Morphology of Polyoxymethylene-Based Polymer Alloys
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Kocetal Polyoxymethylene 1 1 Business Area
® Engineering Plastic KOCETAL POLYOXYMETHYLENE 1 1 BUSINESS AREA Seoul Ofce (Sales Division) Seoul Office (Sales Division) 1Seoul0th floor Ofce, Kolon (Sales Tow Division)er annex 1-22, Seoul Ofce (Sales Division) Byulyang-Dong, Gwacheon City, 10F, an annex to Kolon Tower 1-22, 10th floor, Kolon Tower annex 1-22, Seoul Ofce (Sales Division) ByulyGyunggi-Do,ang-Dong Korea, Gwacheon City, Byeolyang-dong, Gwacheon City, Gyunggi-Do, Korea Gyunggi-Do, Korea www.kolonplastics.com Headquarters and Plant www.kolonplastics.com Headquarters and Plant Headquarters, Factory and R&D Division Headquarters, Factory and R&D Division 1018, Eungmyeong-dong, Gimcheon-si, 101Headquarters,8, Eungmyung-dong Factory, Gimcand heon-CitR&D Divisiony, Gyeongsangbuk-do, Korea 101GyeongSangBukDo,8, Eungmyung-dong Korea, Gimcheon-City, GyTel:eongSangBukDo, +82-54-420-8491, K 8477orea TFel:ax: +82-54-420-8491, +82-54-420-8369 8477 Fax: +82-54-420-8369 Contact for further information If you want to inquire more detail information on product of KOLONPLASTIC,INC. follow the process written below. 1. Access the Internet hompage of KOLONPLASTIC, INC. www.kolonplastics.com/enghome 2. ‘SALES CONTACT’ category. 3. Then you can see contact number on E-mail, Tel or Fax according to regional groups. About Kolon Plastics Kolon Plastics-Growing with our customers as a POM Global Leader Kolon Plastics was established in March 1996 as a joint venture between Kolon Industries Inc. in Korea and Toray Industries Inc. in Japan. Production began in 1998 with capacity and sales of 25,000MT/year. After the 2nd factory line was completed, we produce 57,000MT of POM and 50,000MT of the other compouding materials a year. -
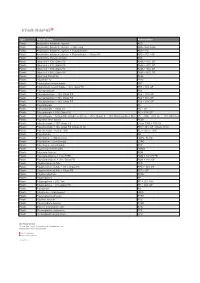
Type Material Name Abbreviation Plastic Acrylonitrile Butadiene
Type Material Name Abbreviation Plastic Acrylonitrile butadiene styrene ABS Plastic Acrylonitrile butadiene styrene - High-Temp ABS - high temp Plastic Acrylonitrile butadiene styrene + Polycarbonate ABS + PC Plastic Acrylonitrile butadiene styrene + Polycarbonate + Glass Fill ABS + PC + GF Plastic Acrylonitrile styrene acrylate ASA Plastic Nylon 6-6 + 10% Glass Fill PA66 + 10% GF Plastic Nylon 6-6 + 20% Glass Fill PA66 + 20% GF Plastic Nylon 6-6 + 30% Glass Fill PA66 + 30% GF Plastic Nylon 6-6 + 50% Glass Fill PA66 + 50% GF Plastic Nylon 6-6 Polyamide PA66 Plastic Polyamide 12 PA12 Plastic Polybutylene terephthalate PBT Plastic Polybutylene terephthalate + 30% Glass Fill PBT+ 30% GF Plastic Polycaprolactam PA6 Plastic Polycaprolactam + 20% Glass Fill PA6 + 20% GF Plastic Polycaprolactam + 30% Glass Fill PA6 + 30% GF Plastic Polycaprolactam + 50% Glass Fill PA6 + 50% GF Plastic Polycarbonate PC Plastic Polycarbonate + Glass Fill PC + GF Plastic Polycarbonate + 10% Glass Fill PC + 10% GF Plastic Polycarbonate + Acrylonitrile butadiene styrene + 20% Glass Fill + 10% Stainless Steel fiber PC + ABS + 20% GF + 10% SS Fiber Plastic Polyether ether ketone PEEK Plastic Polyetherimide + 30% Glass Fill Ultem 1000 + 30% GF Plastic Polyetherimide + 40% Glass Fill (Ultem 2410) PEI + 40% GF (Ultem 2410) Plastic Polyetherimide + Ultem 1000 PEI + Ultem 1000 Plastic Polyethylene PE Plastic Polyethylene - High-Density HDPE, PEHD Plastic Polyethylene - Low-Density LDPE Plastic Polyethylene terephthalate PET Plastic Polymethyl methacrylate PMMA Plastic Polyoxymethylene -

Process for Producing Polyoxymethylene-Polyurethane Type Alloy
~" ' MM II II II II II INI Ml I Ml II I II J European Patent Office _ _ _ _ © Publication number: 0 276 080 B1 Office_„. europeen des brevets © EUROPEAN PATENT SPECIFICATION © Date of publication of patent specification: 10.06.92 © Int. CI.5: C08G 18/66, C08L 59/00 © Application number: 88300257.8 @ Date of filing: 13.01.88 © Process for producing polyoxymethylene-polyurethane type alloy. © Priority: 23.01.87 JP 12294/87 © Proprietor: NIPPON POLYURETHANE INDUS- TRY CO. LTD. @ Date of publication of application: 2-8, Toranomon 1-chome 27.07.88 Bulletin 88/30 Mlnato-ku Tokyo(JP) © Publication of the grant of the patent: @ Inventor: Yano, Norlyoshl 10.06.92 Bulletin 92/24 1-13, Zushl 7-chome Zushl-shl Kanagawa-ken(JP) © Designated Contracting States: Inventor: Fujlta, Toshlhlko DE FR GB 422-14, Karlba-cho Hodogaya-ku Yokohama-shl Kanagawa-ken(JP) © References cited: EP-A- 0 167 369 US-A- 3 697 624 © Representative: West, Alan Harry et al R.G.C. Jenkins & Co. 26 Caxton Street "Polyurethanes Chemistry and Technology" London SW1H ORJ(GB) (Sauders,Frlsch) Krleger Pub. USA 1983, p. 401 "Textbook of Polymer Science" (Blllmeyer) Wiley Pub. USA 1971, p.237 "Properties of Polymers" (Krevelen), El- 00 sevier Pub. NL, 1976, p.495 00 CO CM O Note: Within nine months from the publication of the mention of the grant of the European patent, any person ^ may give notice to the European Patent Office of opposition to the European patent granted. Notice of opposition qj shall be filed in a written reasoned statement. -
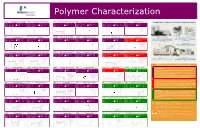
Polymer Properties and Classification
Polymer Characterization LDPE Polyethylene low density HDPE Polyethylene high density ABS Acrylonitrile-butadiene-styrene SAN Styrene-acrylonitrile copolymer EVA Polyethylene co-vinyl acetate PVA Polyvinyl acetate PerkinElmer Solutions for Polymer Characterization Tg(ºC): -130 to 100 Cp (J/g*K): 1,8 to 3,4 Tg(ºC): -130 to 100 Cp (J/g*K): 1,8 to 3,4 Tg(ºC): 110 to 125 CpJ/(g*K): 1,25 to 1,7 Tg(ºC): 95 to 110 CpJ/(g*K): 1,2 Tg(ºC): -45 to 20 CpJ/(g*K): 2,3 Tg(ºC): 25 to 35 CpJ/(g*K): - Tm(ºC): 100 to 120 DHf (J/g): - Tm(ºC): 130 to 140 DHf (J/g): 293 Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm(ºC): 30 to 100 DHf (J/g): 10 to 100 Tm( ºC ): - DHf (J/g): - Td(ºC): 490 to 500 Td(ºC): 490 to 500 Td(ºC): 420 Td(ºC): 420 Td(ºC): 480 Td(ºC): - PP Polypropylene PS PMMA Polymethylmethacrylate PBMA CA Polystyrene Polybuthylmethacrylate Cellulose acetate EP Epoxy resin Molecular Spectroscopy FTIR Differential Scanning Calorimetry Tg(ºC): -20 to -5 CpJ/(g*K): 1,8 Tg(ºC): 90 to 110 Cp (J/g*K): 1,8 to 3,4 Tg(ºC): 85 to 100 CpJ/(g*K): 1,45 to 1,5 Tg(ºC): 15 to 25 CpJ/(g*K): - Tg(ºC): 45 to 60 CpJ/(g*K): - Tg(ºC): 50 to 200 CpJ/(g*K): 1,6 to 2,1 Identify and quantitate organic molecules and compounds, Glass transition & melting temperatures, crystallinity, heat of Understand chemical & physical composition of laminates & fusion, reaction rates, specific heat & heat capacity, curing, Tm(ºC): 165 to 175 DHf (J/g): 207 Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm( ºC): - DHf (J/g): - adhesives , Troubleshoot -
![238 Subpart a [Reserved] Subpart B—Substances For](https://docslib.b-cdn.net/cover/1483/238-subpart-a-reserved-subpart-b-substances-for-1871483.webp)
238 Subpart a [Reserved] Subpart B—Substances For
§ 177.1010 21 CFR Ch. I (4–1–11 Edition) 177.1637 Poly(oxy-1,2- 177.2800 Textiles and textile fibers. ethanediyloxycarbonyl-2,6- 177.2910 Ultra-filtration membranes. naphthalenediylcarbonyl) resins. AUTHORITY: 21 U.S.C. 321, 342, 348, 379e. 177.1640 Polystyrene and rubber-modified polystyrene. SOURCE: 42 FR 14572, Mar. 15, 1977, unless 177.1650 Polysulfide polymer-polyepoxy res- otherwise noted. ins. 177.1655 Polysulfone resins. EDITORIAL NOTE: Nomenclature changes to 177.1660 Poly (tetramethylene part 177 appear at 61 FR 14482, Apr. 2, 1996, 66 terephthalate). FR 56035, Nov. 6, 2001, 66 FR 66742, Dec. 27, 177.1670 Polyvinyl alcohol film. 2001, 68 FR 15355, Mar. 31, 2003, and 70 FR 177.1680 Polyurethane resins. 72074, Dec. 1, 2005. 177.1810 Styrene block polymers. 177.1820 Styrene-maleic anhydride copoly- Subpart A [Reserved] mers. 177.1830 Styrene-methyl methacrylate co- polymers. Subpart B—Substances for Use as 177.1850 Textryls. Basic Components of Single 177.1900 Urea-formaldehyde resins in molded and Repeated Use Food Con- articles. 177.1950 Vinyl chloride-ethylene copoly- tact Surfaces mers. 177.1960 Vinyl chloride-hexene-1 copoly- § 177.1010 Acrylic and modified acrylic mers. plastics, semirigid and rigid. 177.1970 Vinyl chloride-lauryl vinyl ether Semirigid and rigid acrylic and modi- copolymers. fied acrylic plastics may be safely used 177.1980 Vinyl chloride-propylene copoly- as articles intended for use in contact mers. with food, in accordance with the fol- 177.1990 Vinylidene chloride/methyl acry- late copolymers. lowing prescribed conditions. The 177.2000 Vinylidene chloride/methyl acry- acrylic and modified acrylic polymers late/methyl methacrylate polymers. -
Material Selection Selection
alroplastics.com 800-877-ALRO 2 5 7 6 Material Selection Selection Advantages of Stock Shapes ...............................................10 Material General Selection Criteria ...............................................10-11 Product Descriptions ..................................................... 12-15 Product Selection Chart ................................................. 16-19 IAPD Thermoplastic Rectangle ...................................... 20-21 Property Comparison Charts Slide Wear .......................................................................22 Rotational Wear ..............................................................22 Temperature, Continuous Use .......................................23 Friction Comparison .......................................................23 Tensile Strength ..............................................................24 Impact Resistance ..........................................................24 Thermal Dimensional Stability ......................................25 Moisture Dimensional Stability .....................................25 Hardness Comparison ...................................................26 Weight Comparison ........................................................26 WARNING: These products can potentially expose you to chemicals including, 4-Dioxane, Acetaldehyde, Acrylonitrile, Bisphenol-A, Carbon Black, Chromium, Cumene, Dichloromethane, Ethyl Acrylate, Ethylbenzene, Ethylene Glycol, Formaldehyde, Glass Fibers, Hexachlorobenzene, Lead, Methanol, Nickel, Polyvinyl -

Surface Microhardness, Flexural Strength, and Clasp Retention And
ORIGINAL RESEARCH Surface Microhardness, Flexural Strength, and Clasp Retention and Deformation of Acetal vs Poly-ether-ether Ketone after Combined Thermal Cycling and pH Aging Salma Mahmoudd Fathy1, Radwa Mohsen Kamal Emera2, Reham Mohamed Abdallah3 ABSTRACT Aim: To evaluate the effect of combined thermocycling and artificial saliva pH on flexural strength, surface microhardness, as well as clasp retention and deformation of two different thermoplastic polymers. Materials and methods: Three groups were created, heat-cured polymethyl methacrylate, acetal, and poly-ether-ether ketone (PEEK) resins. Specimens were wrapped in plastic bags containing artificial saliva with three pH values (acidic 5.8, neutral 7.2, and alkaline 8.3). Two Aker clasps materials (acetal and PEEK), for premolar and molar, were stored in neutral salivary pH. Specimens were subjected to 2,000 thermocycles (5–55°C). Surface microhardness, flexural strength, and clasp retention and deformation were evaluated before and after aging. Data were analyzed by ANOVA, Tukey’s test, Student’s t-test, and paired t-tests (p < 0.05). Results: Thermal cycling at acidic and alkaline pH significantly decreased flexural strength and surface microhardness of acetal. It had no significant effect on PEEK properties. Poly-ether-ether ketone showed statistically significant higher mechanical properties in all groups. Acetal clasps exhibited a statistically significant deformation and a corresponding decrease in retention after thermocycling at neutral pH. Conclusion: Mechanical properties of acetal, as well as its clasp retention and deformation, significantly decreased after combining thermal and pH aging and thermal cycling in neutral pH, respectively. Meanwhile, PEEK clasps were not significantly affected. Clinical significance: Different intraoral variables may significantly affect mechanical performance, retention, and deformation of TMs used for denture base and clasp construction. -

208550476.Pdf
Hindawi Publishing Corporation Journal of Applied Chemistry Volume 2014, Article ID 782618, 8 pages http://dx.doi.org/10.1155/2014/782618 Research Article Studies on Mechanical, Thermal, and Morphological Properties of Glass Fibre Reinforced Polyoxymethylene Nanocomposite K. Mohan Babu1 and M. Mettilda2 1 Plastics Technology, Central Institute of Plastics Engineering and Technology, 32 T.V.K. Industrial Estate, Guindy, Chennai, TamilNadu600032,India 2 Department of Chemistry, Central Institute of Plastics Engineering and Technology, 32 T.V.K. Industrial Estate, Guindy, Chennai, TamilNadu600032,India Correspondence should be addressed to M. Mettilda; [email protected] Received 31 May 2014; Revised 11 September 2014; Accepted 8 October 2014; Published 6 November 2014 Academic Editor: Ioana Demetrescu Copyright © 2014 K. Mohan Babu and M. Mettilda. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Polyoxymethylene is a material which has excellent mechanical properties similar to Nylon-6 filled with 30% GF. 75% POM and 25% glass fibre (POMGF) were blended with nanoclay to increase the tensile and flexural properties. Samples were extruded intwin screw extruder to blend POMGF and (1%, 3%, and 5%) Cloisite 25A nanoclay and specimens were prepared by injection moulding process. The tensile properties, flexural properties, impact strength, and hardness were investigated for the nanocomposites. The fibre pull-outs, fibre matrix adhesion, and cracks in composites were investigated by using scanning electron microscopy. 1% POMGF nanocomposite has low water absorption property. Addition of nanoclay improves the mechanical properties and thermal properties marginally. -

Optimization of Mechanical Properties for Polyoxymethylene/Glass Fiber/Polytetrafluoroethylene Composites Using Response Surface Methodology
polymers Article Optimization of Mechanical Properties for Polyoxymethylene/Glass Fiber/Polytetrafluoroethylene Composites Using Response Surface Methodology Jasbir Singh Kunnan Singh 1,2, Yern Chee Ching 1,2,*, Luqman Chuah Abdullah 3, Kuan Yong Ching 4, Shaifulazuar Razali 2 and Seng Neon Gan 5 1 Department of Chemical Engineering, Faculty of Engineering, University Malaya, Kuala Lumpur 50603, Malaysia; [email protected] 2 Department of Mechanical Engineering, Faculty of Engineering, University Malaya, Kuala Lumpur 50603, Malaysia; [email protected] 3 Department of Chemical Engineering, Faculty of Engineering, University Putra Malaysia, Serdang 43400, Malaysia; [email protected] 4 School of Foundation, University of Reading Malaysia, Persiaran Graduan, Kota Ilmu, Educity, Iskandar Puteri Johor 79200, Malaysia; [email protected] 5 Department of Chemistry, Faculty of Science, University Malaya, Kuala Lumpur 50603, Malaysia; [email protected] * Correspondence: [email protected]; Tel.: +60-3-79674445 Received: 9 January 2018; Accepted: 28 February 2018; Published: 20 March 2018 Abstract: This paper investigated the effects of polytetrafluoroethylene (PTFE) micro-particles on mechanical properties of polyoxymethylene (POM) composites. Since PTFE is immiscible with most polymers, the surface was etched using sodium naphthalene salt in tetrahydrofuran to increase its surface energy. The effects of two variables, namely PTFE content and PTFE etch time, on the mechanical properties of the composite were studied. Experiments were designed in accordance to response surface methodology (RSM) using central composite design (CCD). Samples were prepared with different compositions of PTFE (1.7, 4.0, 9.5, 15.0, or 17.3 wt %) at different PTFE etch times (2.9, 5.0, 10.0, 15.0, or 17.1 min). -

Modeling of the Kinetics of Polyoxymethylene Decomposition Under Oxidative and Non-Oxidative Conditions
materials Article Modeling of the Kinetics of Polyoxymethylene Decomposition under Oxidative and Non-Oxidative Conditions Tomasz M. Majka 1 , Gabriela Berkowicz-Płatek 2 and Witold Zukowski˙ 2,* 1 Department of Chemistry and Technology of Polymers, Cracow University of Technology, Warszawska 24, 31155 Cracow, Poland; [email protected] 2 Department of General and Inorganic Chemistry, Cracow University of Technology, Warszawska 24, 31155 Cracow, Poland; [email protected] * Correspondence: [email protected] Abstract: Research on the thermal and thermo-oxidative degradation of polyacetals allows for the development of effective methods of utilization of the waste of these polymers towards the recovery of monomers. For this purpose, in addition to qualitative analysis, it is necessary to understand the mechanisms of chemical reactions accompanying the decomposition process under the influence of temperature. Therefore, in this article, with the experimental results from the thermal analysis of the POM homopolymer of three various stages of life—POM-P—unprocessed sample; POM-R—recycled sample, and POM-O—sample waste—we took steps to determine the basic kinetic parameters using two well-known and commonly used kinetic models: Friedman and Ozawa-Flynn-Wall (OFW). Knowing the values of the course of changes in apparent activation energy as a function of partial mass loss, theoretical curves were fitted to the experimental data. The applied calculation models turned out to be consistent in terms of the nature of the curve changes and similar in terms of Ea in Citation: Majka, T.M.; the entire range of mass loss. Both kinetic models showed a very similar course of the Ea curves. -

A Comparative Study of Polymer Gears Made of Five Materials K
technical A Comparative Study of Polymer Gears Made of Five Materials K. Mao, P. Langlois, N. Madhav, D. Greenwood and M. Millson Introduction under high running temperature is much improved to that of Polymer materials have been used for many gear applications PA gears (Refs. 11–14). due to several advantages over metal gears, including their light As the injection molding techniques for polymer gears have weight, good damping resistance and low cost. Polymer gears rapidly developed, it is necessary to learn more about the per- are currently being designed for applications, from traditional formance of injection-molded gears under different operating low-power motion transmission to middle- and even high- conditions. The study of injection-molded polymer gear perfor- power transmission — especially within automotive engineer- mance is important due to the significantly lower cost of injec- ing. Currently, there are a few design standards for polymer gear tion-molded gears when compared to machined gears. applications (Refs. 1–2) which have been mainly developed by modifying the existing metal gear design methods. However, it may be noted that the design guidance is only available in detail for POM and PA materials. This is a major limitation of the existing design methods, as new polymer materials are becom- ing available continuously. Furthermore, there is little evidence in the literature showing the validity of the methods, and in some cases poor correlation has been shown between the stan- dards and test results (Refs. 3–4). As a result, the use of polymer gears in higher-power applications is not widely accepted due to the lack of understanding of their performance. -

California Prop 65
® October 10, 2018 engineering plastics RE: State of California Proposition 65 Statement The State of California, Office of Environmental Health and HazardAssessment (OEHHA) administers the Proposition 65 Program. The OEHHA has issued a List of Chemicals where significant exposure to the chemicals can cause cancer, birth defects or other reproductive harm. Proposition 65 requires warnings to Californians about exposure to these chemicals in their homes or workplaces. https://oehha.ca.gov/proposition-65 Applies to all grades of our products California Proposition 65 Warning: Polyoxymethylene (POM C) All colors WARNING: This product can expose you to Acetal Copolymer chemicals including Formaldehyde ZL® 900C series (CAS 50-00-0), which is known to the State of California to cause cancer and Hexchlorobenzene (CAS 118-74-1) which is known to the state of California to cause reproductive harm. For more information, go to www.P65Warnings.ca.gov. Polyoxymethylene (POM H) All colors WARNING: This product can expose you to Acetal Homopolymer chemicals including Formaldehyde Delrin® (CAS 50-00-0), which is known to the State of ZL® 900H series California to cause cancer and Hexchlorobenzene (CAS 118-74-1) which is known to the state of California to cause reproductive harm. For more information, go to www.P65Warnings.ca.gov. Polyethylene terephthalate All colors WARNING: This product can expose you to PET chemicals including Ethlene Glycol ZL® 1400 series (CAS 107-21-1), which is known to the State of California to cause reproductive harm. For more information, go to www.P65Warnings.ca.gov. Nylon (PA) Black WARNING: This product can expose you to ZL® 250 series (extruded) colors chemicals including Carbon Black ZL® 1100 series (cast) (CAS 1333-86-4), which is known to the State of California to cause cancer.