Sewing Process & Sewing Machines G
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Flexible Fluidic Actuators for Soft Robotic Applications
University of Wollongong Research Online University of Wollongong Thesis Collection 2017+ University of Wollongong Thesis Collections 2019 Flexible Fluidic Actuators for Soft Robotic Applications Weiping Hu Follow this and additional works at: https://ro.uow.edu.au/theses1 University of Wollongong Copyright Warning You may print or download ONE copy of this document for the purpose of your own research or study. The University does not authorise you to copy, communicate or otherwise make available electronically to any other person any copyright material contained on this site. You are reminded of the following: This work is copyright. Apart from any use permitted under the Copyright Act 1968, no part of this work may be reproduced by any process, nor may any other exclusive right be exercised, without the permission of the author. Copyright owners are entitled to take legal action against persons who infringe their copyright. A reproduction of material that is protected by copyright may be a copyright infringement. A court may impose penalties and award damages in relation to offences and infringements relating to copyright material. Higher penalties may apply, and higher damages may be awarded, for offences and infringements involving the conversion of material into digital or electronic form. Unless otherwise indicated, the views expressed in this thesis are those of the author and do not necessarily represent the views of the University of Wollongong. Research Online is the open access institutional repository for the University of -

Features and Benefits
one-touch air-threading coverlock machine FEATURES AND BENEFITS One-Touch Electronic Air-Threading Loopers With the PFAFF® admire™ air 7000 one-touch air-threading feature, you can effortlessly thread the machine loopers with the simple push of a button. Color Touchscreen Select your stitch, and the optimal thread tensions, recommended stitch length, and more are set automatically. Exceptional Lighting Exceptional illumination of the sewing area for optimal visibility - 60% brighter than competition.* Free Arm The free arm provides easy access for smaller projects like cuffs, hems and children’s clothing. Knee Lift Hands-free presser foot lift for ease and control. PFAFF.com admire™ air 7000 Features and Benefits PFAFF.com 26 Stitches The 5/4/3/2 thread stitch capability provides 26 different stitch options for a wide range of stitch techniques. Coverstitch Triple coverstitch and double coverstitch narrow and wide for activewear, hems and decorative applications. Chainstitch Seam finishing and decorative edges. 5-Thread Safety Stitch (Wide and Narrow) A chainstitch and 3-thread overedge for durable, professional seams. 4-Thread Safety Stitch (Wide and Narrow) A chainstitch and 2-thread narrow or wide overedge for durable seams. 4-Thread Overlock Seams and seam finishing. 3-Thread Picot Edge 3-Thread Wrapped Overlock Delicate finish for edges on lightweight fabrics. (Wide and Narrow) Edge finish for lightweight fabrics. 3-Thread Overlock (Wide and Narrow) 2-Thread Overlock Seam finishing and decorative edges. (Wide and Narrow) Overcasting for single layer of fabric. 3-Thread Narrow Edge 2-Thread Wrapped Edge Overlock Fine, narrow hems and edging. (Wide and Narrow) Edge finish for lightweight fabrics. -

Features and Benefits TOP 5 FEATURES* Compact/Portable Sewing Machine 1 Perfect for Taking to Classes and for Travel (Lightweight: 13.9Lbs/6.3Kg)
Features and Benefits TOP 5 FEATURES* Compact/Portable Sewing Machine 1 Perfect for taking to classes and for travel (lightweight: 13.9lbs/6.3kg). The Original IDT™ System 2 Integrated Dual Feed only from PFAFF® for over 45 years! Absolutely even fabric feed from both the top and the bottom. PFAFF® Original Presser Foot System 3 Many optional accessories are available to expand the sewing experience. 70 Stitches 4 A wide variety of beautiful 7mm stitches, including utility stitches, buttonholes, decorative stitches, quilt stitches, needle art stitches and satin stitches. Beautiful Appliqué Pin Stitch 5 Adjustable; easy to achieve your desired result. * Top five features are repeated in bold under respective categories SEWING FEATURES The Original IDT™ System – Integrated Dual Feed only from Start/Stop Button – Press the Start/Stop button to sew without PFAFF® for over 45 years! Absolutely even fabric feed from both the foot control. Makes sewing long seams, free-motion and the top and the bottom. buttonholes easy. PFAFF® Original Presser Foot System – Many optional Speed Slider – Adjust the speed with the speed slider for accessories available to expand the sewing experience. full control. 70 Stitches – A wide variety of beautiful 7mm stitches, One-step Buttonhole – Snap on the buttonhole foot and sew including utility stitches, buttonholes, decorative stitches, quilt repeatable buttonholes smoothly. stitches, needle art stitches and satin stitches. Free-motion Sewing – Simply attach the optional free-motion Beautiful Appliqué Pin Stitch – Adjustable; easy to achieve presser foot and lower the feed dogs for easy quilting. your desired result. Features and Benefits SEWING FEATURES MACHINE FEATURES External Feed Dog Drop – Convenient location; lower the feed Compact/Portable Sewing Machine – Perfect for taking to dogs from the back of the free arm. -

2000 Proceedings Cincinnati, OH
Cincinnati, OH USA 2000 Proceedings DOGWOOD IN GREEN AND GOLD Tammy Abbey Central Washington University, Ellensburg, WA 98926 The purpose in creating this piece is to design an elegant garment through the combination of two very different techniques, metalsmithing and sewing. This design was inspired by extensive study in both metalworking and sewing and by blooming dogwood. The garment can be described as a dark green, fully lined dress in a polyester crepe satin. It is designed with princess lines and a gold charmeuse godet in the back. The dress is strapless and supported by the metal "lace." The "lace" is formed with brass blossoms and leaves that wrap the shoulders and overlap the front and the back of the dress. Brass blossoms also accent the godet. Construction began with an original pattern which was hand drafted. A muslin test garment was sewn, fitted and used to adjust the pattern. The main body of the dress was sewn and an invisible zipper was installed. A godet was sewn into the back. A polyester lining was sewn and then added to the dress. After the body of the dress was completed, the metal work began. Blossoms and leaves were cut from sheet brass. Then each was individually chased (hand shaped with the use of hammers and tools.) The pieces were given a copper patina (coloring) and brass brushed to a matte golden color. A dress form was used to assemble a base web of brass chain onto which the blossoms were sewn into place with thread and wire. Two blossoms and chain were added in the back to accent the godet and to contain it. -

Owner's Manual
creative 2170 Owner‘s manual This household sewing machine is designed to comply with IEC/EN 60335-2-28 and UL1594 IMPORTANT SAFETY INSTRUCTIONS When using an electrical appliance, basic safety precautions should always be followed, including the following: Read all instructions before using this household sewing machine. DANGER - To reduce the risk of electric shock: • A sewing machine should never be left unattended when plugged in. Always unplug this sewing machine from the electric outlet immediately after using and before cleaning. • Always unplug before relamping. Replace bulb with same type rated 5 Watt. WARNING - To reduce the risk of burns, fi re, electric shock, or injury to persons: • Do not allow to be used as a toy. Close attention is necessary when this sewing machine is used by or near children or infi rm person. • Use this sewing machine only for its intended use as described in this manual. Use only attachments recommended by the manufacturer as contained in this manual. • Never operate this sewing machine if it has a damaged cord or plug, if it is not working properly, if it has been dropped or damaged, or dropped into water. Return the sewing machine to the nearest authorized dealer or service center for examination, repair, electrical or mechanical adjustment. • Never operate the sewing machine with any air openings blocked. Keep ventilation openings of the Sewing machine and foot controller free from the accumulation of lint, dust, and loose cloth. • Keep fi ngers away from all moving parts. Special care is required around the sewing machine needle. • Always use the proper needle plate. -
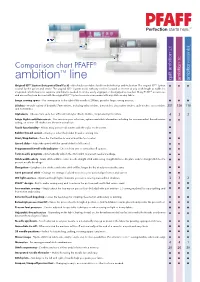
Ambition™ Line
TM 2.0 TM 1. 0 essential TM Comparison chart PFAFF® ™ ambition ambition ambition line quilt ambition ™ Original IDT ™ System (Integrated Dual Feed) – Absolutely even fabric feed from both the top and the bottom. The original IDT System is ideal for the quilter and sewer! The original IDT ™ System works with any stitch in forward or reverse at any stitch length or width. It's integrated, which means no separate attachments needed. It can be easily engaged or disengaged as needed. Many PFAFF® accessories and presser feet can be used with the original IDT™ System to ensure even seams with any stitch on any fabric. Large sewing space – The sewing area to the right of the needle is 200mm, great for large sewing projects. Stitches – A wide variety of beautiful 7mm stitches, including utility stitches, buttonholes, decorative stitches, quilt stitches, cross stitches 201 136 110 and hemstitches. Alphabets – Choose from up to four different font styles: Block, Outline, Script and Cyrillic letters. 4 2 2 Large high-resolution screen – You can view your selections, options and stitch information including the recommended thread tension setting, on screen. All stitches are shown in actual size. Touch functionality – Allows easy acess to all stitches with the stylus on the screen. Bobbin thread sensor – Alerts you when the bobbin thread is running low. Start / Stop button – Press the Start button to sew without the foot control. Speed slider – Adjust the speed with the speed slider for full control. Programmed tie-off with indicator – Choose from one or several tie-off options. Twin needle program – Automatically adjusts the stitch width to prevent needle breakage. -
2021 Class Catalog
Shop. Learn. Experience. A Virtual Sewing Experience Featuring Mister Domestic Mathew sewexpo.com Boudreaux Join us online! Ticket sales start Jan.12! Feb.24-282021 Mathew Boudreaux Sewist, Crafter, Teacher, Speaker, Designer, Advocate Mathew Boudreaux of Mister Domestic learned to sew as a kid, but never really got into it until he had his daughter Helena, who is now seven. He thought it would be a great way to connect with her if he could make her cool clothes. With a new motivation to up his attention-to-detail, the quality and coolness far exceeded even his own expectations. Once he started posting his projects on social media, the quilting world quickly took notice of his fearless use of color and print, incomprehensibly fast output, carefree enthusiasm and humor, and ability to seek out, acquire and share new skills. Making projects from fabric weaving to English Paper Piecing to apparel to the 3-Dimensional, you can find his fabric party on Instagram, Facebook and YouTube. As a fabric designer, get ready to bring this party into overdrive as he translates his chic, edgy, and whimsical style into an experience for everyone to enjoy. Join Mathew at these Virtual Expo classes and special events! 4101 Flowermania English Paper Piecing WEDNESDAY, 1:00 - 5:00 PM (PST) Come learn English Paper Piecing with Mister Domestic! He’ll walk you through tips and tricks of this portable and super fun sewing technique as you stitch up your own flowers from his Flowermania Quilt Pattern. 4102 Tumbling Blocks Weave SUNDAY, 8:00 AM - 12:00 PM (PST) Fabric weaving is basically the coolest thing that you can do with fabric. -

Applique Roll up Placemat Fall Final
Applique Roll Up Travel Placemat By Soni Grint Make this fun applique roll up placemat while learning many techniques you can use in other projects. Learn, or remind your self how, to program words with your PFAFF® Sewing or Embroidery Machine. Applique with sewing or embroidery. Practice your free motion quilting on a smaller project (or channel quilt if desired). Finally use the Quick Easy Mitered Binding tool to bind your placemat, bringing the back around to the front. Sewing Supplies: • Any PFAFF® Sewing or Embroidery Machine • PFAFF® Clear Open Toe Foot for IDT™ System (D,E,F,G,J,K) 820916096 • PFAFF® Open Toe Free-Motion Spring Foot (C,D,E,F,G) 820544096 (J) 820780096 • PFAFF® 150x150mm creative™ All Fabric Hoop II 820889096 • INSPIRA® Tear-A-Way Stabilizer 620120001 • INSPIRA® Fuse N Stick Stabilizer 620133296 • ½ yd. 44” wide Woven Fabric for Back (for 2 placemats) • ⅓ yd. 44” wide Woven Fabric for Front (for 2 placemats) • 7” of 44” wide Woven Fabric for Pocket (for 2 placemats) • 6”x6” Woven Fabric for Applique (leaf or acorn) • 12”x16” Sew-Soft Fusible Quilt Batting 140001741 • ½ yd of ⅜” wide coordinating ribbon • Construction Thread for placemat • Decorative Rayon Thread for Applique • Bobbin Thread for Applique • Quick Easy Mitered Binding Tool 140002480 • INSPIRA® 6" Duck Bill Appliqué Scissor 620102596 • Straight Pins • Rotary Cutter, Mat and Ruler Page 1 of 7 ©2015 KSIN Luxembourg ll, S.ar.I. INSPIRA, PFAFF, CREATIVE and IDT are trademarks of KSIN Luxembourg ll, S.ar.I. HUSQVARNA is a trademark of Husqvarna AB. All trademarks used under license by VSM Group AB. -

NSTRUCTION BOOK -—- ‘L*”
PFAFF !%J 1: :w NSTRUCTION BOOK -—- ‘l*” CPFAFFD® 74 INSTRUCTIONS FOREWORD ‘,. You dream has come true. You are now the proud owner of a PfaIf 74, the sewing machine which will enable you to master all ordinary sewing and darning jobs that may come up in a home. In addition, your machine can sew a large number of beautiful decorative designs completely automatically. This instruction book will help you understand the machine and give you valuabTe tips to make sewing more fun for you. Even if you are an experienced seamstress, you will find this book a valuable guide to easy sewing. Follow these simple instructions and familiarize yourself with the exclusive features of your machine. You will find sewing exciting on your easy4o-operate Pfaff 74. If you have any sewing problems, please contact your Plaff dealer. He will be glad to help you at any time. G. M. PFAFF AG Karlsruhe-Durlach Branch 20 11 12 19 13 18 14 />I 17 16 15 DR 556 1 Face cover ltl Slop ninilon knob 11 Feol doq 2 Takw-up lever 11 Motor dennaqinq 3 Bed cover 3 Thread retainer mechanism 19 Sewinq toot thumb screw 4 Spool pins 12 Bobbin winder thread 20 Liqht switch 5 Stitch width lever (A) retainer 21 Needle thread tension 6 Fashion disc 3 Reverse teed control 22 Presser bar litter 7 Needle position lever (B) 4 Stitch lenqth control 23 Needle set screw 8 Bobbin winder 15 Needle plate 21 Sewinq foot 9 Etalance wheel 16 PlaIt rotary sowina hook 2 ____________ — .-— .,. -

Expression™ Line Fun with Circles Quilt - Sewing Instruction
expression™ line Fun with Circles Quilt - sewing instruction Approximate Size 24” x 85” (60 x 220 cm) Sewing Supplies: t1'"''® quilt expression™ 4.2 or expression™ 3.2 sewing machine t1'"''®"4UBOEBSE'PPUGPSIDT™4ZTUFN t1'"''®'BODZ4UJUDI'PPU " t1'"''®w2VJMUJOH'PPUGPSIDT™4ZTUFN t1'"''®&NCSPJEFSZ4FOTPSNBUJD'SFF.PUJPO'PPU " GPSquilt expression™ 4.2 t1'"''®'SFF.PUJPO%BSOJOH'PPU GPSexpression™ 3.2 t1'"''®4UJUDIJO%JUDI'PPUGPSIDT™4ZTUFN t1'"''®#J-FWFM5PQTUJUDIGPPUGPSIDT™4ZTUFN t1'"''®$IFOJMMFGPPUGPSIDT™4ZTUFN t1'"''®4FXPO#VUUPO'PPU t1'"''®$JSDVMBS"UUBDINFOU t1'"''®&YUFOTJPO5BCMFXJUI"EKVTUBCMF(VJEF t*/41*3"™5FBS"8BZTUBCJMJ[FS t*/41*3"™w%VDL#JMM"QQMJRVÏTDJTTPST t*/41*3"™2VJMUJOHOFFEMFTJ[F expression™ line - Circles Quilt 1 Fabric requirements: tZBSE DN 8IJUF5POF0O5POFDPUUPOGBCSJD #MPDLTBOE"QQMJRVÏT t/3ZBSE DN #FJHF5POF0O5POFDPUUPOGBCSJD #MPDLT tZBSE DN #FJHF.PUUMFEDPUUPOGBCSJD #MPDLT tZBSET N #FJHF(SFZ.PUUMFEDPUUPOGBCSJD #MPDLT "QQMJRVÏT #BDLJOHBOE#JOEJOH t/3ZBSE DN 1VSQMF4PMJEDPUUPOGBCSJD #MPDLT t/3ZBSE DN .PUUMFE#VSHVOEZDPUUPOGBCSJD #MPDLT 2 t/3ZBSE DN %BSL3PTFDPUUPOGBCSJD #MPDLTBOE"QQMJRVÏT twYw YDN 1JOL4PMJEDPUUPOGBCSJD "QQMJRVÏT twYw YDN .PUUMFE'VDITJBDPUUPOGBCSJD "QQMJRVÏT tw NN XJEF1JOL#JBT4USJQ $IFOJMMF twYw YDN 'VDITJB8PPM'BCSJD $JSDMFT twYw YDN %BSL1VSQMF8PPM'BCSJD $JSDMFT twYw YDN 0SBOHF8PPM'BCSJD $JSDMFT tZBSET N -JHIUXFJHIU'VTJCMF#BUUJOH twYw YDN $PUUPO#BUUJOH Notions: t$PUUPOTFXJOHUISFBE t3PCJTPO"OUPOXUSBZPOFNCSPJEFSZUISFBE t.POPmMBNFOUUISFBE t#PCCJOUISFBE t#VUUPOT t8BUFSTPMVCMFNBSLJOHQFOGPSMJHIUBOEEBSLGBCSJDT t3VMFS -

Instruction Manual 8 7 9 6
select 1520 1530 1540 Instruction manual 8 7 9 6 10 5 11 4 3 12 19 13 18 17 2 14 20 1 15 22 23 16 21 24 26 25 27 28 29 Parts of your select sewing machine 1 Connection socket “foot control with main cord” 2 Main switch 3 Handwheel release disk 4 Handwheel 5 Bobbin winder 6 Lid with stitches 7 Extra spool holder 8 Spool holder with spool cap 9 Take-up lever 10 Needle thread tension dial 11 Threading path 12 Thread cutter 13 Needle threader (1540) 14 Presser foot holder with presser foot 15 Removable accessory tray 16 Base plate 17 IDT System / Integrated Dual Feed (1540/1530) 18 Needle holder with fi xing screw 19 Presser foot lifter 20 Button for “reverse sewing” 21 Stitch length dial 22 Stitch selection 1540 23 Carrying handle 24 Stitch selection 1530 & 1520 25 Thread guide 26 Sewing lamp (max. 15 watt) 27 Stitch width dial 28 Needle position dial 29 Needle plate IMPORTANT SAFETY INSTRUCTIONS For the United States only When you use an electrical appliance, basic safety precautions should always be adhered to as follows: Read all instructions before using this sewing machine. DANGER To reduce the risk of electric shock: 1. The sewing machine should never be left unattended when plugged in. Always unplug this appliance from the electric outlet immediately after using and before cleaning it. 2. Always unplug before relamping. Replace bulb with same type rated 15 Watts. 3. Do not reach for a sewing machine that has fallen into water. -

PFAFF® Creative Vision
The more you want the more you get. www.pfaff.com Redefining creativity! The creative vision™ sewing and embroidery machine is remarkable in every respect. It looks different than any other sewing machine – and it is different. Just like the PFAFF® brand itself, the extraordinary minimalist design originated in Germany. It is perfectly designed, down to the smallest detail. New functions and technology of the highest level open a world of unlimited possibilities and a perfection which has never been achieved before. The more you want the more you get – an exciting time, full of inspiration and new ideas is waiting for you. creative vision™ A vision has come true. Find tips & tricks on how to decorate your favourite coat at www.pfaff.com! Spacious creative vision™ – redefining spacious! The most generous sewing space, the longest Thefree arm, andmore youThe want more the you more want you the get. more you get. the largest embroidery area of all time are waiting for you! Bright creative vision™ – redefining brightness! The perfectly illuminated sewing space, the brilliant PFAFF® HD Screen and the three-dimensional view of, designs, shapes and colors will fascinate you. Precise creative vision™ – redefining precision! The original IDT™-System guarantees absolutely even fabric feed from top and bottom. Precise Positioning is the easiest, most accurate means of connecting sections of large embroidery creations. A huge selection of high quality 9 mm stitches will inspire new ideas. You’ve never experienced Winner of the internationally renowned “red dot Experience creative vision™ design award: best of the best 2008”, for anything like it before! outstanding product design.