989.................................................................................. 6 Series 3: Photographs.............................................................................................. 7 LA Airways (Los Angeles Airways, Inc) (LAA) Collection NASM.2009.0015 Collection Overview Repository: National Air -

HELICOPTER PASSENGER LINES DUE in 1953 Plane Industry's 'Copter Air Mail Working Capital : MORE EFFICIENCY PER POUND Now Reaching 92 ~-·Held in Jeopardy U.S
HELICOPTER PASSENGER LINES DUE IN 1953 Plane Industry's 'Copter Air Mail Working Capital : MORE EFFICIENCY PER POUND Now Reaching 92 ~-·Held in Jeopardy U.S. Communities·-- Written Especially for 'PLANES An operating loss of only four By Per cent on military orders could L Welch Pogue wipe out the working capital of 12 · Three major helicopter pera tors~------' representative aircraft manufactur in Los Angeles, Chicago and New ers, the National Credit Office re woRLD WAR II York today are furnishing helicopter ~ ·- .»- -cently reported. mail service to 92 American com- Calling for a more effici ent gov BOMBER munities- and will, in the immedi- ernment aircraft procurement pol ate future, expand this service to icy, the NCO also pointed out that -the 12 companies which reported on include the entire New York City t heir operations for the first half of metropolitan area. These three operators, currently 1952 "disclose a 77 % sales increase using a total of 13 rotor era ft, al lbut only a 30% gain in earnings. ready have carried more than 28 The ratio this year is 2.1% on sales, .afte r t a x es , compar ed with 2.8 % a million pounds of mail while flying v-ear ago." almost 2.5 million miles. The low earnings are explained Next year, at least two of the y a number of circumstances, the MODERN operators-and possibly all three oQ rganization reported, which "com plan to begin the nation's first b ined to retard output, reduce pro JET BOMBE.R scheduled helicopter passenger and -ductivity and consequently distort freight service. -

Landing Gear Collapse, Aircraft Accident Report, New York Airways, Inc
Landing gear collapse, Aircraft Accident Report, New York Airways, Inc. Sikorsky S-61L, N619PA, Pan Am Building Heliport, New York, New York, May 16, 1977 Micro-summary: The landing gear of this helicopter collapsed while the engine was running. Event Date: 1977-05-16 at 1735 EDT Investigative Body: National Transportation Safety Board (NTSB), USA Investigative Body's Web Site: http://www.ntsb.gov/ Cautions: 1. Accident reports can be and sometimes are revised. Be sure to consult the investigative agency for the latest version before basing anything significant on content (e.g., thesis, research, etc). 2. Readers are advised that each report is a glimpse of events at specific points in time. While broad themes permeate the causal events leading up to crashes, and we can learn from those, the specific regulatory and technological environments can and do change. Your company's flight operations manual is the final authority as to the safe operation of your aircraft! 3. Reports may or may not represent reality. Many many non-scientific factors go into an investigation, including the magnitude of the event, the experience of the investigator, the political climate, relationship with the regulatory authority, technological and recovery capabilities, etc. It is recommended that the reader review all reports analytically. Even a "bad" report can be a very useful launching point for learning. 4. Contact us before reproducing or redistributing a report from this anthology. Individual countries have very differing views on copyright! We can advise you on the steps to follow. Aircraft Accident Reports on DVD, Copyright © 2006 by Flight Simulation Systems, LLC All rights reserved. -

ALPA Los Angeles Joint Council Office Records
Air Lina Pilots Association LOS ANGELES JOINT COUNCIL OFFICE 21 Paige Boxes and 1 Manuscript Box Accession Number 431 The papers of the Los Angeles Joint Council Office were deposited with the Archives of Labor History and Urban Affairs in October of 1970. The Los Angeles Joint Council Office of the Air Line Pilots Association was established in January of 1950 and served as the headquarters of H.B. Cox, Regional Vice-President of ALPA. In July of 1952, ALPA ini- tiated a new policy of setting up regional offices, of which Los Ange- les was the first. The primary responsibility of the Regional Repre- sentative is to negotiate employment agreements with the airlines in his area. He also prepares grievance cases and acts as assistant to the regional vice-president. The collection covers the period from 1939 to 1970, with special empha- sis on the years 1947 to 1960. Important subjects are: Steward and stewardess organizing American Airlines strike, 1957-1958 Pan American Airlines strike, 1957 Western Air Lines strike, 1958 Series Description Series I - General Office Files, Boxes 1-3 This series consists mainly of correspondence between the ALPA Home Office and the Los Angeles Joint Council Office and between the Joint Council Office and the pilots' local executive councils of various airlines. Aside from routine correspondence, there are special files on accident reports, air safety and engineering, stewards and steward- esses, Master Executive Council meeting minutes for a number of air- lines, and negotiators' reports. The "personal" files of H.B. Cox deal with safety problems and conferences and the opening of the Los Angeles Office. -

House of Representatives
2790 CONGRESSIONAL RECORD-HOUSE MARCH 21 Esther C. O'Neill, ANC, N759814. Kenneth R. Ingold. that God -so loved the world that He gave Victoria R. Pavlowski, ANC, N732916 Richard L. Jones, 01060832. His only begotten Son, that whosoever Martha ·s. Pearce, ANC, N755492. · Harry L. Kellinger, 0970538, believeth in Him shall not perish but have Lillie C. W. Penn, ANC, N703803. Erj:iest N. King, 01183333. Constance M. Perfett, ANC, N767251. James E. Kingman, 02204575. everlasting life. How we thank Thee for Rose L. Ponticello, ANC, N742074. Henry K. Mattern, 0554030. the promise that Thou hast given us of Anna M. Potochnik, ANC, N774123. Roy E. Platt, Jr., 02206797. eternal life. We pray that Thou wilt Nancy A. Probasco, ANC, N788282. James L. Reavis. help each one of us. to appropriate Him Ruth M. Roberts, ANC, N756012. Kenneth G. Stauffer, 02014693. and may each know that that only comes Ernestine Robertson, ANC, ·N721751. Cyril N. Volk, 02210306. when we db have Him in our hearts. Cecelia D. Romeyn, ANC, N728167. Charles F. West, 02204584. How we thank Thee for this body of men Anne Rose, ANC, N704084. Allen W. Wiegand, 0499123. here, that they are willing to begin the Margaret C. Ross, ANC, N734396. The following-named distinguished m111- Andrew C. Ruoff III, MC, 0511154. day with Thee, seeking Thy guidance and tary students for appointment in the Regular wisdom. How we thank Thee for the Na Jean G. Russo, ANC, N723207. Army of the United States, in the grade of Ruth P. Satterfield, ANC, N703364. second lieutenant, under the provisions of tion, our Nation, a Christian nation. -
Page Control Chart
4/8/10 JO 7340.2A CHG 2 ERRATA SHEET SUBJECT: Order JO 7340.2, Contractions This errata sheet transmits, for clarity, revised pages and omitted pages from Change 2, dated 4/8/10, of the subject order. PAGE CONTROL CHART REMOVE PAGES DATED INSERT PAGES DATED 3−2−31 through 3−2−87 . various 3−2−31 through 3−2−87 . 4/8/10 Attachment Page Control Chart i 48/27/09/8/10 JO 7340.2AJO 7340.2A CHG 2 Telephony Company Country 3Ltr EQUATORIAL AIR SAO TOME AND PRINCIPE SAO TOME AND PRINCIPE EQL ERAH ERA HELICOPTERS, INC. (ANCHORAGE, AK) UNITED STATES ERH ERAM AIR ERAM AIR IRAN (ISLAMIC IRY REPUBLIC OF) ERFOTO ERFOTO PORTUGAL ERF ERICA HELIIBERICA, S.A. SPAIN HRA ERITREAN ERITREAN AIRLINES ERITREA ERT ERTIS SEMEYAVIA KAZAKHSTAN SMK ESEN AIR ESEN AIR KYRGYZSTAN ESD ESPACE ESPACE AVIATION SERVICES DEMOCRATIC REPUBLIC EPC OF THE CONGO ESPERANZA AERONAUTICA LA ESPERANZA, S.A. DE C.V. MEXICO ESZ ESRA ELISRA AIRLINES SUDAN RSA ESSO ESSO RESOURCES CANADA LTD. CANADA ERC ESTAIL SN BRUSSELS AIRLINES BELGIUM DAT ESTEBOLIVIA AEROESTE SRL BOLIVIA ROE ESTERLINE CMC ELECTRONICS, INC. (MONTREAL, CANADA) CANADA CMC ESTONIAN ESTONIAN AIR ESTONIA ELL ESTRELLAS ESTRELLAS DEL AIRE, S.A. DE C.V. MEXICO ETA ETHIOPIAN ETHIOPIAN AIRLINES CORPORATION ETHIOPIA ETH ETIHAD ETIHAD AIRWAYS UNITED ARAB EMIRATES ETD ETRAM ETRAM AIR WING ANGOLA ETM EURAVIATION EURAVIATION ITALY EVN EURO EURO CONTINENTAL AIE, S.L. SPAIN ECN CONTINENTAL EURO EXEC EUROPEAN EXECUTIVE LTD UNITED KINGDOM ETV EURO SUN EURO SUN GUL HAVACILIK ISLETMELERI SANAYI VE TURKEY ESN TICARET A.S. -

Special Helicopter Stamp and Cover Issue
THE A OS JOU N Special Helicopter Stamp And Cover Issue VOLUME XXV ll - NO. 9 JUNE, 1956 Errors, Varieties, & Airmails For 30 years we have been specializing in all UNUSUAL Items, ERRORS, VARIETIES, e:tc., regardless if :they are or are not listed. Now we .have on hand a very large selection of Airmails, U. P. U., U. N .. F. D. R., Ro:tary, Inverted Centers, Sports, Topicals, Miniature f~1ee:ts, De Luxe Sheets, Proofs, etc., etc. We have oddities and un usual items from many different countries as •.• A!byi;sinia, A1bania, Belgium, Brazil, Canary Islands, Colombia, Con go, Croatia, Czechoslovakia, Danzig, Ecuador, Epirus, Far East, France & Colonies, Greece, Georgia, Honduras. Iceland, Ifni, Iran, Italy & Colonies, Jugoslavia, Latvia, Liberia, Lithuania, Luxembourg, Monaco, N"icaragua, Panama, Paraguay, Poland, Romania Russia, ~aar, Salvador, Scadta, Spain & Colonies Tangier, Tanna Touva, Uruguay, Venezuela, etc., etc., etc. We will gladly make Special Selections for you on Approval and, of course, you have the right to return anything. Please check where you are especially interested. ( Central America ( Booklets ( South America ( Covers ( Asia. ( DeLuxe Sheets ( Africa ( ( Europe ( F. D.R. ( Belgium ( Inverted Centers ( France & Cols. ( Miniature Sheets ( Uberia ( Proofs ( Lithuania ( Rotary ( Poland ( Sport ( Russia ( Topicals ( Spain ( U. N. ( Airmails ( U. P. U. Americana Please t:heck if you are especially interested in: ) Items up to $5 ( ) Up to $15 ( ) Up to $25 ( ) Up to ?? Please check if value of our first selection should be: $50 00, $100.00, $200.00, $500.00, $1000. Additional Information References (if unknown to us) City (Postal No. please) Address Name S., Serebrakian 15 PARK ROW BA 7-3830 NEW YORK 38, N.