Hawk 720 Wood Thickness Planer
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

6-Inch Benchtop Jointer
6-INCH BENCHTOP JOINTER WEN Model # 6560 bit.ly/wenvideo IMPORTANT: Your new tool has been engineered and manufactured to WEN’s highest standards for dependability, ease of operation, and operator safety. When properly cared for, this product will supply you years of rugged, trouble-free performance. Pay close attention to the rules for safe operation, warnings, and cautions. If you use your tool properly and for intended purpose, you will enjoy years of safe, reliable service. NEED HELP? CONTACT US! Have product questions? Need technical support? Please feel free to contact us at: 800-232-1195 (M-F 8AM-5PM CST) [email protected] WENPRODUCTS.COM TABLE OF CONTENTS Technical Data 2 General Safety Rules 3 Specific Safety Rules For Jointer 4 Electrical Information 5 Know Your Jointer 7 Assembly and Adjustments 7 Operation 10 Maintenance 13 Troubleshooting 13 Exploded View and Parts List 14 Warranty 16 TECHNICAL DATA Model Number: 6560 Motor: 120 V, 60 Hz, 10A Rotations Per Minute: 10,000 RPM Max Width of Cut: 6-1/8 inch Number of Blades 2 blades Cuts Per Minute: 20,000 cuts per minute Table Size: 28-5/8 x 6-1/4 inch Fence Size: 22-3/4 x 4 inch Dust Port: 2-1/2 inch Fence Angle: 45 degrees in either direction Product Dimensions: 28.5 x 20 x 14 inches Weight: 80 pounds 2 GENERAL SAFETY RULES Safety is a combination of common sense, staying alert and knowing how your item works. SAVE THESE SAFE- TY INSTRUCTIONS. WARNING: To avoid mistakes and serious injury, do not plug in your tool until the following steps have been read and understood. -

Thickness Planer Instruction Aid Sheet
WOODWORKING SAFETY CONTRACT for THE THICKNESS PLANER ************************************************************************************************************ 1. Let the machine reach full speed before inserting stock 2. Do not plane boards that are less than 350 mm. If a piece passes completely under the infeed roller before it reaches the outfeed roller, it will stay in the machine until it is cut into smaller pieces by the knives and then may be thrown back out at the operator. 3. Do not attempt to plane stock thinner than 5 mm. Thin stock may not be able to withstand the cutting action of the planer and break the stock to pieces to be thrown out at the operator. 4. Do not take a heavy cut. Adjust the height of the table so that the thickness gauge reads about 1 mm. less than the thickness of the thickest piece of stock. 5. Be sure that the stock is free from dirt, nails or other foreign matter. Surface only new lumber that is free of loose knots and serious defects. 6. Do not reach into machine or even put your hands past the ends of the infeed table. 7. Do not look into the throat of the planer while it is running. 8. Be sure to plane with the grain. Never attempt to plane across the grain. Look at your fingers; Count them; If you can see them and can still count to ten, then you can appreciate the benefits of safety in the wood shop. DATE OF LESSON __________________ I was present for the instruction on the safe use of the Thickness Planer and I understand its meaning and will operate that machine in the safe method described. -
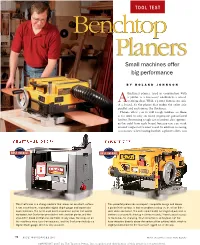
Tool Test: Benchtop Planers
TOOLTOOL TEST TEST Benchtop Planers Small machines offer big performance BY ROLAND JOHNSON thickness planer, used in conjunction with a jointer, is a necessary addition to a wood- Aworking shop. While a jointer flattens one side of a board, it’s the planer that makes the other side parallel and customizes the thickness. Planers allow you to mill rough lumber, so there is no need to rely on more expensive presurfaced lumber. Processing rough-sawn lumber also optimiz- es the yield from each board because you can work around warped or twisted wood. In addition to saving you money when buying lumber, a planer offers you CRAFTSMAN 21759 D E WALT 735 O O TH R’ TH R’ THOR THOR U S U S U ’ S U ’ S A A A A C C E E C E C E H O I C H O I C H O I C H O I C This Craftsman is a strong machine that leaves an excellent surface. This powerful planer has a compact, low-profile design and leaves It has a consistent, repeatable digital depth gauge and impressive a great finish surface. It had no problem cutting 3⁄32 in. off an 8-in.- dust collection. The turret-style depth stop broke on the first model wide white-oak board. The side crank handle for height adjustment is we tested, but Craftsman provided us with another planer, and the awkward compared to the top-mounted models. There is good access stop didn’t break on that one (we tried). In any case, the stops on all to the knives for changing. -

Manufacuting Technology
ME 6402 -Manufacturing Technology - II IV Sem / II Year B.E. (Mechanical Engineering) Department of Mechanical Engineering R.M.K.ENGINEERINGCOLLEGE R.S.M. Nagar, Kavaraipettai – 601 206. UNIT I - THEORY OF METAL CUTTING INTRODUCTION: CUTTING TOOL: SINGLE POINT CUTTING TOOL: NOMENCLATURE SINGLE POINT TOOL: MECHANICS OF METAL CUTTING: TYPES OF CHIPS: COOLANT OR CUTTING FLUIDS OR EMULSIONS: FUNCTIONS OR USES OF COOLANTS OR CUTTING FLUIDS: TYPICAL PROPERTIES OF TOOL MATERIALS: ------------------------------X-------------------------------- UNIT-II - CENTRE LATHE AND SPECIAL PURPOSE LATHE INTRODUCTION: TYPES OF LATHE: SPEED LATHE: CENTRE LATHE OR ENGINE LATHE: BENCH LATHE: TOOL ROOM LATHE: CAPSTAN AND TURRET LATHE: SPECIAL PURPOSE LATHE: AUTOMATIC LATHE: CONSTRUCTION OF LATHE MACHINE: BED: HEAD STOCK: TAIL STOCK: CARRIAGE: THREAD CUTTING MECHANISM: ACCESSORIES AND ATTACHMENTS OF LATHE: SPECIFICATION OF LATHE: LATHE OPERATIONS: TAPERS AND TAPER TURNING: TAPER TURNING BY SWIVELLING THE COMPOUND REST: TAPER TURNING ATTACHMENT METHOD: TAPER TURNING WITH TAILSTOCK SET OVER METHOD: FORM TOOL METHOD: TAPER TURNING WITH DOUBLE HEADS: THREAD CUTTING: DRILLING ON A LATHE: CUTTING SPEED: FEED: ---------------------------X------------------------------ UNIT-III, OTHER MACHINE TOOLS DRILLING INTRODUCTION: CONSTRUCTION OF DRILLING MACHINE: TYPES OF DRILLING MACHINE: PORTABLE DRILLING MACHINE: SENSITIVE DRILLING MACHINE: UPRIGHT DRILLING MACHINE: RADIAL DRILLING MACHINE: GANG DRILLING MACHINE: MULTIPLE-SPINDLE DRILLING MACHINE: TYPES OF DRILLS: TWIST DRILL -
Screw Threads and Tap-Drill Sizes
CS24-43 Screw Threads and Tap-Drill Sizes U. S. DEPARTMENT OF COMMERCE JESSE H. JONES, Secretary NATIONAL BUREAU OF STANDARDS LYMAN J. BRIGGS, Director SCREW THREADS AND TAP-DRILL SIZES COMMERCIAL STANDARD CS24-43 (Revision and consolidation of CS24”30 and CS25-30) Effective Date for New Production from February 10, 1943 A RECORDED VOLUNTARY STANDARD OF THE TRADE UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1943 For sale by the Superintendent of Documents, U. S. Government Printing Office Washington 25, D. C. - Price 15 cents U. S. Department of Commerce National Bureau of Standards PROMULGATION of COMMERCIAL STANDARD CS24-43 for SCREW THREADS AND TAP-DRILL SIZES (Revision and consolidation of CS24-30 and CS25-30) At the request of the National Screw Thread Commission, American National screw-thread tables for shop use were circulated January 23, 1930, as recommended commercial standards to producers, distri- butors, and users for a written acceptance. They were subsequently accepted in writing by the industry and published under the titles, American National Standard Screw Threads, Coarse and Fine-Thread Series, Commercial Standard CS24-30; and American National Special Screw Threads, Commercial Standard CS25-*30. On July 28, 1942, on the recommendation of the Interdepartmental Screw Thread Committee, and with the endorsement of the standing committee, a consolidation and revision of CS24-30 and CS25-30, under the title of Recommended Commercial Standard for Screw Threads and Tap-Drill Sizes, was circulated for acceptance. Those concerned have since accepted and approved the standard as shown herein for promulgation by the United States Department of Com- merce, through the National Bureau of Standards. -

Measurer Handbook SCIRA Snipe Class International Racing Association
Snipe Class International Racing Association 2020 Official Snipe Measurer Handbook SCIRA Snipe Class International Racing Association 2812 Canon Street - San Diego, CA 92106 USA [email protected] snipe.org Covers photos credits: Matias Capizzano This Handbook is updated to April 2020 2018-2020 SNIPE CLASS MEASUREMENT HANDBOOK Introduction SCIRA has been in existence for 85 years with about 32,000 boats built around the world. Shortly after the proliferation of the Class, a need for measurement to ensure consistency and to maintain the one-design na- ture was necessary. Original boats were made of wood and the current tolerances exist to accommodate those who still prefer to build Snipes of plywood. Once fiberglass Snipes were introduced, the measurement process became more standard with molds. However, modernization and the evolution of the Snipe over its 85 years have necessi- tated standardization of the measurement process. This handbook is to assist each country to ensure proper measurement techniques and apply consistency of measurement around the world for Snipes. Remember that Snipe measurements shall be conducted according to this handbook, the Snipe Class Rules, the World Sailing Equipment Rules of Sailing and the World Sailing International Measurers Manual, other than the Racing Rules of Sailing where applicable. From the Rules Committee Chairman The purpose of the SCIRA Measurement Handbook and the intent of the Rules Committee are to standardize Snipe measurement worldwide. A clear explanation of the preferred method will ensure as much as possible that all measurers will follow and apply the rules in all countries in the same way. To reach this goal, SCIRA International selected, produced and distributed a set of approved tools to all Na- tional Secretaries and builders. -

Gear Cutting Tools Rua André De Leão 155 Bloco a Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A
Belgien/Belgium Indien/India Türkei/Turkey SA LMT Fette NV LMT Fette India Pvt. Ltd. Böhler Sert Maden Takim Sanayi Belin Yvon S.A. Industrieweg 15 B2 29, II Main Road ve Ticaret A.S. F-01590 Lavancia, Frankreich 1850 Grimbergen Gandhinagar, Adyar Ankara Asfalti ü zeri No.22 Tel. +33 (0) 4 74 75 89 89 Fon +32-2/2 51 12 36 Chennai 600 020 Kartal 81412 Fax +33 (0) 4 74 75 89 90 Fax +32-2/2 51 74 89 Fon +91-44/24 405 136 / 137 Istanbul E-mail: [email protected] Fax +91-44/24 405 1205 P.K. 167 Internet: www.belin-y.com Brasilien/Brazil [email protected] Fon +90-216/3 06 65 70 LMT Böhlerit LTDA. Fax +90-216/3 06 65 74 Gear Cutting Tools Rua André de Leão 155 Bloco A Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A. de C.V. • Hobbing Socorro-Santo Amaro Ungarn/Hungary Bilz Werkzeugfabrik GmbH & Co. KG Matias Romero No. 1359 • Gear Milling Vogelsangstraße 8 São Paulo Col. Letran Valle LMT Boehlerit KFT. D-73760 Ostfildern, Deutschland Fon +55/11 55 46 07 55 03650 Mexico D.F. Kis-Duma U.6 Tel. +49 (0) 711 3 48 01-0 Fax +55/11 55 46 04 76 Fon +52 (55) 56 05 82 77 PoBox 2036 Erdliget Pf. 32 Fax +49 (0) 711 3 48 12 56 [email protected] Fax +52 (55) 56 05 85 01 2030 Erd E-mail: [email protected] [email protected] Fon +36/23 52 19 10 Internet: www.bilz.de China Fax +36/23 52 19 14 Leitz Tooling Systems Österreich/Austria [email protected] (Nanjing) Co. -

STANDARD OPERATING PROCEDURES for COMMON
Faculty of Engineering Workshop Services STANDARD OPERATING PROCEDURES for COMMON TOOL & MACHINING EQUIPMENT [Type here] [Type here] [Type here] The information in this booklet is provided as a guide for the minimum safety training that shall be provided to personnel prior to being authorized to use of any of the following machining tools or pieces of equipment: Mill, Lathe, Planer, Drill Press, Pedestal Grinder, & Band Saw. GENERAL SAFETY TIPS • Safety glasses with side shields must be worn at all times. • Do not wear loose clothing, loose neckwear or exposed jewelry while operating machinery. • Do not work alone in a machine shop. (Implement the "buddy" system.) • Long sleeves on shirts should be rolled up above the elbows. • Pull back and secure long hair. • Do not wear thin fabric shoes, sandals, open-toed shoes, and high-heeled shoes. • A machinist's apron tied in a quick release manner should be worn. • Always keep hands and other body parts a safe distance away from moving machine parts, work pieces, and cutters. • Use hand tools for their designed purposes only. • Report defective machinery, equipment or hand tools to the Technician. McGill Workshop Safety policy: www.mcgill.ca/ehs/programs-and-services/workshop Workshop Rules: www.mcgill.ca/ehs/programs-and-services/workshop/rules [Type here] [Type here] [Type here] FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment MACHINE SHOP SAFETY Machine Shop Safety August 2014 1 FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment WORKSHOP MACHINES - LATHE • All stock must be properly secured in the lathe chuck or mounted prior to the machining process taking place. -
Planing Machine
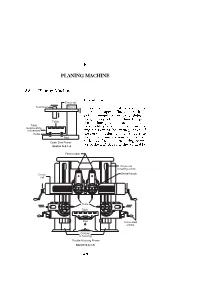
PLANING MACHINE A Planing Machine tro duction Cross-rail In Tool head Column This is also a recipro cating typ e of ma chine like shap er The table with T slots for mounting workpiece slides in the guideways of the machine b ed past Table the stationary to ol head The to ol Table holding the to ol machines du reciprocating head the forward or cutting stroke of movement ring orktable during the cutting stroke Roller the w to ol remains stationary The to ol Bed the tal feed is given during return Open Side Planer horizon backward strokeof the worktable Sketch S-8.1-A or Feed screws Cross-rail elevating screw Cross- Swivel heads rail Tools Table Bed Cross-feed cranks Column or housing Double Housing Planer Sketch S-8.1-B Planing Machine Divided Table Planer In this typ e of planer the table on the bed is divided into two parts it may b e recipro cated separately or together This typ e is mostly suitable for continuous pro duction and thus reduces the machining time by saving the idle time One of the table is used for setting up large number of identical workpieces while the other one recipro cates against the stationary cutting to ol machining the workpieces Both the tables may clamp together for holding large and heavy workpiece and can also recipro cate together under the to ol A Table Drive Mechanism The table recipro cates in the guideways on the machine b ed The mechanism used to drive the table is mainly by gear drive and the reversible mechanism is adopted byany of the following ways a By having an op en and cross b elt drive -

Schmidt Catalog
NEW WE BUILD INTO EVERY TOOL WE SELL THE KNOW TABS FIND EASY - HOW AND PRECISION TO GET YOUR JOB DONE RIGHT Quality TOOLING FOR Woodworking Tools And SHAPERS Accessories MOULDERS, Since 1926 TENONERS PLANERS, SAWS CNC ROUTERS, HAUNCHERS More Tools More Solutions More Cutters, Heads, Solid Carbide Spirals and Knives throughout this expanded edition CATALOG NO. 1200 We Give Expert Technical Assistance To Help You Get the Right Tool To Fit Every Need and Specification YOU HAVE A TEAM OF PROBLEM SOLVERS AT SCHMIDT The people you talk to are experienced pros in the custom woodworking tool industry who can put their training and knowledge to work for you. Count on any one of the Schmidt team to tackle your production and engineering problems and meet your special manufacturing needs. TECHNICAL & PERSONEL Rick Paul Joe De Cotiis Jay Oliva James Mirarchi Rick Paul Jr. President Operations Manager Stock & Custom Sales Tooling Design & Sales and Product Head Drafter Developement [email protected] [email protected] [email protected] [email protected] [email protected] When it comes to experience, we’re excel at understanding and servicing It all adds up. Top quality in a class by ourselves. your unique woodworking problem. Products. In-depth service •When you call for service you talk •We can manufacture tools for most to the seasoned experts in charge, woodworking machines to meet and experience. Technical dedicated Schmidt Sales Engineers unusual requirements. innovation. It’s what makes with over 100 years total experience. •Schmidt offers the most versatile Schmidt a leader in the •We have expert skill and under- design and manufacture of wing industry. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Woodworking Glossary
Woodworking Glossary Abrasives Any substance such as aluminum oxide, silicon carbide, garnet, emery, flint or similar materials that is used to abrade or sand wood, steel or other materials. Substances such as India, Arkansas, crystolon, silicon carbide and waterstones used to sharpen steel edged tools are included. Alternating Grain Direction The process of gluing-up or laminating wood for project components with alternating pieces having the grain running perpendicular to one another (as opposed to parallel). Usually, this practice is enlisted to provide superior strength in a project that is expected to be under stress. It is also used occasionally for decorative purposes. Bevel An angular edge on a piece of stock, usually running from the top or face surface to the adjacent edge or the opposing (bottom) surface. In most cases, bevels are formed for joinery, but are also occasionally used for decorative purposes. Chamfer A slight angular edge that is formed on a piece of stock for decorative purposes or to eliminate sharp corners. Chamfers are similar to bevels but are less pronounced and do not go all the way from one surface to another. Compound Cutting The act of cutting out a project or project component (usually with a bandsaw) to create a three-dimensional or “sculpted” shape. This is accomplished by cutting one profile, taping scraps back in place, and rotating the workpiece to cut a second profile, usually 90° to the first. Compound Miter A combination miter and bevel cut. Generally a compound miter is used in building shadow box picture frames and similar projects where angled or “deep set” project sides are desired.