A Digital Light Processing 3D Printer for Fast and High-Precision Fabrication
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Microdisplays - Market, Industry and Technology Trends 2020 Market and Technology Report 2020
From Technologies to Markets Microdisplays - Market, Industry and Technology Trends 2020 Market and Technology Report 2020 Sample © 2020 TABLE OF CONTENTS • Glossary and definition • Industry trends 154 • Table of contents o Established technologies players 156 • Report objectives o Emerging technologies players 158 • Report scope o Ecosystem analysis 160 • Report methodology o Noticeable collaborations and partnerships 170 • About the authors o Company profiles 174 • Companies cited in this report • Who should be interested by this report • Yole Group related reports • Technology trends 187 o Competition benchmarking 189 • Executive Summary 009 o Technology description 191 o Technology roadmaps 209 • Context 048 o Examples of products and future launches 225 • Market forecasts 063 • Outlooks 236 o End-systems 088 o AR headsets 104 • About Yole Group of Companies 238 o Automotive HUDs 110 o Others 127 • Market trends 077 o Focus on AR headsets 088 o A word about VR 104 o Focus on Auto HUDs 110 o Focus on 3D Displays 127 o Summary of other small SLM applications 139 Microdisplays - Market, Industry and Technology Trends 2020 | Sample | www.yole.fr | ©2020 2 ACRONYMS AMOLED: Active Matrix OLED HMD: Head mounted Device/Display PPI: Pixel Per Inch AR: Augmented Reality HOE: Holographic Optical Element PWM: Pulse Width Modulation BLU: Back Lighting Unit HRI: High Refractive Index QD: Quantum Dot CF LCOS: Color Filter LCOS HVS: Human Vision System RGB: Red-Green-Blue CG: Computer Generated IMU: Inertial measurement Unit RMLCM: Reactive Monomer -
Digital Light Processing™: a New MEMS-Based Display Technology
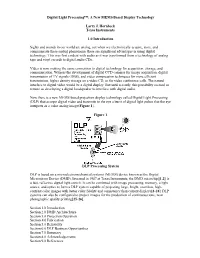
Digital Light Processing™: A New MEMS-Based Display Technology Larry J. Hornbeck Texas Instruments 1.0 Introduction Sights and sounds in our world are analog, yet when we electronically acquire, store, and communicate these analog phenomena, there are significant advantages in using digital technology. This was first evident with audio as it was transformed from a technology of analog tape and vinyl records to digital audio CDs. Video is now making the same conversion to digital technology for acquisition, storage, and communication. Witness the development of digital CCD cameras for image acquisition, digital transmission of TV signals (DBS), and video compression techniques for more efficient transmission, higher density storage on a video CD, or for video conference calls. The natural interface to digital video would be a digital display. But until recently, this possibility seemed as remote as developing a digital loudspeaker to interface with digital audio. Now there is a new MEMS-based projection display technology called Digital Light Processing (DLP) that accepts digital video and transmits to the eye a burst of digital light pulses that the eye interprets as a color analog image(Figure 1). Figure 1 DLP Processing System DLP is based on a microelectromechanical systems (MEMS) device known as the Digital Micromirror Device (DMD). Invented in 1987 at Texas Instruments, the DMD microchip[1,2] is a fast, reflective digital light switch. It can be combined with image processing, memory, a light source, and optics to form a DLP system capable of projecting large, bright, seamless, high- contrast color images with better color fidelity and consistency than current displays[3-24]. -
Epson Projector Fact Sheet
EPSON PROJECTOR FACT SHEET 3LCD – A CLEAR DIFFERENCE As the number one projector manufacturer globally1, Epson leads the market in the development of projector technology. Epson projectors use a 3LCD projection engine to deliver bright, clear images that are rich in detail and colour. 2 Many of Epson’s competitors use 1-chip DLP™ projector systems, which create thousands of pulses of coloured light per second. They do this by shining lamp light 3 through red, green, blue and white parts of a rotating colour wheel. These light pulses are 4 then reflected by a DMD™ device, which is on a hinge and has a tiny mirror for each pixel of the image. The series of rapid colour bursts is then projected onto the screen. The viewer’s brain can’t pick out the individual flickers - it mixes the basic colours that appear in succession in each pixel to come up with the final colour the viewer sees. Epson’s 3LCD system works differently, using a combination of dichroic mirrors to separate the white light from the projector lamp into red, green and blue light. Each of the three light colours is then passed through its own LCD panel and recombined using a prism before being projected onto the screen. With 1-chip DLP technology, colour break-up or the ‘rainbow effect’ can sometimes be seen. This occurs when the eye perceives the individual colours, and is a result of the colours being projected sequentially by the colour wheel. Epson’s 3LCD technology avoids this by including all three basic colours in each pixel of the projection, delivering superior Colour Light Output that’s easier on the eyes. -

Review of Display Technologies Focusing on Power Consumption
Sustainability 2015, 7, 10854-10875; doi:10.3390/su70810854 OPEN ACCESS sustainability ISSN 2071-1050 www.mdpi.com/journal/sustainability Review Review of Display Technologies Focusing on Power Consumption María Rodríguez Fernández 1,†, Eduardo Zalama Casanova 2,* and Ignacio González Alonso 3,† 1 Department of Systems Engineering and Automatic Control, University of Valladolid, Paseo del Cauce S/N, 47011 Valladolid, Spain; E-Mail: [email protected] 2 Instituto de las Tecnologías Avanzadas de la Producción, University of Valladolid, Paseo del Cauce S/N, 47011 Valladolid, Spain 3 Department of Computer Science, University of Oviedo, C/González Gutiérrez Quirós, 33600 Mieres, Spain; E-Mail: [email protected] † These authors contributed equally to this work. * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel.: +34-659-782-534. Academic Editor: Marc A. Rosen Received: 16 June 2015 / Accepted: 4 August 2015 / Published: 11 August 2015 Abstract: This paper provides an overview of the main manufacturing technologies of displays, focusing on those with low and ultra-low levels of power consumption, which make them suitable for current societal needs. Considering the typified value obtained from the manufacturer’s specifications, four technologies—Liquid Crystal Displays, electronic paper, Organic Light-Emitting Display and Electroluminescent Displays—were selected in a first iteration. For each of them, several features, including size and brightness, were assessed in order to ascertain possible proportional relationships with the rate of consumption. To normalize the comparison between different display types, relative units such as the surface power density and the display frontal intensity efficiency were proposed. -

Technology Brief 6: Display Technologies
106 TECHNOLOGY BRIEF 6: DISPLAY TECHNOLOGIES Technology Brief 6: Display Technologies From cuneiform-marked clay balls to the abacus to today’s digital projection technology, advances in visual displays have accompanied almost every major leap in information technology. While the earliest “modern” computers relied on cathode ray tubes (CRT) to project interactive images, today’s computers can access a wide variety of displays ranging from plasma screens and LED arrays to digital micromirror projectors, electronic ink, and virtual reality interfaces. In this Technology Brief, we will review the major technologies currently available for two-dimensional visual displays. Cathode Ray Tube (CRT) The earliest computers relied on the same technology that made the television possible. In a CRT television or monitor (Fig. TF6-1), an electron gun is placed behind a positively charged glass screen, and a negatively charged electrode (the cathode) is mounted at the input of the electron gun. During operation, the cathode emits streams of electrons into the electron gun. The emitted electron stream is steered onto different parts of the positively charged screen by the electron gun; the direction of the electron stream is controlled by the electric field of the deflecting coils through which the beam passes. The screen is composed of thousands of tiny dots of phosphorescent material arranged in a two-dimensional array. Every time an electron hits a phosphor dot, it glows a specific color (red, blue, or green). A pixel on the screen is composed of phosphors of these three colors. In order to make an image appear to move on the screen, the electron gun constantly steers the electron stream onto different phosphors, lighting them up faster than the eye can detect the changes, and thus, the images appear to move. -
The Digital Micromirror Device a Historic Mechanical Engineering Landmark
Plano, Texas ■ May 1, 2008 The Digital Micromirror Device A Historic Mechanical Engineering Landmark The Beginning of the Digital Micromirror Device In 1977, at Texas Instruments (TI), a small team formed under the direction of Dr. Larry Hornbeck. This group would eventually develop the Digital Micromirror Device (DMD) – an optical micromachine that would power the most versatile display technologies in the world, including pocket projectors weighing less than one pound (0.5 kg) and digital cinema projectors lighting up 70-foot (21.5 m) screens. The artifact being designated as an ASME Historic Mechanical Engineering Landmark is one of the earliest usable digital micromirror devices produced. The innovative pursuit of digital light processing technology began with the invention of the light-manipulating DMD, but success wasn’t achieved instantaneously. Instead, the journey was littered with mistakes, failures and shattered concepts, all fueled by dogged perseverance and sheer determination that refused to quit on an idea destined to revolutionize the television and film industry. As Hornbeck, a noted physicist, would remember, “If you’re afraid you may fail, then your actions may not be as bold, aggressive or creative as you need them to be in order to accomplish your goal. You may play it so conservative you never get there.” Hornbeck and his team were determined to get there. The Digital Micromirror Device – Texas Instruments Incorporated 1 The DMD and the Department of Defense In the mid 1970s, TI worked with the Department of proposed a more easily fabricated hybrid structure, Defense (DoD) to develop charge-coupled-device (CCD) using n-type metal-oxide semiconductor (nMOS) imagers, a light sensitive integrated circuit which converts transistors to control a deformable mirror manufactured a light image into an electronic image. -

The New Infocus® Depthq® 3D Video Projector Affordable
Affordable From the world leader in digital projection. The New InFocus® DepthQ® 3D Video Projector is truly the first of its kind. This affordable, portable 3D projector delivers rock-solid 120hz stereo 3D for a fraction of the cost of other single-lens 3D projectors. The new InFocus®DepthQ® 3D video projector uses the latest Texas Instruments Digital Light Processing™ technology and provides a stunning 2000:1 contrast ratio. Whether in the office, laboratory, boardroom, or game room, the InFocus®DepthQ® projector puts 3D visualization into the hands of the many instead of a privileged few. Affordable – Less than $4,000 - A fraction of the cost of other single-lens 3D projectors Portable – At 6.8 pounds it fits under your arm and takes 5 minutes to set up Quality – Flicker-free, 120hz 3D with DLP TM technology from Texas Instruments Versatile – Watch 3D movies, games, or work “live” First in its class: Lightspeed presents the portable 3D stereo solution. on collaborative CAD visualization The InFocus®DepthQ® 3D video projector is a revolutionary lightweight single lens video projector capable of achieving true output frame rates of 120Hz. Powerful – Produce engaging 3D presentations that When used with a stereoscopic 3D image source and liquid crystal "3D" shutter communicate ideas and produce results glasses, InFocus®DepthQ® will provide a rock-solid stereo 3D experience. Product Design and Engineering Stereo 3D is scientifically proven as the most effective way of communicating visual ideas. Companies recognize this fact and have spent millions of dollars equipping their design InFocus®DepthQ® is exclusively distributed engineers with stereoscopic visualization facilities. -

Digital Light Processing.Pdf
Digital light processing Seminar Report Submitted in Partial Fulfilment of the Requirement for the award of the degree of BACHELOR OF TECHNOLOGY IN ELECTRONICS & INSTRUMENTATION ENGINEERING (U. P. Technical University, Lucknow) By Mohit Rana E.I. Final Year Roll No. 0621632028 Under the guidance of Mrs. Aruna pathak DEPARTMENT OF ELECTRONICS & ENGINEERING IIMT COLLEGE OF ENGINEERING GREATER NOIDA ACKNOWLEDGEMENT First and foremost I would like to thank the almighty, who bestowed upon me the patience, strength and ability to embark upon this work and carry it to its completion. It is a matter of great pride and privilege for me to have the esteemed supervision of Ms. Taslima Ahmed as the seminar coordinator. I would render this acknowledgement as incomplete if I don’t mention the able guidance of Mrs. Aruna Pathak (seminar guide).I would always be thankful to him for the critical analysis of my seminar. I am indebt to him for his suggestions that made me thinking. I am thankful to Mr. Umesh kumar (HOD) Electronics department, for providing the internet facility in college premises which served as a boon in material collection .A special thanks to all the faculty members and the non teaching staff for their invaluable support. Mohit Rana E.I. Final Year IIMT College of Engineering Greater Noida CERTIFICATE THIS IS TO CERTIFY THAT Mr. Mohit Rana OF B.TECH FINAL YEAR, ELECTRONICS & INSTRUMENTATION DELIVERED A SEMINAR ON “DIGITAL LIGHT PROCESSING” ON 30 /10 /2009 ACCORDING TO THE U.P. TECHNICAL UNIVERSITY CURRICULUM. HIS PERFORMANCE IN THE SEMINAR WAS EXCELLENT/VERY GOOD/SATISFACTORY. -

Digital Light Processing and Its Future Applications
International Journal of Scientific and Research Publications, Volume 3, Issue 4, April 2013 1 ISSN 2250-3153 Digital Light Processing and its Future Applications Goldy Katal*, Nelofar Tyagi**, Ashish Joshi** * Department of Electrical and Electronics Engineering, Maharaja Agrasen Institute of Technology, Delhi-110086, India ** Department of Electronics and Communication Engineering, HMR Institute of Technology and Management, Delhi-110036, India Abstract- Electronic projection display technology had its origin The mirrors are laid out in a matrix, much like a photo mosaic, in the Oil film projector system. Developed in the early 1940s oil with each mirror representing one pixel. film projectors have been the workhorse for applications that When you look closely at a photo mosaic, each piece of it require projection displays of the highest brightness. But due to holds a tiny, square photograph. As you step away from the various limitations a number of solid state technologies have mosaic, the images blend together to create one large image. The challenged the oil firm projector, including CRT-LCD light same concept applies to DMDs. If you look closely at a DMD, valves and active-matrix- LCD panels. In response to various you would see tiny square mirrors that reflect light, instead of the limitations of the LCD technologies and to provide superior tiny photographs. From far away (or when the light is projected image quality, high brightness projection display systems have on the screen), you would see a picture. been developed based on Digital Light Processing technology. The number of mirrors corresponds to the resolution of the DLP is based on the Digital Micro Mirror Device (DMD), a screen. -

Direct View LED Display Pixel Pitch
Advanced Display Technologies Presented by: JonathanAlan Brawn, C. Brawn & CTSJonathan Brawn CTS, ISF, ISF-C, DSCE, DSDE, DSNE Principal, PrincipalsBrawn of Brawn Consulting Consulting [email protected] [email protected] Advanced Display Technologies • The central focus of the commercial industry is (and perhaps always will be) displays. • The topic of displays is broad, encompassing many elements built in to the final products that we buy. • This course is intended to take a detailed look at the technologies that go into each type of displays that are commonly available today. • To place it all in context, we will examine the operation and construction of the technologies themselves, and advances and trends that will characterize where we will be going in the future. • We hope you enjoy the journey! Liquid Crystal Display (LCD) Technology LCD Made Possible • There's far more to building an LCD than simply creating a sheet of liquid crystals. • The combination of four principles makes LCDs possible: • Light can be polarized. • Liquid crystal can transmit polarized light or change the plane of polarization. • The structure of liquid crystals can be changed by electric field. • There are transparent substances that can conduct electricity. Polarization of Light • Light is made up of electromagnetic waves, that can be reflected, transmitted, or absorbed by materials. • These waves will naturally have an axis, or a plane that they follow as they move through space. • When light is said to be polarized, all of the waves of light are following the same axis and orientation of the plane. • A polarizing filter is designed to block out light of certain planes, while allowing specific orientations through the filter. -

The Stereoscopic Cinema: from Film to Digital Projection
TECHNICAL PAPER The Stereoscopic Cinema: From Film to Digital Projection By Lenny Lipton Lenny Lipton A noteworthy improvement in the projection of stereoscopic moving awaited the invention of commercial- images is taking place; the image is clear and easy to view. Moreover, the quality sheet polarizers by Edwin setup of projection is simplified, and requires no tweaking for continued Land, who applied the material to 3 performance at a high-quality level. The new system of projection relies stereoscopic eyewear. on the Texas Instruments Digital Micromirror Device (DMD), and the The Norling approach became the model for the theatrical motion pic- basis for this paper is the Christie Digital Mirage 5000 projector and ture stereoscopic boom of the early StereoGraphics selection devices, CrystalEyes and the ZScreen. 1950s. In those days theaters had two projectors in the booth for changeover from reel to reel, provid- tereoscopic cinema has not problems of the past to better appreci- ing an opportunity to modify the Sbecome an accepted part of the ate the virtues of the improvement setup to run interlocked left and right neighborhood theatrical experience described. projectors (Fig. 1). because the technology hasn’t been Polarization Efforts It may well be that problems in the perfected to the point where it is satis- projection booth bear the major share fying for either the exhibitor or the The first successful (and influential) of responsibility for this short-lived viewer. However, the medium has commercial use of full-color stereo- effort. Polaroid researchers Jones and become widely accepted in theme scopic movie projection in the U.S. -

Driving Forward Microled Video Displays
100 Technology focus: Nitride optoelectronics Driving forward microLED video displays Micron-size light-emitting diode arrays based on nitride semiconductors have been developed for displays and light sources for more than a decade. By combining such arrays with silicon CMOS active drive circuits, US researchers have now created microdisplays capable of delivering video images. Mike Cooke reports. S university, commercial and military researchers have Ureported the realization of high-resolution solid-state self-emis- sive microdisplays based on III-nitride semiconductor micro-size light-emitting diodes (μLEDs) capable of delivering video graphics images [Jacob Day et al, Appl. Phys. Lett., vol99, p031116, 2011]. The research team is vari- ously based at Texas Tech University, III-N Technology Inc, and the US Army’s Night Vision and Electronic Sensors Directorate. According to the Texas/III-N/US Army researchers, their work “clearly demonstrated that III-nitride micro- displays are a favorable competing technology compared to liquid-crystal Figure 1. (a) Flip-chip bonding between μLED matrix array and CMOS driver display (LCD), organic LED (OLED), IC via indium bumps making highly integrated single-package microdisplay. digital light processing (DLP), and (b) Grayscale projected image of penguins from green InGaN microdisplay laser beam steering (LBS) for ultra- (pixel size 12μm, pitch 15μm) operating at 1μA/pixel drive current. (c) portable products such as next- Zoom-in image of segment of InGaN μLED array chip showing μLED pixels generation pico-projectors, wearable and indium bumps viewed from transparent sapphire side. Top inset shows displays, and head-up displays.” fully assembled green InGaN microdisplay (160x120 pixels) in operation.