Paper Industry Basics
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Making Paper from Trees
Making Paper from Trees Forest Service U.S. Department of Agriculture FS-2 MAKING PAPER FROM TREES Paper has been a key factor in the progress of civilization, especially during the past 100 years. Paper is indispensable in our daily life for many purposes. It conveys a fantastic variety and volume of messages and information of all kinds via its use in printing and writing-personal and business letters, newspapers, pamphlets, posters, magazines, mail order catalogs, telephone directories, comic books, school books, novels, etc. It is difficult to imagine the modern world without paper. Paper is used to wrap packages. It is also used to make containers for shipping goods ranging from food and drugs to clothing and machinery. We use it as wrappers or containers for milk, ice cream, bread, butter, meat, fruits, cereals, vegetables, potato chips, and candy; to carry our food and department store purchases home in; for paper towels, cellophane, paper handkerchiefs and sanitary tissues; for our notebooks, coloring books, blotting paper, memo pads, holiday greeting and other “special occasion’’ cards, playing cards, library index cards; for the toy hats, crepe paper decorations, paper napkins, paper cups, plates, spoons, and forks for our parties. Paper is used in building our homes and schools-in the form of roofing paper, and as paperboard- heavy, compressed product made from wood pulp-which is used for walls and partitions, and in such products as furniture. Paper is also used in linerboard, “cardboard,” and similar containers. Wood pulp is the principal fibrous raw material from which paper is made, and over half of the wood cut in this country winds up in some form of paper products. -

SECTION X Pulp of Wood Or of Other Fibrous Cellulosic Material; Recovered (Waste and Scrap) Paper Or Paperboard; Paper and Paperboard and Articles Thereof
Section X Chapter 47/1 SECTION X Pulp of wood or of other fibrous cellulosic material; recovered (waste and scrap) paper or paperboard; paper and paperboard and articles thereof Chapter 47 Pulp of wood or of other fibrous cellulosic material; recovered (waste and scrap) paper or paperboard NOTE— 1. For the purposes of heading 47.02, the expression “chemical wood pulp, dissolving grades” means chemical wood pulp having by weight an insoluble fraction of 92% or more for soda or sulphate wood pulp or of 88% or more for sulphite wood pulp after one hour in a caustic soda solution containing 18% sodium hydroxide (NaOH) at 20 °C, and for sulphite wood pulp an ash content that does not exceed 0.15% by weight. * * * Section X Chapter 47/2 Section X Chapter 47—continued Chapter 47/3 Pulp of wood or of other fibrous cellulosic material; recovered (waste and scrap) paper or paperboard—continued Statistical Key Rates of Duty Number Goods Normal *Preferential Code Unit Tariff Tariff 47.01 4701.00.00 Mechanical wood pulp Free Free 01D tne . Softwood 05G tne . Hardwood 47.02 4702.00.00 Chemical wood pulp, dissolving grades Free Free 01B tne . Softwood 05E tne . Hardwood 47.03 Chemical wood pulp, soda or sulphate, other than dissolving grades: – Unbleached: 4703.11.00 00L tne – – Coniferous Free Free 4703.19.00 – – Non-coniferous Free Free 01E tne . Softwood 05H tne . Hardwood – Semi-bleached or bleached: 4703.21.00 – – Coniferous Free Free 01B tne . Semi-bleached 09H tne . Bleached 4703.29.00 – – Non-coniferous Free Free 01J tne . -
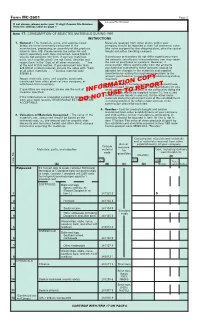
Form MC-2601 Page 5 Census File Number If Not Shown, Please Enter Your 11-Digit Census File Number from the Address Label on Page 1
Form MC-2601 Page 5 Census File Number If not shown, please enter your 11-digit Census File Number from the address label on page 1 Item 17. CONSUMPTION OF SELECTED MATERIALS DURING 1997 INSTRUCTIONS 1. General – The materials, parts, and supplies listed Materials received from other plants within your below are those commonly consumed in the company should be reported at their full economic value manufacture, processing, or assembly of the products (the value assigned by the shipping plant, plus the cost of listed in item 18B. Please review the entire list and freight and other handling charges). report separately each item consumed. Leave blank if you do not consume the item. If you use materials, If purchases or transfers do not differ significantly from parts, and supplies which are not listed, describe and the amounts actually put into production, you may report report them in the "Cost of all other materials . " line the cost of purchases or transfers. However, if at the end of this section. If you consumed less than consumption differs significantly from the amounts $25,000 of a listed material, include the value with "Cost purchased or transferred, these amounts should be of all other materials . ," Census material code adjusted for changes in the materials and supplies 970099 8. inventories by adding the beginning inventory to the amount purchased or transferred and subtracting ending Report materials, parts, and supplies purchased, inventory. transferred from other plants of your company, or withdrawn from inventory. 3. Contract Work – Include as materials consumed those you purchased for use by others making products for you If quantities are requested, please use the unit of under contract. -
RECYCLING COLLECTION SCHEDULE BLUE WEEK Set Your Recycling out Every Other Week on Your Garbage/Yard Waste Collection Day
RECYCLING COLLECTION SCHEDULE BLUE WEEK Set your recycling out every other week on your garbage/yard waste collection day. Note: your collection day may change during a “red week” due to a holiday; for details, search “Holiday Collection” at www.townofcary.org or call (919) 469-4090. 2016 NOVEMBER DECEMBER S M T W T F S S M T W T F S 1 2 3 4 5 1 2 3 6 7 8 9 10 11 12 4 5 6 7 8 9 10 13 14 15 16 17 18 19 11 12 13 14 15 16 17 20 21 22 23 24 25 26 18 19 20 21 22 23 24 27 28 29 30 25 26 27 28 29 30 31 2017 JANUARY FEBRUARY S M T W T F S S M T W T F S 1 2 3 4 5 6 7 1 2 3 4 8 9 10 11 12 13 14 5 6 7 8 9 10 11 15 16 17 18 19 20 21 12 13 14 15 16 17 18 22 23 24 25 26 27 28 19 20 21 22 23 24 25 29 30 31 26 27 28 MARCH APRIL S M T W T F S S M T W T F S 1 2 3 4 1 5 6 7 8 9 10 11 2 3 4 5 6 7 8 12 13 14 15 16 17 18 9 10 11 12 13 14 15 19 20 21 22 23 24 25 16 17 18 19 20 21 22 26 27 28 29 30 31 23 24 25 26 27 28 29 30 MAY JUNE S M T W T F S S M T W T F S 1 2 3 4 5 6 1 2 3 7 8 9 10 11 12 13 4 5 6 7 8 9 10 14 15 16 17 18 19 20 11 12 13 14 15 16 17 21 22 23 24 25 26 27 18 19 20 21 22 23 24 28 29 30 31 25 26 27 28 29 30 JULY AUGUST S M T W T F S S M T W T F S 1 1 2 3 4 5 2 3 4 5 6 7 8 6 7 8 9 10 11 12 9 10 11 12 13 14 15 13 14 15 16 17 18 19 16 17 18 19 20 21 22 20 21 22 23 24 25 26 23 24 25 26 27 28 29 27 28 29 30 31 30 31 SEPTEMBER OCTOBER S M T W T F S S M T W T F S 1 2 1 2 3 4 5 6 7 3 4 5 6 7 8 9 8 9 10 11 12 13 14 10 11 12 13 14 15 16 15 16 17 18 19 20 21 17 18 19 20 21 22 23 22 23 24 25 26 27 28 24 25 26 27 28 29 30 29 30 31 ACCEPTED IN YOUR CART THANK YOU for recycling! Keep items loose in the cart, never bagged, and leave out top contaminants like pizza boxes, plastic bags and Styrofoam™. -

Terminology on Paper & Pulp: Types of Paper and Containerboard, Containerboard Grades and Tests
Terminology On Paper & Pulp: Types of Paper and Containerboard, Containerboard Grades and Tests Prepared for the Meeting of the Paper & Pulp Industry Project By Aselia Urmanbetova Date: September 10, 2001 1 Paper Products Chart: Containerboard Tree/Waste Paper Pulp Paper Paperboard Brown Coated Uncoated (container- board) Brown (65% White (95%- Copying Paper Newsprint hardwood and 100% 35% softwood) softwood) White Tissue (paperboard package) SBS (Solid Boxboard Bleach Sulfate) Coated Uncoated 2 Examples of Containerboard Grades/Mead Corporation: (Refer to the Glossary for the Explanation of the Terms) Standard Grades Grade Basis Weight Moisture Ring Crush Concora 26 SC 26.0 9.0 N/A 63 30 SC 30.0 9.0 50 68 33 SC 33.0 9.0 60 72 36 SC 36.0 9.0 71 79 40 SC 40.0 9.0 82 79 45 SC 45.0 9.0 102 95 Light Weights Grade Basis Weight Moisture Porosity Concora STFI 18 SC 18.0 7.5 30 33 9.5 20 SC 20.0 7.5 30 35 10.5 23 SC 23.0 9.0 30 59 12.0 Polar Chem Grade Basis Weight Moisture Ring Crush Concora Wet Mullen 30 PC 30.0 9.0 50 68 4.0 33 PC 33.0 9.0 60 72 4.0 36 PC 36.0 9.0 71 79 4.0 40 PC 40.0 9.0 82 79 4.0 45 PC 45.0 9.0 102 95 4.0 3 Paper Products and Containerboard Glossary B Flute A flute that is approximately 0.097 inches high. -
Development of ENERGY STAR Performance Indicators for Pulp, Paper, and Paperboard Mills
SPONSORED BY THE U.S. ENVIRONMENTAL DEVELOPMENT OF PROTECTION AGENCY AS PART OF THE ENERGY STAR ENERGY STAR® ENERGY PROGRAM. PERFORMANCE INDICATORS FOR PULP, PAPER, AND PAPERBOARD MILLS GALE A. BOYD AND YI FANG GUO DUKE UNIVERSITY DEPARTMENT OF ECONOMICS BOX 90097, DURHAM, NC 27708 DRAFT – DO NOT QUOTE OR CITE ACKNOWLEDGMENTS This work was sponsored by the U.S. EPA Climate Protection Partnerships Division’s ENERGY STAR program. The research has benefited from comments by participants involved with the ENERGY STAR Pulp, Paper, and Paperboard Industry Focus meetings. The research in this paper was conducted while the author was a Special Sworn Status researcher of the U.S. Census Bureau at the Triangle Census Research Data Center. Research results and conclusions expressed are those of the authors and do not necessarily reflect the views of the Census Bureau or the sponsoring agency. The results presented in this paper have been screened to insure that no confidential data are revealed. CONTENTS ACKNOWLEDGMENTS ............................................................................................................................. 1 Abstract ................................................................................................................................................... 2 1 Introduction ......................................................................................................................................... 3 2 Benchmarking the Energy Efficiency of Industrial Plants ................................................................... -

Turning Trash Into Treasure
WASHTENAW COUNTY TRASH TO TREASURE GUIDE WASHTENAW COUNTY SOLID WASTE DIVISION UPDATED 2021 INTRODUCTION You’ve likely heard the phrase, “Reduce, Reuse, Recycle.” This is the approach we should take towards consumption and disposal of materials. However, applying this phrase for everything we encounter can be confusing, unclear, or outright inconvenient. What do you do with those old records or that toaster oven that you don't need anymore? What about that expired car battery and the carpet scraps out in the garage? Your old cell phones? This document is not only designed to answer these tricky questions and to help keep your reusable and recyclable materials out of the landfill, but it will also help you start thinking about the value of your objects and purchasing decisions. Can your objects be repaired instead of thrown away? If something is no longer useful to you, is it truly considered trash? Can you buy things that are useful to you without harming the environment? Here you will find creative tips on how to reduce your waste. You will also find a directory of facilities that will repair, reuse, or recycle many of your household items. You'll see how one person's trash may be a valuable resource to someone else. By working together, we can turn our trash into treasure. WASHTENAW COUNTY SOLID WASTE DIVISION (734) 222-6860 Website For more information, please visit the Washtenaw County Solid Waste Division web page. 2 TABLE OF CONTENTS SECTION 1: ALTERNATIVES TO NEW MATERIALS ................................................................................... 4 Equipment Rental ................................................................................................................................... 4 Thrift Operations ..................................................................................................................................... 7 Online Resources ................................................................................................................................... -

Packaging and Shipping Supplies
OVER 18,000 ITEMS in stock & available for same day shipping! Corrugated Cartons Corrugated Mailers Tape • White Boxes • Corrugated Mailers • Carton Sealing Tape • Multi-Depth Boxes • Literature Mailers • Masking Tape • Heavy-Duty Boxes • Outside Tuck Mailers • Strapping Tape • Moving Boxes • Easy-Fold Mailers • Duct Tape • File Storage Boxes • Fold Over Mailers • Vinyl Safety Tape • Bulk Cargo Boxes Over 1,350 • Audio/Video Mailers • Water Activated Tape Over 2,500 • Telescoping Boxes • Garment Mailers • Double Sided Tape Sizes & Styles! Sizes & Styles! Mailing Bags & Envelopes Mailing Tubes Corrugated Bins • Bubble Lined Mailers • White & Kraft Mailing Tubes • White Bin Boxes • Padded Envelopes • Crimped End Mailing Tubes • Kraft Bin Boxes • Flat Mailers • Telescoping Mailing Tubes • Jumbo Bin Boxes • Poly Mailers • Heavy-Duty Mailing Tubes • Warehouse Bin Boxes • Nylon Reinforced Mailers • Square Mailing Tubes • Stackable Bin Boxes • Tyvek & Ship-Lite Envelopes • Triangle Mailing Tubes • Paper Envelopes • Colored Mailing Tubes Labels Tags Bubble, Foam & Loose Fill • Shipping Labels • Shipping Tags • Air Bubble & Foam Rolls • Inventory Labels • Inspection Tags • Anti-Static Bubble & Foam • Thermal Transfer Labels • Inventory Tags • Bubble & Foam Dispenser Packs • Special Handling Labels • Plastic Tags • Cohesive & Adhesive Bubble • Production Labels • Repair Tags • Bubble & Foam Pouches • Mailing Labels • Claim Tags • Foam Sheets • Laser Labels • Merchandise & Retail Tags • Packing Peanuts Stretch Film & Shrink Film Strapping & Edge -

Crepe Paper Products from China
Certain Tissue Paper Products and Crepe Paper Products From China Investigation No. 731-TA-1070 (Preliminary) Publication 3682 April 2004 U.S. International Trade Commission Contains Business Proprietary Information Washington, DC 20436 2 U.S. International Trade Commission COMMISSIONERS Deanna Tanner Okun, Chairman Jennifer A. Hillman, Vice Chairman Marcia E. Miller Stephen Koplan Charlotte R. Lane Daniel R. Pearson Robert A. Rogowsky Director of Operations Staff assigned Fred Ruggles, Investigator Alfred Forstall, Industry Analyst Mary Pedersen, Economist Chand Mehta, Accountant Gracemary Roth-Roffy, Attorney Mark Rees, Attorney Lita David-Harris, Statistician Douglas Corkran, Supervisory Investigator Address all communications to Secretary to the Commission United States International Trade Commission Washington, DC 20436 U.S. International Trade Commission Washington, DC 20436 www.usitc.gov Certain Tissue Paper Products and Crepe Paper Products From China Investigation No. 731-TA-1070 (Preliminary) Publication 3682 April 2004 CONTENTS Page Determination .................................................................. 1 Views of the Commission ......................................................... 3 Part I: Introduction ............................................................ I-1 Background .................................................................. I-1 Previous and related investigations................................................ I-1 Organization of the report...................................................... -

Oregon Health Museum
Health is a social conversation. Our health relies on the health of our environment. OREGON Nearly 25% of the medical industries demand is caused by environmental hazards. As Oregon Health and Sciences University of Portland conrtinues to expand their HEALTH campus to the south waterfront the characteristics of the neighborhood will adapt over time to accomodate the people who gather here. Health affects all generations MUSEUM and races. With an advancing medical field, the industry is consistently adapting Portland, OR to new knowledge. Translating new understandings to the public can foster a Winter 2016 community of diverse individuals to come together and promote new standards for what defines a “healthy” society. OMSI OHSU EDUCATE INNOVATE CREATE Heart + Hand Vison + Goal EDUCATE (v) to develop the faculties and powers of (a person) by informing INNOVATE (v) to introduce something new; make changes in anything http://www.wired.com/2015/01/3-d-printed-prosthetics-look-fit-sci-fi-warrior/#slide-7 established CREATE (v) to cause to come into being, as 3D CASTING something unique that would Light + Transparent not naturally evolve or that is Structural + Functional not made by ordinary processes “Root would extrapolate a 3-D model of patient’s full leg which is turned into a triangulated mesh. “It has the maximum strength for the least amount of material with the added benefit of looking really slick,” says Root. A stress analysis tool helps determine weak-points on the model and software increases the mesh density of the structure to compensate. Though Root notes further analysis of the weight distribution and point loads will be needed to create a human body exhibit fully functioning limb.” The optical or light microscope uses visible light transmitted through, refracted around, or reflected from a specimen. -

Packaging and Shipping Products
PACKAGING AND SHIPPING PRODUCTS [email protected] butlerbros.com 888.784.6875 A Flat G P Load Bands Stretch Netting Adhesives Fold Over Mailer Gift Boxes Packing List Envelopes Lobster Bands String Ties Glue Dots Gaylord Container Glasses/Safety Pads Plain Sweeping Compound Glue Sticks Insulated Shipper Gloves Chipboard Spray - Aerosol Long Boxes Corrugated S T Multi-Depth H Scouring Safety Glasses Tags B Hand Soap Seals Colors Bathroom Tissue Protective Mailer Stripper Hard Hats Poly Strapping Inspection Tags Bags Telescoping Paint Cans Envelopes Hard Roll Towels Pallet Covers & Bin Liners Polyester Strapping Inventory Bubble Manila Mailers Heat Guns Pallets Steel Strapping Adhesive Shipping Pads Plastic Set-Up Cartons Anti-Static I String Sheets Recycled Sheets Bags Ice Melt Wire Single Face Rolls Wooden Corrugated Cohesive Impulse Sealers Tape Crimped End Tubes Paper Foam Dispenser Packs Indented Kraft Paper Acrylic Envelopes Cups Bags Kraft Paper Insulated Shippers Bogus Adhesive Transfer Mailers Cold VCI Aluminum Foil Pouches Foam J-K Butcher Shipping Labels Cutters Bag Sealing Rolls Paper Kimberly-Clark Wipes Shopping Bags Barricade Sheets Plastic Kleenex Freezer Shrink Film Gum Tape Carton Sealing Paper Crates Knives Heat Guns Indented Kraft Cellophane Grocery Custom Kraft Paper Polyolefin Shrink Films Kraft Rolls Cloth Duct Hardware Foam Bogus PVC Shrink Bags Kraft Sheets Cold Temperature Merchandise Wooden Indented Napkins PVC Shrink Films Colored Carton Sealing Reinforced Poly Coated Shrink Wrapping Dispensers D Newsprint -

Packaging Grades
686 PACKAGING, RECYCLING AND PRINTING / Packaging Grades H C OH 3 Cl O N H C CH N 3 3 NH HN N H C 3 CH3 N O Cl HO CH3 Pigment Yellow 13 Figure 11 Structure of pigment yellow 13. See also: Papermaking: Paper Grades; The History of O H Paper and Papermaking; World Paper Industry Overview. H3C C N Further Reading Adams JM and Dolin PA (2002) Printing Technology. N C CH3 Clifton Park, NY: Delmar. H O DeJidas LP and Destree TM (1999) Sheetfed Offset Press Operating. Pittsburgh: GATF Press. Figure 12 Structure of quinacridone magenta pigment. Dennis EA, Odesina O, and Wilson DG (1997) Litho- graphic Technology. Albany, NY: Delmar. Eldred NR and Scarlett T (2001) What the Printer Should Know about Ink. Pittsburgh: GATF Press. CH3 FFTA (1999) Flexography: Principles and Practices, 5th edn. Ronkonkoma, NY: FTA/FFTA. Gray T (ed.) (2003) Gravure Process and Technology. Rochester, NY: GEF/GAA. Kipphan H (ed.) (2001) Handbook of Print Media. Berlin, Germany: Springer-Verlag. Levy U and Biscoe G (1998) Nonimpact Electronic − Printing. Charlottesville, VA: Interquest. SO 3 Thompson B (1998) Printing Materials. Leatherhead, UK: PIRA. + Wilson LA (1998) What the Printer Should know about Ca2 N Paper. Pittsburgh: GATF Press. N OH Packaging Grades G J F Ring, University of Wisconsin–Stevens Point, Stevens Point, WI, USA − CO 2 & 2004, Elsevier Ltd. All Rights Reserved. Pigment Red 57:1 Figure 13 Structure of pigment red 57. Introduction obtained by varying the pH, temperature, and time Nasiri Khosrau of Persia (now Iran) recorded the first of heating during oxidation.