Drilling and Countersink Tools the Universal Product Range for Industry and Professional Trade
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tiny Vise Edge Clamps Truly Exert Down Thrust Force on the Workpiece, to Prevent It from Lifting
+44 (0)1204 699959 [email protected] www.hyquip.co.uk/web/index TINY VISE ™ EDGE CLAMPS BODY: 1018 STEEL, CARBURIZED-HARDENED, BLACK OXIDE FINISH THRUST WASHER: 1144 STEEL, HEAT TREATED, BLACK OXIDE FINISH FLAT-HEAD SOCKET SCREW: STEEL, BLACK OXIDE FINISH An important clamping development! These mini edge clamps grip the side of a workpiece to keep the top clear for machining. Patented design features a slotted countersink to provide strong, reliable clamping force with the easy turn of a hex wrench. These compact clamps are ideal for fixturing multiple parts, small or large. Each clamp has both a serrated face (for maximum gripping) and a smooth face (to avoid marring finished parts). These clamps look so simple, but work amazingly well, with major advantages over earlier designs. Flat Jaw Patent number 5.624.106. Made in USA. (Reversible, Serrated or Smooth) Clamping force is applied by positive screw action with the easy turn of a hex wrench (not with an unreliable, unsafe eccentric cam as Clamping force is applied by positive screw action with used in other designs). A high-strength Flat- the easy turn of a hex wrench. Head Socket Screw engages a mating offset countersink to exert strong clamping force. Much more durable than other designs. Only Tiny Vise Edge Clamps truly exert down thrust force on the workpiece, to prevent it from lifting. A thrust washer underneath the clamp engages a mating offset countersink to provide downward action. Patented design features a slotted countersink. Available in a wide range of sizes, from a miniature #8-32 thread size, up to a powerful 1”-8 thread size with 2500 lbs clamping force. -

MACHINE VISE SHEETS.Idw
PARTS LIST ITEM QTY PART NUMBER MATERIAL DESCRIPTION 1 1 BASE CAST IRON 2 1 SLIDING JAW CAST IRON 3 2 JAW PLATE SAE 3140 4 1 VISE SCREW SAE 3140 5 1 COLLAR SAE 1020 6 1 SPECIAL KEY SAE 1020 7 1 HANDLE ROD COLD ROLLED STELL 8 2 HANDLE BALL SAE 1020 9 2 SLIDE KEY SAE 1020 10 2 SET SCREW SAE 1016 11 4 SLOTTED FLAT STEEL MILD ANSI B18.6.3 - 10-24 x COUNTERSUNK HEAD 5/8 MACHINE SCREW 12 2 TAPER PIN STANDARD #000 TAPER PIN LEGEND: DIAMETER R RADIUS ° DEGREES COUNTERBORE DEPTH COUNTERSINK MASTER ASSEMBLY SCALE 1 : 1 GENERAL NOTES: FILLEDS AND ROUNDS R.125 UNLESS OTHERWISE NOTED COURSE: DDGT240 INVENTOR NAME: MACHINE VISE TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 X = ±.020 DRAFTER: XX = ±.010 P. FLORES DIGITAL DESIGN XXX = ±.005 GRAPHICS FRACTIONAL ±1/64" DATE: 10/5/2018 ANGLE ± 1 DEGREE TECHNOLOGY 32 SCALE: SURFACES AS NOTED WWW.DDGT.NET PAGE #: 1 OF 5 PARTS LIST ITEM QTY PART NUMBER 4X 5/16 4X R1 1/8 1 1 BASE 1 4 2 3/4 5/8-8ACME 4X R1/4 5 7 1/4 2X 1/4-20UNC-2B 5/8 5/8-8ACME B R11/16 1 1/4 5 1 1/2 5/8 R1/4 1 3/16 .502 1 3/4 1/8 .498 1 2 1/4 2 3/16 MACHINE VISE STEP 1 B 1 9/16 1 11/16 R1/4 SCALE 1 / 2 SECTION B-B 1 1/16 .502 SCALE 1 / 2 .627 .500 5/16 BASE .625 1.004 SCALE 1 / 2 1.000 1.254 1.250 COURSE: DDGT240 INVENTOR NAME: LEGEND: MACHINE VISE DIAMETER TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 R RADIUS X = ±.020 DRAFTER: DIGITAL DESIGN XX = ±.010 P. -

Cutting & Grinding Discs
Cutting discs PFERD with the new color code system on the disc and package. Grinding discs PFERD Standard arbor hole 22.2 mm Cutting disc S SG (performance range) For cutting of sheet metal, sections and solid materials in steel. Also for cast Iron. Disc thickness 1,0 – 1,6 – 1,9 mm for fast and comfortable cutting with minimized burr formation. Disc thickness 2,4 mm for universal cutting applications. Disc thickness 2,9 – 3,0 – 3,2 mm for maximum tool life with high lateral stability. Shape EHT (type 41 = flat disc) Shape EH (type 42 = depressed center). Number Diameter Thickness Shape PFERDERGONOMICS® cutting discs <2.0mm 460110 115 1.0 EHT 460111 115 1.6 EHT 460112 115 2.4 EHT 460114 125 1.0 EHT 460115 125 1.6 EHT 460116 125 2.4 EHT 460118 150 3.0 EHT 460118B 180 1.6 EHT 460119 180 2.9 EHT 460120 180 3.2 EHT 460120B 230 1.9 EHT 460121 230 2.9 EHT 460122 230 3.2 EHT Number Diameter Thickness Shape 460112E 115 2.4 EH 460113 115 3.2 EH 460116E 125 2.4 EH 460117 125 3.2 EH 460118E 150 3.0 EH 460119E 180 2.9 EH 460120E 180 3.2 EH 460121E 230 2.9 EH 460122E 230 3.2 EH Cutting disc SG STEELOX (performance range) For cutting of sheet metal, sections and solid material in steel and stainless steel (INOX). Shape EHT (type 41 = flat disc) Shape EH (type 42 = depressed center). * = metal center ring PFERDERGONOMICS® cutting discs <2.0mm Number Diameter Thickness Shape 460140 115 1.0 EHT 460141 115 1.6 EHT 460141B 115 2.0 EHT 460142 115 2.4 EHT 460145B 125 1.0 EHT * 460146 125 1.6 EHT * 460146B 125 2.0 EHT 460147 125 2.4 EHT 460147D 150 1.6 EHT 460149A 180 1.6 EHT 460150 180 2.5 EHT * 460150B 230 1.9 EHT 460151 230 2.5 EHT 460152 230 3.2 EHT * Number Diameter Thickness Shape 460143 115 2.4 EH 460144 115 3.2 EH 460148 125 2.4 EH 460149 125 3.2 EH 460150E 180 2.5 EH 460151E 230 2.5 EH Pag. -
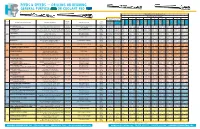
Feeds & Speeds — Drilling Or Reaming General Purpose
CL RLD ASS WO FEEDS & SPEEDS — DRILLING OR REAMING GENERAL PURPOSE OR COOLANT FED FEED RATE (INCHES PER REVOLUTION) M AD E IN USA HOLE DIAMETER IN INCHES CUTTING SPEED (SFM) 1/8 1/4 3/8 1/2 5/8 3/4 1 11/4 11/2 STARTING RANGE* GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- CHIP BRINELL TOOL. MATERIAL BEING MACHINED MATERIAL EXAMPLES CHIP DESCRIPTION GENERAL COOLANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT CLASS HARDNESS APPLIC. PURPOSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED ALUMINUM ALLOY 308.0, 356.0, 360.0, 380.0, 383.0, 390.0, 30-150 DISCONTINUOUS FLAKY OR DRILL 250-350 375-550 .003 – .005 .004 .007 .005 .008 .006 .010 .006 .011 .007 .014 .009 .017 – .019 – CAST AND WROUGHT 2024, 3003, 4032, 5052, 6061, 7075 (500 kg) LONG STRINGY REAM 150-250 200-300 .004 – .006 .008 .008 .010 .011 .013 .012 .015 .013 .017 .016 .021 .019 .022 .020 .024 COPPER ALLOY 101, 110, 115, 120, 130, 142, 155, 170, 172, 175, 40-200 LONG CONTINUOUS DRILL 125-190 225-300 .002 – .005 .004 .007 .005 .008 .006 .009 .007 .010 .008 .012 .010 .014 – .016 – TOUGH 195, 425, 610, 630, 655, 725, 805, 826, 910 (500 kg) REAM 50-90 70-105 .005 – .006 .008 .008 .010 .010 .013 .011 .014 .012 .016 .014 .018 .016 .019 .017 .020 LEAD ALLOY Alloys 7, 8, 13, 15 10-20 DISCONTINUOUS DRILL 350-450 400-500 .003 – .005 .004 .006 .006 .007 .007 .008 .008 .009 .009 .013 .013 .015 – .017 – 20 1Sb, 4Sb, 6Sb, 8Sb, 9Sb (500 kg) TIGHTLY CURLED REAM 150-250 200-300 -

Oil-Based Metalworking Fluids
SSttrraaiigghhtt OOiillss ffoorr CCuuttttiinngg && GGrriinnddiinngg Optimum Performance Where Lubrication & Extreme Pressure Properties are Required E−LEARNING GUIDE CUTTING & GRINDING OILS REDUCE FRICTION ● LONGER TOOL LIFE IMPROVED SURFACE FINISH Oil based metalworking fluids, otherwise known as straight oils, are meant to be used in tough operations where lubrication and extreme pressure properties are necessary. They are not meant to replace or compete with their water-based counterparts; rather, they provide an option for those applications where lubrication is more essential than cooling. Straight oils provide significant improvements in cutting and grinding operations by reducing friction resulting in improved surface finishes and longer tool life, especially with grinding wheels and other abrasive tools. Premium cutting and grinding straight oils are specially designed to provide optimum performance across a variety of different operational levels and viscosities. They have distinct advantages such as: Long or continuous Exceptional rust Less fluid and Excellent lubricity service life of control sump maintenance fluids Oil based metalworking fluids can range from low to high viscosity and in performance from light to heavy duty machining, each feature dialed into the specific applications in which it will be used. Some examples of these oils are: Low viscosity light duty oils are designed to provide excellent wetting properties and are ideal in higher speed operations and Swiss machines. ISO 32 medium duty oils offer excellent performance in light to moderate duty cutting applications and are often used as dual or tri-purpose oils. These types of oils are ideal for screw machines or any operation where there is a high probability of leakage. -

DRAFT – Subject to NIST Approval 1.5 IMPACTS of AUTOMATION on PRECISION1 M. Alkan Donmez and Johannes A. Soons Manufacturin
DRAFT – Subject to NIST approval 1.5 IMPACTS OF AUTOMATION ON PRECISION1 M. Alkan Donmez and Johannes A. Soons Manufacturing Engineering Laboratory National Institute of Standards and Technology Gaithersburg, MD 20899 ABSTRACT Automation has significant impacts on the economy and the development and use of technology. In this section, the impacts of automation on precision, which directly influences science, technology, and the economy, are discussed. As automation enables improved precision, precision also improves automation. Followed by the definition of precision and the factors affecting precision, the relationship between precision and automation is described. This section concludes with specific examples of how automation has improved the precision of manufacturing processes and manufactured products over the last decades. 1.5.1 What is precision Precision is the closeness of agreement between a series of individual measurements, values, or results. For a manufacturing process, precision describes how well the process is capable of producing products with identical properties. The properties of interest can be the dimensions of the product, its shape, surface finish, color, weight, etc. For a device or instrument, precision describes the invariance of its output when operated with the same set of inputs. Measurement precision is defined by the International Vocabulary of Metrology [1] as the "closeness of agreement between indications obtained by replicate measurements on the same or similar objects under specified conditions." In this definition, the "specified conditions" describe whether precision is associated with the repeatability or the reproducibility of the measurement process. Repeatability is the closeness of the agreement between results of successive measurements of the same quantity carried out under the same conditions. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

Waterjet Cutting
Waterjet Cutting Waterjet cutting is one of today’s fastest-growing technologies and is quickly becoming a leading fabrication process. Waterjet cutting uses a high-pressure stream of water with an abrasive such as garnet to make the cut. No heat is generated during Waterjet cutting, eliminating the risk of material distortion. Edge finish of Waterjet machined parts is smooth and satiny, with no jagged edges, slag or burrs, eliminating the need for other finishing processes such as grinding. Water jet cutting technology utilizes high pressure water with an abrasive substance to create a cutting tool that travels at three times the speed of sound. With this tool, virtually any material can be cut with or without an abrasive in some Hi-Tech Welding is a one-stop service center for welding and cases. The Mitsubishi control, combined with a CAD-CAM fabrication in Lee’s Summit, MO. generated CNC code, allows for simple or complex shapes to be cut. Speed and accuracy (compensation is within In 1985 Hi-Tech Welding originally began as a tool and die welding ±0.005” per 36” length) are easy to achieve with the Waterjet facility. Over the years it has grown into a full welding and fabrication Intelligent Taper ControlTM System. shop. Waterjet Cuts Virtually Any Material Services offered • Laser Welding Waterjet cutting is suitable for nearly any material, and can • Tool and Die Welding cut any material up to 6” thick. • Waterjet Cutting • Welding Repair We have software that allows us to make high quality ducts, • Repair and Refurbishment fittings, flanges and brackets. -

Metal Drill Bits Hammer Drill Stronger Than Steel Chisel Drill Bits Stone and Special Metal Drill Bits
BITS METAL DRILL BITS HAMMER DRILL STRONGER THAN STEEL CHISEL DRILL BITS STONE AND SPECIAL METAL DRILL BITS 307 | HSS-E DIN 338 cobalt 76–79 WOOD DRILL BITS 311 | HSS TIN DIN 338 steel drill bit 80–81 302 | HSS DIN 338, ground, split point 82–85 300 | HSS DIN 338, standard 86–90 300 | HSS DIN 338, standard, shank reduced 91 340 | HSS DIN 340, ground, split point, long 92 342 | HSS DIN 1869, ground, extra long 93 SAWS 344 | HSS hollow section drill bit / Facade drill bit 94 345 | HSS DIN 345 morse taper 95–96 303 | HSS DIN 1897 pilot drill bit, ground, split point, extra short 97 310 | HSS DIN 8037 carbide tipped 98 312 | HSS-G Speeder DIN 338 RN metal drill bit 99 304 | HSS Double end drill bit, ground, split point 100 315 | HSS Drill bit KEILBIT, ground 101 317 | HSS combination tool KEILBIT 102 329 | HSS countersink KEILBIT 103 327 | HSS countersink 90° DIN 335 C 104 328 | HSS deburring countersink 105 ASSORTMENTS 326 | HSS tube and sheet drill bit 106 325 | HSS step drill 107 140 | Scriber 108 320 | HSS hole saw bi-metal 109–112 SHELVES | From Pros for Pros | www.keil.eu | 73 MODULES - BITS HAMMER DRILL METAL DRILL BITS Nothing stops the metal drill bits because we offer a drill bit for every application. CHISEL HSS-E TWIST DRILL BIT 135° The HSS-E drill bit is a cobalt alloyed high performance drill bit. Even with insufficient cooling it has reserve in heat resistance. Due to the alloying addition of 5 % Co in the cutting material these drill bits can be used for working with work pieces with a tensile strength of over 800N/m². -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -

OPERATOR's MANUAL 9 In. (229 Mm) BAND SAW BS902
OPERATOR'S MANUAL 9 in. (229 mm) BAND SAW BS902 Your new Band Saw has been engineered and manufactured to Ryobi's high standards for dependability, ease of operation, and operator safety. Properly cared for, it will give you years of rugged, trouble-free performance. WARNING: To reduce the risk of injury, the user must read and understand the operator's manual before using this product. Thank you for buying a Ryobi tool. SAVE THIS MANUAL FOR FUTURE REFERENCE TABLE OF CONTENTS Introduction ......................................................................................................................................................................2 Rules for Safe Operation ............................................................................................................................................. 3-5 Electrical...........................................................................................................................................................................6 Glossary of Terms ............................................................................................................................................................7 Features ....................................................................................................................................................................... 7-9 Unpacking ........................................................................................................................................................................9 -

Link Industries CUTTING TOOL CATALOG (800) 626-9460 | Link Industries
Link Industries CUTTING TOOL CATALOG (800) 626-9460 | www.linkcuttingtools.com Link Industries Proud To Say American Made And Family Owned For Over 80 Years Focusing on Centerdrills, Countersinks, Counterbores and Custom Made-to-order Tools, LINK is dedicated to producing the finest precision High-Speed Steel and Carbide cutting tools available. As part of an Engineering focused company, LINK has the technical capability to provide each customer with the best tooling solution for their application. A brief outline of Link Industries’ history: 1935 – Herbert Link established the Link Engineering Company in Detroit, Michigan. 1948 – Link Industries developed a unique design and process to manufacture HSS Centerdrills. 1952 – Company relocated its cutting tool manufacturing operations to Indian River, MI. 1968 – 1st building expansion for more manufacturing and office space. 1985 – 2nd building expansion; including dedicated Quality and Inventory areas. 2001 – ISO 9001:2008 Certification achieved. 2014 – Laser marking introduced; LEAN Manufacturing begins implementation. 2015 – 1st 5-Axis CNC machine purchased; new tool packaging/labels launched. 2016 – 2nd 5-Axis CNC machine purchased; new Cutting Tool Catalog released. 2017 – Patent Pending Cross-LINK Drills introduced; new Optical Cutting Tool inspection system purchased. For additional information: www.linkcuttingtools.com ISO 9001 CERTIFIED Link Industries CENTERDRILLS, COUNTERSINKS & COUNTERBORES MADE IN THE USA for over 80 years Table of Contents Centerdrills ................................